You might also like
- Energy and Exergy Analysis of The Crude Oil Fractionation UnitsDocument10 pagesEnergy and Exergy Analysis of The Crude Oil Fractionation UnitsAlvin PhươngNo ratings yet
- Exergy and Exergoeconomic Analysis of A Crude Oil Combined Distillation UnitDocument19 pagesExergy and Exergoeconomic Analysis of A Crude Oil Combined Distillation Unitangel vandelanNo ratings yet
- Distillation HeatDocument5 pagesDistillation Heatfabian andresNo ratings yet
- Exergy and Exergoeconomic Analysis of A Crude Oil Combined Distillation UnitDocument28 pagesExergy and Exergoeconomic Analysis of A Crude Oil Combined Distillation Unitangel vandelanNo ratings yet
- Prashant Seminar ReportDocument18 pagesPrashant Seminar ReportPrashant RajoleNo ratings yet
- Unisim Based Simulation and Analysis of Crude Oil DistillationDocument8 pagesUnisim Based Simulation and Analysis of Crude Oil DistillationHoàng NhânNo ratings yet
- Diesel HydrotreatingDocument21 pagesDiesel HydrotreatingIzack Silva S100% (1)
- Jten-2016!2!5.1092energy and Exergy Analysis of A Waste Heat Driven Cycle ForDocument8 pagesJten-2016!2!5.1092energy and Exergy Analysis of A Waste Heat Driven Cycle ForDr. Akhilesh AroraNo ratings yet
- Low Grade Waste Heat Recovery For Optimized Energy Efficiencies and Enhanced Sustainability in Process Industries A Comprehensive ReviewDocument12 pagesLow Grade Waste Heat Recovery For Optimized Energy Efficiencies and Enhanced Sustainability in Process Industries A Comprehensive ReviewEhab Sabry100% (1)
- Memet 2015 IOP Conf. Ser. Mater. Sci. Eng. 95 012035Document6 pagesMemet 2015 IOP Conf. Ser. Mater. Sci. Eng. 95 012035Pooja ChughNo ratings yet
- Selecting The Optimum Predistillation Scheme For Heavy Crude OilsDocument8 pagesSelecting The Optimum Predistillation Scheme For Heavy Crude OilsHoàng NhânNo ratings yet
- MohammadDocument9 pagesMohammadDiana AmadoNo ratings yet
- Process Analysis of Refinery Crude Charge HeaterDocument21 pagesProcess Analysis of Refinery Crude Charge HeaterNicholas RiveraNo ratings yet
- Project Topic Maintenance Practicess and It Effect On Production Industry Case Study Tema Oil RefineryDocument20 pagesProject Topic Maintenance Practicess and It Effect On Production Industry Case Study Tema Oil RefinerySamuel BoatengNo ratings yet
- Waste Heat Recovery and Conversion Into Electricity: Current Solutions and AssessmentDocument7 pagesWaste Heat Recovery and Conversion Into Electricity: Current Solutions and AssessmentLEONEL ALVARO LLANCO GUARDIANo ratings yet
- Energy: Wugen Gu, Yuqing Huang, Kan Wang, Bingjian Zhang, Qinglin Chen, Chi-Wai HuiDocument13 pagesEnergy: Wugen Gu, Yuqing Huang, Kan Wang, Bingjian Zhang, Qinglin Chen, Chi-Wai HuiMarina ButuceaNo ratings yet
- An Analysis of The Performance of An EjeDocument6 pagesAn Analysis of The Performance of An EjeSơn TiếnNo ratings yet
- Thermo-economic optimization of waste heat recovery Organic Rankine CyclesDocument9 pagesThermo-economic optimization of waste heat recovery Organic Rankine CyclesKarla RezendeNo ratings yet
- Applsci 09 01865Document21 pagesApplsci 09 01865aristssuNo ratings yet
- Process Technology: Clothing Production ManagementDocument19 pagesProcess Technology: Clothing Production ManagementAnyah Sampson ObassiNo ratings yet
- Alireza JavanshirDocument26 pagesAlireza JavanshirLekane nelsonNo ratings yet
- Exergy Evaluation of Biodiesel Production Process From Euphorbia LathyrisDocument6 pagesExergy Evaluation of Biodiesel Production Process From Euphorbia LathyrisHotib PerwiraNo ratings yet
- PinchDocument14 pagesPinchYounes AgrouazNo ratings yet
- Jana 2010Document10 pagesJana 2010Nipun ChopraNo ratings yet
- Energy Analysis of Organic Rankine Cycles For Biomass ApplicationsDocument13 pagesEnergy Analysis of Organic Rankine Cycles For Biomass ApplicationsJoão MemoriaNo ratings yet
- Process Integration (PI)Document180 pagesProcess Integration (PI)Abrhsh67% (3)
- Thermodynamics Analysis of Reciprocating Machines and CyclesDocument13 pagesThermodynamics Analysis of Reciprocating Machines and CyclesVictoriaNo ratings yet
- Energy Optimization of Crude Oil Distillation Using Different Designs of Pre-Flash DrumsDocument7 pagesEnergy Optimization of Crude Oil Distillation Using Different Designs of Pre-Flash DrumsRicardoCamachoPerezNo ratings yet
- Experiment On Enhancing Heat Transfer - EGT Using Turbulence Promoters and Cross Flow HX With DI/Ag+ Nano ParticlesDocument19 pagesExperiment On Enhancing Heat Transfer - EGT Using Turbulence Promoters and Cross Flow HX With DI/Ag+ Nano ParticlesvinayNo ratings yet
- Process Optimization-Tiew (IGL Services SDN BHD.)Document9 pagesProcess Optimization-Tiew (IGL Services SDN BHD.)cristianNo ratings yet
- JJMIE-116-09 - Modified Exergoeconomic Analysis For Unit Gt14 of South Tripoli Gas Turbine Power PlantDocument10 pagesJJMIE-116-09 - Modified Exergoeconomic Analysis For Unit Gt14 of South Tripoli Gas Turbine Power PlantElzimar FreitasNo ratings yet
- Process Integration LectureDocument93 pagesProcess Integration LectureBereket TeferaNo ratings yet
- Instantaneous Determination of Heat Transfer Coefficients in A Steam Generator For An Alternative Energy Upgrade SystemDocument8 pagesInstantaneous Determination of Heat Transfer Coefficients in A Steam Generator For An Alternative Energy Upgrade SysteminderdipNo ratings yet
- A Computer Program For Working Fluid Selection of Low Temperature Organic Rankine CycleDocument10 pagesA Computer Program For Working Fluid Selection of Low Temperature Organic Rankine CycleChoon Seng WongNo ratings yet
- Pinch Analysis of Heat Exchanger Networks in The Crude Distillation Unit of Port-Harcourt RefineryDocument10 pagesPinch Analysis of Heat Exchanger Networks in The Crude Distillation Unit of Port-Harcourt RefineryAdriana WagnerNo ratings yet
- IntroductionDocument4 pagesIntroductionHazel AdoNo ratings yet
- Ijtee20110302087093 PDFDocument7 pagesIjtee20110302087093 PDFsaliyarumesh2292No ratings yet
- Ammonia D PDFDocument10 pagesAmmonia D PDFrkm_rkmNo ratings yet
- Accepted Manuscript: Separation and Purification TechnologyDocument36 pagesAccepted Manuscript: Separation and Purification Technologyeti apriyantiNo ratings yet
- Journal of The Energy Institute: Shuang-Ying Wu, Shu-Meng Zhou, Lan Xiao, You-Rong Li, Chao Liu, Jin-Liang XuDocument12 pagesJournal of The Energy Institute: Shuang-Ying Wu, Shu-Meng Zhou, Lan Xiao, You-Rong Li, Chao Liu, Jin-Liang XuVawizyNo ratings yet
- Multi Objective OptimizationDocument14 pagesMulti Objective OptimizationSamiir ÁlbertoNo ratings yet
- Energetic and Exergetic Performance Evaluation of The Quadruple-EffectDocument6 pagesEnergetic and Exergetic Performance Evaluation of The Quadruple-EffectMaximo GallardoNo ratings yet
- Design of Heat ExchangerDocument7 pagesDesign of Heat Exchangercami cordobaNo ratings yet
- 2010 Energy Paper XYZDocument7 pages2010 Energy Paper XYZAgung Dedy Pramana PutraNo ratings yet
- Improving of Refinery Furnaces Efficiency Using Mathematical ModelingDocument6 pagesImproving of Refinery Furnaces Efficiency Using Mathematical Modelingusman_hafeez86No ratings yet
- Accepted ManuscriptDocument27 pagesAccepted ManuscriptJesse Haney IIINo ratings yet
- Automotive AC Systems TEWI ComparisonDocument15 pagesAutomotive AC Systems TEWI Comparisonmirali74No ratings yet
- Teaching Manual ThermoDocument5 pagesTeaching Manual ThermoЕрнесто Юниор Барриентос БауселNo ratings yet
- Modeling and Simulation of Thermoelectric Plant of Combined Cycles and Its Environmental ImpactDocument6 pagesModeling and Simulation of Thermoelectric Plant of Combined Cycles and Its Environmental ImpactTimothyYeoNo ratings yet
- Utility Services in Process PlantsDocument25 pagesUtility Services in Process PlantsAulia RahmadsyahNo ratings yet
- 24 Jackowski F PDFDocument7 pages24 Jackowski F PDFZul FakriNo ratings yet
- Topping Process Using Different MethodologiesDocument11 pagesTopping Process Using Different MethodologiesR A Baffoe JrNo ratings yet
- An Analysis of The Performance of An Ejector RefriDocument6 pagesAn Analysis of The Performance of An Ejector RefriHalvor JohnsenNo ratings yet
- Energy Conversion and Management: Usman Muhammad, Muhammad Imran, Dong Hyun Lee, Byung Sik ParkDocument12 pagesEnergy Conversion and Management: Usman Muhammad, Muhammad Imran, Dong Hyun Lee, Byung Sik Parkmadalina.andreea.vasileNo ratings yet
- Waste Heat Recovery Using Stirling Engine ResearchDocument6 pagesWaste Heat Recovery Using Stirling Engine ResearchSsheshan PugazhendhiNo ratings yet
- Exergy Economic and Life-Cycle Assessment of ORC SDocument23 pagesExergy Economic and Life-Cycle Assessment of ORC SChurio Silvera OscarNo ratings yet
- Finite Physical Dimensions Optimal Thermodynamics 1: FundamentalsFrom EverandFinite Physical Dimensions Optimal Thermodynamics 1: FundamentalsNo ratings yet
- Combined Cooling, Heating and Power: Decision-Making, Design and OptimizationFrom EverandCombined Cooling, Heating and Power: Decision-Making, Design and OptimizationNo ratings yet
- Fiber GlassDocument1 pageFiber GlassBang BiNo ratings yet
- Ajhkjhqofqioufiafavlkzjvkzjvm, SMV SDocument1 pageAjhkjhqofqioufiafavlkzjvkzjvm, SMV SBang BiNo ratings yet
- bmmmmmmmmmmmmmmmmmmmmmmmmmmlllllllllllllllllllllllllllllllllllllllllllllllllppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppDocument1 pagebmmmmmmmmmmmmmmmmmmmmmmmmmmlllllllllllllllllllllllllllllllllllllllllllllllllppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppppBang BiNo ratings yet
- XXXXXXXXXXXXXXXXXX XXXXXXXXXXXXXXXXXXXXXX Aaaaaaaaaa AaaaaaaaaaaaaaaaaaaaaaaaDocument1 pageXXXXXXXXXXXXXXXXXX XXXXXXXXXXXXXXXXXXXXXX Aaaaaaaaaa AaaaaaaaaaaaaaaaaaaaaaaaBang BiNo ratings yet
- YaaaaaaaaaaaaaaaaaaaaaaaDocument1 pageYaaaaaaaaaaaaaaaaaaaaaaaBang BiNo ratings yet
- Safari - 24 Jul 2018 13.52Document1 pageSafari - 24 Jul 2018 13.52Bang BiNo ratings yet
- 344455555Document1 page344455555Bang BiNo ratings yet
- Unu GTP 2005 05Document37 pagesUnu GTP 2005 05Bang BiNo ratings yet
- Yaaa Aaaaaaaaaaaaaaaaaaaaaaaaaa AaaaaaaaaaaaaaaaaaaaaaaaaaDocument1 pageYaaa Aaaaaaaaaaaaaaaaaaaaaaaaaa AaaaaaaaaaaaaaaaaaaaaaaaaaBang BiNo ratings yet
- Asian Games Will Feature 40 SportsDocument10 pagesAsian Games Will Feature 40 SportsBang BiNo ratings yet
- Exergetic and Parametric Study of A Solar Aided Coal-Fired Power PlantDocument22 pagesExergetic and Parametric Study of A Solar Aided Coal-Fired Power PlantBang BiNo ratings yet
- Ijret20140304010 PDFDocument6 pagesIjret20140304010 PDFBang BiNo ratings yet
- PIPA Flow Rate Experiment ResultsDocument5 pagesPIPA Flow Rate Experiment ResultsBang BiNo ratings yet
- Free English Grammar Ebook Beginner PDFDocument44 pagesFree English Grammar Ebook Beginner PDFSimina Mladin86% (7)
- Rass orDocument23 pagesRass orBang BiNo ratings yet
- 29 38 PBDocument5 pages29 38 PBBang BiNo ratings yet
- 9579 18541 1 SMDocument15 pages9579 18541 1 SMBang BiNo ratings yet
- Pipa (P1-P2)Document9 pagesPipa (P1-P2)Bang BiNo ratings yet
- 3 2 2 0 Diploma Examination, 2010: 130. Petroleum Refinery EngineeringDocument2 pages3 2 2 0 Diploma Examination, 2010: 130. Petroleum Refinery EngineeringdhasdjNo ratings yet
- Journal FSRU 2Document68 pagesJournal FSRU 2Shah Reza DwiputraNo ratings yet
- Vocational Training Report Indian Oil Corporation Limited Gujarat RefineryDocument43 pagesVocational Training Report Indian Oil Corporation Limited Gujarat RefineryVijendra KumarNo ratings yet
- Wpiea2022116 Print PDFDocument50 pagesWpiea2022116 Print PDFLORENZO RAFFAELE CIPRIANINo ratings yet
- Evaluation of A Small RefineryDocument364 pagesEvaluation of A Small RefineryAdamu Musa100% (4)
- Industrial Training Report PDFDocument67 pagesIndustrial Training Report PDFAjulo jask100% (1)
- CGC Fouling CheckDocument19 pagesCGC Fouling CheckAnonymous KpVxNXs100% (1)
- Basic Engineering Package Ideal ApproachDocument2 pagesBasic Engineering Package Ideal Approachsushant_jhawerNo ratings yet
- SRU Web - PDFBXCVBDocument5 pagesSRU Web - PDFBXCVBSaad SarfarazNo ratings yet
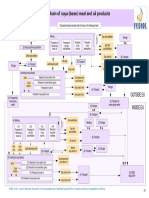
- Flow chart of the soya meal and oil production processDocument25 pagesFlow chart of the soya meal and oil production processadesuyan yomiNo ratings yet
- Indian Oil Cooperation LTD (Assam Oil Division Digboi Refinery)Document64 pagesIndian Oil Cooperation LTD (Assam Oil Division Digboi Refinery)NingSeng SingphoNo ratings yet
- Calculus 1210 Pipeline ProjectDocument11 pagesCalculus 1210 Pipeline Projectapi-241450949No ratings yet
- Annexure 2 - Requisition For Pipe 4inch & AboveDocument11 pagesAnnexure 2 - Requisition For Pipe 4inch & Abovefrankz89No ratings yet
- Petro Power ChileDocument2 pagesPetro Power ChilejojumathewNo ratings yet
- ASME B31 - Standards of Pressure PipingDocument3 pagesASME B31 - Standards of Pressure PipingRachit OzaNo ratings yet
- Sydney, NSW - Australia, March 8-9, 2010: E-Mail: Phone: +6053687732 Mobile: +60125012590Document19 pagesSydney, NSW - Australia, March 8-9, 2010: E-Mail: Phone: +6053687732 Mobile: +60125012590Rupesh Desai100% (1)
- Positive Displacement Meters for Fuels, Oils, LPG, Solvents, Acids & Other Industrial ChemicalsDocument1 pagePositive Displacement Meters for Fuels, Oils, LPG, Solvents, Acids & Other Industrial Chemicalswarung1bensinNo ratings yet
- Inspection ReportDocument4 pagesInspection ReportgeorgiadisgNo ratings yet
- Feasibility Study Report For Lixing Tank Terminal: Qingdao Lixing Logistics Co., LTDDocument159 pagesFeasibility Study Report For Lixing Tank Terminal: Qingdao Lixing Logistics Co., LTD백종륜No ratings yet
- Sigma Phase Embrittlement of Stainless Steel in FCC Service: January 2006Document23 pagesSigma Phase Embrittlement of Stainless Steel in FCC Service: January 2006Shoaib AhmedNo ratings yet
- Petroleum Refining, Volume 1 - Crude Oil, Petroleum Products, Process FlowsheetDocument473 pagesPetroleum Refining, Volume 1 - Crude Oil, Petroleum Products, Process FlowsheetMane MoussaNo ratings yet
- Saes B 062Document32 pagesSaes B 062Neeraj kumarNo ratings yet
- Dissertation RPSDocument35 pagesDissertation RPSRaghvendra Pratap Singh100% (1)
- Glosario PipingDocument24 pagesGlosario PipingtaratatanNo ratings yet
- Task 5Document7 pagesTask 5Areeba NaqviNo ratings yet
- Petroleum Refinery Safety AuditDocument39 pagesPetroleum Refinery Safety AuditSai Tarun GanapavarapuNo ratings yet
- BMI Middle East and Africa Oil and Gas Insight March 2016Document10 pagesBMI Middle East and Africa Oil and Gas Insight March 2016Anonymous pPpTQrpvbrNo ratings yet
- Hydro Skimming Margins Vs Cracking MarginsDocument78 pagesHydro Skimming Margins Vs Cracking MarginsWon Jang100% (1)
- Manual On Civil Aviation Jet Fuel Supply: Notice To UsersDocument34 pagesManual On Civil Aviation Jet Fuel Supply: Notice To UsersYagmur Simsek100% (1)
- Optimization of Biodiesel Production From Caster Seed Oil ThroughDocument86 pagesOptimization of Biodiesel Production From Caster Seed Oil ThroughyascheNo ratings yet