You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Dibenzoyl PeroxideDocument37 pagesDibenzoyl PeroxideVinod MNo ratings yet
- Dibenzoyl Peroxide: Name of The Company: Address: Emergency Contact No.: Material: Nature of Hazard: PrecautionDocument2 pagesDibenzoyl Peroxide: Name of The Company: Address: Emergency Contact No.: Material: Nature of Hazard: PrecautionVinod MNo ratings yet
- KELTAN Safety Data SheetDocument2 pagesKELTAN Safety Data SheetVinod MNo ratings yet
- Divinyl Benzene: Name of The Company: Address: Emergency Contact No.: Material: Nature of HazardDocument2 pagesDivinyl Benzene: Name of The Company: Address: Emergency Contact No.: Material: Nature of HazardVinod MNo ratings yet
- SulfurDocument2 pagesSulfurVinod MNo ratings yet
- Sodium Phosphate Dibastic DedocahydrateDocument2 pagesSodium Phosphate Dibastic DedocahydrateVinod MNo ratings yet
- MEKDocument24 pagesMEKVinod MNo ratings yet
- Dibenzoyl Peroxide: Name of The Company: Address: Emergency Contact No.: Material: Nature of Hazard: PrecautionDocument2 pagesDibenzoyl Peroxide: Name of The Company: Address: Emergency Contact No.: Material: Nature of Hazard: PrecautionVinod MNo ratings yet
- Cmit Mit 14Document2 pagesCmit Mit 14Vinod MNo ratings yet
- Divinyl Benzene: Name of The Company: Address: Emergency Contact No.: Material: Nature of HazardDocument2 pagesDivinyl Benzene: Name of The Company: Address: Emergency Contact No.: Material: Nature of HazardVinod MNo ratings yet
- Protect yourself from hydrochloric acidDocument2 pagesProtect yourself from hydrochloric acidVinod MNo ratings yet
- Sodium Bromate: Name of The Company: Address: Emergency Contact No.: Material: Nature of Hazard: PrecautionDocument2 pagesSodium Bromate: Name of The Company: Address: Emergency Contact No.: Material: Nature of Hazard: PrecautionVinod MNo ratings yet
- Methanol: Name of The Company: Address: Emergency Contact No.: Material: Nature of HazardDocument2 pagesMethanol: Name of The Company: Address: Emergency Contact No.: Material: Nature of HazardVinod MNo ratings yet
- TREM CARD Precaution and Emergency Contact DetailsDocument2 pagesTREM CARD Precaution and Emergency Contact DetailsVinod MNo ratings yet
- Cmit Mit 14Document2 pagesCmit Mit 14Vinod MNo ratings yet
- Dibenzoyl PeroxideDocument2 pagesDibenzoyl PeroxideVinod MNo ratings yet
- Caustic Soda: Name of The Company: Address: Emergency Contact No.: Material: Nature of HazardDocument2 pagesCaustic Soda: Name of The Company: Address: Emergency Contact No.: Material: Nature of HazardVinod MNo ratings yet
- Hydrogen: Name of The Company: Address: Emergency Contact No.: Material: Nature of HazardDocument2 pagesHydrogen: Name of The Company: Address: Emergency Contact No.: Material: Nature of HazardVinod MNo ratings yet
- Caustic Soda IyelBC RETURNABLE BASISDocument2 pagesCaustic Soda IyelBC RETURNABLE BASISVinod MNo ratings yet
- Caustic Soda IyelBC RETURNABLE BASISDocument2 pagesCaustic Soda IyelBC RETURNABLE BASISVinod MNo ratings yet
- Bit PasteDocument1 pageBit PasteVinod MNo ratings yet
- Caustic Potash Safety Data SheetDocument2 pagesCaustic Potash Safety Data SheetVinod MNo ratings yet
- 4-Aminodiphenylamine: Name of The Company: Address: Emergency Contact No.: Material: Nature of HazardDocument2 pages4-Aminodiphenylamine: Name of The Company: Address: Emergency Contact No.: Material: Nature of HazardVinod MNo ratings yet
- CALCIUMSTREAT SAFETY DATA SHEETDocument2 pagesCALCIUMSTREAT SAFETY DATA SHEETVinod MNo ratings yet
- Acrylonitrile: Name of The Company: Address: Emergency Contact No.: Material: Nature of Hazard: PrecautionDocument2 pagesAcrylonitrile: Name of The Company: Address: Emergency Contact No.: Material: Nature of Hazard: PrecautionVinod MNo ratings yet
- Corossion and Its ControlDocument14 pagesCorossion and Its ControlVinod MNo ratings yet
- Biox P91 VLX: Name of The Company: Address: Emergency Contact No.: Material: Nature of HazardDocument2 pagesBiox P91 VLX: Name of The Company: Address: Emergency Contact No.: Material: Nature of HazardVinod MNo ratings yet
- ACETONE SAFETY DATA SHEETDocument2 pagesACETONE SAFETY DATA SHEETVinod MNo ratings yet
- MEKDocument24 pagesMEKVinod MNo ratings yet
- Stripper Column:: Separation ProcessDocument2 pagesStripper Column:: Separation ProcessVinod MNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Sri Radhakrishna SwamijiDocument43 pagesSri Radhakrishna SwamijiNarayana IyengarNo ratings yet
- Madu Rash Tak AmDocument4 pagesMadu Rash Tak AmAdv. Govind S. TehareNo ratings yet
- Caterpillar Ep15krtDocument37 pagesCaterpillar Ep15krtIvan MajikNo ratings yet
- Soil LiquefactionDocument12 pagesSoil LiquefactionKikin Kikin PelukaNo ratings yet
- Pitch Manual SpecializedDocument20 pagesPitch Manual SpecializedRoberto Gomez100% (1)
- Young Women's Sexuality in Perrault and CarterDocument4 pagesYoung Women's Sexuality in Perrault and CarterOuki MilestoneNo ratings yet
- Asian Paints Tile Grout Cement BasedDocument2 pagesAsian Paints Tile Grout Cement Basedgirish sundarNo ratings yet
- Innovative Food Science and Emerging TechnologiesDocument6 pagesInnovative Food Science and Emerging TechnologiesAnyelo MurilloNo ratings yet
- 11bg USB AdapterDocument30 pages11bg USB AdapterruddyhackerNo ratings yet
- Gotham City: A Study into the Darkness Reveals Dangers WithinDocument13 pagesGotham City: A Study into the Darkness Reveals Dangers WithinajNo ratings yet
- Private Schools Provide Better EducationDocument2 pagesPrivate Schools Provide Better EducationcitraNo ratings yet
- Activities and Assessments:: ASSIGNMENT (SUBMIT Your Answers at EDMODO Assignment Section)Document5 pagesActivities and Assessments:: ASSIGNMENT (SUBMIT Your Answers at EDMODO Assignment Section)Quen CuestaNo ratings yet
- EP - EngineDocument4 pagesEP - EngineAkhmad HasimNo ratings yet
- Mechanical Specifications For Fiberbond ProductDocument8 pagesMechanical Specifications For Fiberbond ProducthasnizaNo ratings yet
- Lightwave Maya 3D TutorialsDocument8 pagesLightwave Maya 3D TutorialsrandfranNo ratings yet
- 2 Scour VentDocument8 pages2 Scour VentPrachi TaoriNo ratings yet
- Idioms & Phrases Till CGL T1 2016Document25 pagesIdioms & Phrases Till CGL T1 2016mannar.mani.2000100% (1)
- Cs8791 Cloud Computing Unit2 NotesDocument37 pagesCs8791 Cloud Computing Unit2 NotesTeju MelapattuNo ratings yet
- Drugs Pharmacy BooksList2011 UBPStDocument10 pagesDrugs Pharmacy BooksList2011 UBPStdepardieu1973No ratings yet
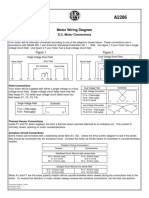
- Motor Wiring Diagram: D.C. Motor ConnectionsDocument1 pageMotor Wiring Diagram: D.C. Motor Connectionsczds6594No ratings yet
- Rotary Twin Scew Brochure UK HRDocument20 pagesRotary Twin Scew Brochure UK HRNguyễn Hữu DũngNo ratings yet
- Ro-Buh-Qpl: Express WorldwideDocument3 pagesRo-Buh-Qpl: Express WorldwideverschelderNo ratings yet
- Final Decision W - Cover Letter, 7-14-22Document19 pagesFinal Decision W - Cover Letter, 7-14-22Helen BennettNo ratings yet
- Elements of ClimateDocument18 pagesElements of Climateእኔ እስጥፍNo ratings yet
- Organizing Small Items with Glass Bottle OrganizersDocument70 pagesOrganizing Small Items with Glass Bottle OrganizersDy SaiNo ratings yet
- Digital Communication QuestionsDocument14 pagesDigital Communication QuestionsNilanjan BhattacharjeeNo ratings yet
- Features Integration of Differential Binomial: DX BX A X P N MDocument4 pagesFeatures Integration of Differential Binomial: DX BX A X P N Mابو سامرNo ratings yet
- Air Wellness QRSDocument2 pagesAir Wellness QRSapi-3743459No ratings yet
- Lee Et Al - 2013Document9 pagesLee Et Al - 2013Taka MuraNo ratings yet