Professional Documents
Culture Documents
Pulmon Pok m90-45 Giratoria
Uploaded by
Aluminios FeitCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Pulmon Pok m90-45 Giratoria
Uploaded by
Aluminios FeitCopyright:
Available Formats
OK INDUSTRIAL
EQUIPAMIENTO INTEGRAL PARA CARPINTERIAS DE ALUMINIO Y PVC
POK M90-45
45
Prensa Neumática
ica
con Matriz Giratoria
ria
MANUAL
RIO
DE USUARIO
POK M90-45 RV 02/2016
edizas 90- 45º
Ventanas Corredizas
POK M90-45 >>> Página 01/41 www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
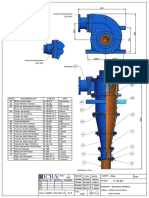
POK M90-45
Prensa Neumática
MATRIZ VISTA FRONTAL POK M90-45 RV 02/2016
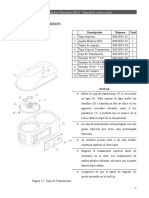
CONJ 17
Recorte Aletas
sobre Parantes
(Pág. 38/39)
CONJ 16
Caja de
Agua
(Pág. 36/37)
CONJ 15
Despunte Clip
(Pág. 24)
CONJ 06
CONJ 01 CONJ 02 CONJ 03 CONJ 05
Desagüe en Calado Desagote
Calado pasaguía
CONJ 04 CONJ 04-B Desp. Aletas Abrirr / T131
Guías de Marcos y Colocación
y perforación Recorta aletas 90º
(Umbral) / 90º y 45º de zócalo Agujeros Jamba Agujeros Jamba
pasa tornillos exteriores
y cabezal / 90º para unión para unión
90º
(Pág. 05) con umbral con umbral de Jamba / 90º
(Pág. 06/07) y dintel y dintel (Pág. 16/17
(Pág. 08/09) 18/19)
(Marco) / 90º (Marco) / 90º (Pág. 14/15)
(Pág. 10/11) (Pág. 12/13)
POK M90-45 >>> Página 02/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
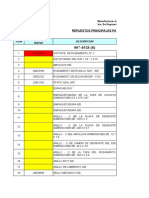
POK M90-45
Prensa Neumática
MATRIZ VISTA LATERAL DERECHO POK M90-45 RV 02/2016
CONJ 04
Desagote
Umbral
(Pág. 10/11)
CONJ 09
Falleba
(Pág. 21/22)
CONJ 7 CONJ 8
Calado pasaguía Pletina
y Agujero Tapón
(Clip) / 45º (Pág. 20)
(Pág. 18/19)
POK M90-45 >>> Página 03/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
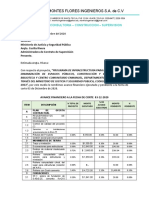
POK M90-45
Prensa Neumática
MATRIZ VISTA DE ATRAS POK M90-45 RV 02/2016
CONJ 16
Caja de Agua
(Pág. 36/37)
CONJ 15
Despunte CONJ 17
Clip Recorte de Aletas
sobre Parantes
(Pág. 35)
(Pág. 38/39)
CONJ 14
Desagote
Aleta Exterior
Umbral
(Pág. 33/34)
CONJ 06
CONJ 10 CONJ 13 CONJ 01
Desagote CONJ 12
CONJ 9 Escuadra CONJ 11 Calado inercial Desagüe
Abrir Escuadra en Guías
Mecanizado E69/E70/E83 Eliminación Parante Reforzado
E97/E83 de Marcos
(Pág. 16/17 para colocación 45º de Aletas 90º y 45º
45º
18/19) de Falleba para Pasaje (Pág. 05)
Batientes (Pág. 23/24 de Pletina (Pág. 31/32)
(Pág. 28/29
25) 30)
(Pág. 21/22) (Pág. 26/27)
POK M90-45 >>> Página 04/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
Conjunto 01: Desagüe en Guias de Marcos (umbral) / 90º y 45º POK M90-45 RV 02/2016
PUNZON
MATRIZ
TACO
PMD001
PMD002
PMD003
POK M90-45 >>> Página 05/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
Conjunto 02: Calado y Colocación de zócalo y cabezal / 90º POK M90-45 RV 02/2016
110
112
55
ALINEAR
POK M90-45 >>> Página 06/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
Conjunto 02: Calado y Colocación de zócalo y cabezal / 90º POK M90-45 RV 02/2016
PIEZAS CODIFICADAS
PMD013
PMD014
PMD017
PMD015
PMD018
PMD016
MECANIZAR PRIMERO EN CONJ 03.
>> MEDIDA 55mm 1 GOLPE, MEDIDA 110mm 2 GOLPES
>> I M P O R T A N T E
POK M90-45 >>> Página 07/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
Conjunto 03: Hoja / Calado pasaguía y perforación pasa tornillos / 90º POK M90-45 RV 02/2016
7716 / 7724 7725 / 7728
MECANIZAR PRIMERO EN ESTE CONJ. LUEGO IR A CONJ02.
>> FLOTAR PUNZON PARA ZOCALO SIMPLE(PMD021) DESPLAZANDO PMD020. >> I M P O R T A N T E
POK M90-45 >>> Página 08/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
Conjunto 03: Hoja / Calado pasaguía y perforación pasa tornillos / 90º POK M90-45 RV 02/2016
PMD023
PMD019 PMD024
PMD020
PMD022
PMD021
PMD025
MECANIZAR PRIMERO EN ESTE CONJ. LUEGO IR A CONJ02.
>> FLOTAR PUNZON PARA ZOCALO SIMPLE(PMD021) DESPLAZANDO PMD020. >> I M P O R T A N T E
POK M90-45 >>> Página 09/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
Conjunto 04A: Agujeros Jamba para unión con umbral y dintel (Marco) / 90º POK M90-45 RV 02/2016
ESCALA
1:2
PRIMERO MECANIZAR EN CONJ. 05 .PARA PERFILES DE MODENA2 SACAR LOS
>> >> I M P O R T A N T E
PUNZONES RECTANGULARES (PMD007 Y PMD008).
POK M90-45 >>> Página 10/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
Conjunto 04A: Agujeros Jamba para unión con umbral y dintel (Marco) / 90º POK M90-45 RV 02/2016
PMD006
PMD010
PMD082
PMD007
PMD008
PMD011
PMD012
PRIMERO MECANIZAR EN CONJ. 05 .PARA PERFILES DE MODENA2 SACAR LOS
>> >> I M P O R T A N T E
PUNZONES RECTANGULARES (PMD007 Y PMD008).
POK M90-45 >>> Página 11/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
Conjunto 04B: Agujeros Jamba para unión con umbral y dintel (Marco) / 90º POK M90-45 RV 02/2016
PRIMERO MECANIZAR EN CONJ. 05 .PARA PERFILES DE MODENA2 SACAR LOS
>> >> I M P O R T A N T E
PUNZONES RECTANGULARES (PMD007 Y PMD008).
POK M90-45 >>> Página 12/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
Conjunto 04B: Agujeros Jamba para unión con umbral y dintel (Marco) / 90º POK M90-45 RV 02/2016
DESGLOSE DE PIEZAS PMD008 PMD004
POR CODIGO PMD006
PMD005
PMD009 PMD007
PMD005
PMD012
PRIMERO MECANIZAR EN CONJ. 05 .PARA PERFILES DE MODENA2 SACAR LOS
>> PUNZONES RECTANGULARES (PMD007 Y PMD008). >> I M P O R T A N T E
POK M90-45 >>> Página 13/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
Conjunto 05: Despunte de Aletas. Recorta aletas exteriores de Jamba / 90º POK M90-45 RV 02/2016
>> PRIMERO REALIZAR ESTA OPERACION Y LUEGO IR A CONJ.04A Y CONJ04B >> I M P O R T A N T E
POK M90-45 >>> Página 14/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
Conjunto 05: Despunte de Aletas. Recorta aletas exteriores de Jamba / 90º POK M90-45 RV 02/2016
PMD026
DESGLOSE DE PIEZAS
POR CODIGO
PMD027
PMD030
PMD030
PMD031
PMD031
PMD028 PMD029
>> PRIMERO REALIZAR ESTA OPERACION Y LUEGO IR A CONJ.04A Y CONJ04B >> I M P O R T A N T E
POK M90-45 >>> Página 15/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
Conjunto 06: Desagote Abrir / T131 / 90º POK M90-45 RV 02/2016
ESCALA
1:2
>> PRIMERO REALIZAR ESTA OPERACION Y LUEGO IR A CONJ.04A Y CONJ04B >> I M P O R T A N T E
POK M90-45 >>> Página 16/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
Conjunto 06: Desagote Abrir / T131 / 90º POK M90-45 RV 02/2016
PMD045
DESGLOSE DE PIEZAS
POR CODIGO
PMD046
PMD048
>> PRIMERO REALIZAR ESTA OPERACION Y LUEGO IR A CONJ.04A Y CONJ04B >> I M P O R T A N T E
POK M90-45 >>> Página 17/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
Conjunto 07: Clip . Calado Pasaguía y Agujero Tapón / 45º POK M90-45 RV 02/2016
6907
8059
ESCALA
1:2
>> PRIMERO DESPUNTAR ALETAS EN CONJ.15 >> I M P O R T A N T E
POK M90-45 >>> Página 18/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
Conjunto 07: Clip . Calado Pasaguía y Agujero Tapón / 45º POK M90-45 RV 02/2016
DESGLOSE DE PIEZAS
POR CODIGO
PMD040
PMD038
PMD041
PMD039
PMD042
PMD044
PMD043
>> PRIMERO DESPUNTAR ALETAS EN CONJ.15 >> I M P O R T A N T E
POK M90-45 >>> Página 19/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
Conjunto 08: Pletina POK M90-45 RV 02/2016
DESGLOSE DE PIEZAS
POR CODIGO
PMD075
PMD077
PMD076
PMD078
PMD079
PMD081
PMD081
>> PRIMERO DESPUNTAR ALETAS EN CONJ.15 >> I M P O R T A N T E
POK M90-45 >>> Página 20/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
Conjunto 09: Mecanizado para colocación de Falleba - Batientes POK M90-45 RV 02/2016
POK M90-45 >>> Página 21/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
Conjunto 09: Mecanizado para colocación de Falleba - Batientes POK M90-45 RV 02/2016
DESGLOSE DE PIEZAS
POR CODIGO
PMD059
PMD059
PMD060
PMD062
PMD060
PMD063
PMD061
PMD064
POK M90-45 >>> Página 22/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
Conjunto 10: Escuadra E69/E70/E83 POK M90-45 RV 02/2016
POK M90-45 >>> Página 23/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
Conjunto 10: Escuadra E69/E70/E83 POK M90-45 RV 02/2016
DESGLOSE DE PIEZAS
POR CODIGO
PMD065
PMD067
PMD069
PMD066
PMD068
PMD071
PMD070
POK M90-45 >>> Página 24/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
Conjunto 10: Escuadra E69/E70/E83 POK M90-45 RV 02/2016
POK M90-45 >>> Página 25/41
www.okindustrial.com.ar
Los
Los datos,
datos, descripciones
descripciones y
y las
las imágenes
imágenes dede los
los productos
productos en
en éste
éste folleto
folleto pueden
pueden ser
ser modificados
modificados sin
sin previo
previo aviso.
aviso. Las
Las fotos
fotos son
son meramente
meramente ilustrativas
ilustrativas
y
y carente
carente de
de fuerza
fuerza vinculante,
vinculante, no
no necesariamente
necesariamente representa
representa lala imagen
imagen deldel producto
producto ofrecido;
ofrecido; pueden
pueden variar
variar en
en sus
sus colores,
colores, accesorios
accesorios o
o caracterís-
caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
Conjunto 11: Eliminación de Aletas para Pasaje de Pletina POK M90-45 RV 02/2016
ESCALA 1:2
POK M90-45 >>> Página 26/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
Conjunto 11: Eliminación de Aletas para Pasaje de Pletina POK M90-45 RV 02/2016
DESGLOSE DE PIEZAS
POR CODIGO PMD072
PMD073
PMD074
PMD114
POK M90-45 >>> Página 27/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
Conjunto 12: Mecanizado de Escuadra E97/E83 POK M90-45 RV 02/2016
CON HORQUILLA(PMD092) Y POSICION M PARA MARCO MODENA CORREDIZA 45
>> EN POSICION H Y SIN HORQUILLA (PMD092) HOJAS CORREDIZA MODENA 45
>> I M P O R T A N T E
POK M90-45 >>> Página 28/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
Conjunto 12: Mecanizado de Escuadra E97/E83 POK M90-45 RV 02/2016
CON HORQUILLA(PMD092) Y POSICION M PARA MARCO MODENA CORREDIZA 45
>> EN POSICION H Y SIN HORQUILLA (PMD092) HOJAS CORREDIZA MODENA 45
>> I M P O R T A N T E
POK M90-45 >>> Página 29/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
Conjunto 12: Mecanizado de Escuadra E97/E83 POK M90-45 RV 02/2016
DESGLOSE DE PIEZAS
POR CODIGO
PMD032
PMD036
PMD034
PMD035
PMD033
PMD092
PMD037
CON HORQUILLA(PMD092) Y POSICION M PARA MARCO MODENA CORREDIZA 45
>> EN POSICION H Y SIN HORQUILLA (PMD092) HOJAS CORREDIZA MODENA 45
>> I M P O R T A N T E
POK M90-45 >>> Página 30/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
Conjunto 13: Calado inercial , Parante Reforzado / 90º y 45º POK M90-45 RV 02/2016
POK M90-45 >>> Página 31/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
Conjunto 13: Calado inercial , Parante Reforzado / 90º y 45º POK M90-45 RV 02/2016
DESGLOSE DE PIEZAS
POR CODIGO
PMD087
PMD084
PMD088
PMD083
PMD089
PMD091
PMD093
POK M90-45 >>> Página 32/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
Conjunto 14: Desagote Aleta Exterior Umbral POK M90-45 RV 02/2016
POK M90-45 >>> Página 33/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
Conjunto 14: Desagote Aleta Exterior Umbral POK M90-45 RV 02/2016
DESGLOSE DE PIEZAS
POR CODIGO
PMD098
PMD096
PMD097
PMD098
PMD097
PMD094
POK M90-45 >>> Página 34/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
Conjunto 15: Despunte Clip POK M90-45 RV 02/2016
DESGLOSE DE PIEZAS
POR CODIGO
PMD058
PMD057
PMD058
PMD056
PMD055
POK M90-45 >>> Página 35/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
Conjunto 16: Caja de Agua POK M90-45 RV 02/2016
POK M90-45 >>> Página 36/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
Conjunto 16: Caja de Agua POK M90-45 RV 02/2016
DESGLOSE DE PIEZAS
POR CODIGO
PMD054
PMD051
PMD052
PMD053
PMD053
PMD050
PMD050
PMD049
PMD049
POK M90-45 >>> Página 37/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
Conjunto 17: Recorte de Aletas sobre Parantes POK M90-45 RV 02/2016
POK M90-45 >>> Página 38/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
Conjunto 17: Recorte de Aletas sobre Parantes POK M90-45 RV 02/2016
DESGLOSE DE PIEZAS
POR CODIGO
PMD095 PMD047
PMD095
PMD099
POK M90-45 >>> Página 39/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
INSTRUCCIONES DE USO Y MANTENIMIENTO DE LAS MATRICES MANUALES Y/O NEUMATICAS
POK M90-45 RV 02/2016
A continuación encontrará una serie de recomendaciones que realizamos para el uso y mantenimiento de
las punzonadoras. Cuanto mejor las siga, más años de vida útil tendrá su equipo. El mantenimiento constan-
te es la clave para lograr que su máquina se encuentre siempre en condiciones óptimas de trabajo.
• El lugar de trabajo donde se utilice la matriz debe estar perfectamente iluminado y con el espacio
suficiente para el manejo de los perfiles a mecanizar.
• En el caso de máquinas neumáticas, la colocación y sujeción de la matriz en la prensa neumática –ó
también manual- debe hacerse de forma rígida y segura, tanto en la parte superior como en la inferior.
• Introducir el perfil durante el mecanizado manteniendo las manos alejadas de la zona de trabajo de
la matriz, de todo el manejo de topes u otras partes móviles de la matriz, etc. utilizando sus elementos de
protección personal.
• No golpee nunca la matriz.
• No mecanice más de un perfil por vez.
• No mecanice otro material que no sea aluminio.
• Limpiar de virutas y de otros restos el interior de la matriz, utilizando un soplete o pincel
• Al realizar la limpieza usar sin excepción protectores oculares.
• Lubricar columnas, punzones y otros elementos móviles de la matriz con un spray lubricante o
similar (tipo SAE 40) constantemente y que los conjuntos siempre estén mojados con aceite. Esto ayuda a
una larga vida útil de cada pieza componente.
• NUNCA PALANQUEAR UN PERFIL PARA SACARLO DE LA MATRIZ. Si el perfil queda enganchado en la
matriz es porque falta filo en el cortante (punzon) y también en la matriz (hembra). En ese caso se deberá
proceder a realizar mantenimiento preventivo. Para sacar el perfil siempre haga movimientos lineales parale-
los a la matriz (hacia delante y hacia atrás) para no sacarla de su centro.
• Comprobar periódicamente el filo de los elementos cortantes. Si los punzones dejan rebaba es
síntoma de que hace falta afilado en cortantes.
• Todo mantenimiento y regulaciones, en caso de máquinas neumáticas, deben hacerse con el equipo
desconectado de la línea de aire.
• Cuando no se trabaje por tiempo prolongado, guardar la matriz en un lugar seco y lejos de atmósfe-
ras agresivas; evitar el deterioro con algún producto lubricante antioxidante.
• En el caso de prensas neumáticas recuerde controlar periódicamente el equipo FRL ubicado en el
costado de la máquina verificando que no esté llena la trampa de agua ni que falte aceite en el recipiente de
lubricación interna de la máquina. Verifique que el equipo no tenga pérdidas de aire y recuerde que cuando
llena el recipiente de aceite debe purgar el sistema utilizando el botón azul (presionarlo 15 segundos).
• Limpie la matriz periódicamente con algún tipo de producto como el kerosene que no dañe las
piezas componente y recuerde luego volver a aceitar la matriz con aceite tipo SAE 40. La lubricación debe
ser cuantiosa y constante durante el mecanizado de perfiles.
• En caso de tener algún problema con la matriz deberá ponerse en contacto con la empresa o con el
distribuidor autorizado antes de realizar cualquier reparación ó desarme total/parcial para recibir asesora-
miento de cómo realizarlo.
CENTRO DE ATENCIÓN A CLIENTES: (011) 4738-2500 (desde el exterior 0054-11-47382500)
Dto. Técnico
OK INDUSTRIAL SRL
POK M90-45 >>> Página 40/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
POK M90-45
Prensa Neumática
CAMBIO DE PUNZONES/MATRICES. Recomendaciones de Colocación POK M90-45 RV 02/2016
A continuación detallamos pasos básicos a tener en cuenta en la colocación de repuestos de matricería
1) Hay punzones y matrices que están tirados por tornillos desde abajo. Para retirarlos se deberá sepa-
rar la matriz principal (la que contiene todos los conjuntos y están unidos por las columnas) del cuerpo de
accionamiento. Una vez hecho esto se procede a sacar los tornillos que sujetan la pieza cuidando de no
golpear ni correr los demás conjuntos existentes a los costados.
2) Una vez retirada la pieza defectuosa, limpiar perfectamente la superficie donde apoyarán las piezas
nuevas a fin de evitar desviaciones o inclinaciones inadecuadas. Una vez que está limpia la superficie de
apoyo, colocar la pieza nueva y arrimar los tornillos.
3) Antes de dar el ajuste final a la pieza, se debe probar que esté alineada y no choque contra la matriz
ó los punzones. Una vez que está seguro y probó el accionamiento en seco (sin mecanizar perfil) y las piezas
nuevas no chocas y están alineadas correctamente, puede proceder a dar el ajuste final. La forma de hacerlo
es colocar el punzón (cortante) en la matriz (hembra) y luego ajustar los tornillos. La alineación es funda-
mental y necesaria para que la pieza funcione bien. Si tiene alguna duda en la colocación o la alineación,
PONGASE EN CONTACTO CON OK INDUSTRIAL antes de poner en funcionamiento de la máquina.
4) Otro tema muy importante es lubricación continua de las piezas-componente de las máquinas. A
mejor lubricación y mantenimiento, mayor vida útil tendrá. Es recomendable lubricar constantemente los
punzones y matrices y esto se puede hacer simplemente con un pincel y aceite común tipo SAE 40.
5) Se recomienda realizar afilado periódico a las matrices y punzones más utilizados. Esto es a fin de
evitar roturas por falta de filo. Ud. notará que hace falta afilar cuando los punzones dejan rebaba en el perfil
y también cuando los filos de matrices y punzones están redondeados.
Siempre le recordamos que ante cualquier duda ó inquietud no deje de comunicarse con nosotros para que
lo podamos asesorar. Nuestra línea rotativa es 0054-11-4738-2500 y nos complace recibir sus consultas.
CENTRO DE ATENCIÓN A CLIENTES: (011) 4738-2500 (desde el exterior 0054-11-47382500)
Dto. Técnico
OK INDUSTRIAL SRL
P R O D U C TO A R G E N T I N O
POK M90-45 >>> Página 41/41
www.okindustrial.com.ar
Los datos, descripciones y las imágenes de los productos en éste folleto pueden ser modificados sin previo aviso. Las fotos son meramente ilustrativas
y carente de fuerza vinculante, no necesariamente representa la imagen del producto ofrecido; pueden variar en sus colores, accesorios o caracterís-
ticas técnicas. Queda Prohibida la reproducción total de éste folleto sin previa autorización de OK INDUSTRIAL.
You might also like
- PEDIDO. DE BATERIAS y LLANTASDocument3 pagesPEDIDO. DE BATERIAS y LLANTASjhonat guillermo nuñez vivancoNo ratings yet
- PE6996-03 - Rev1 CCM4100Document24 pagesPE6996-03 - Rev1 CCM4100OSCARNo ratings yet
- Apt - 32 - 4Document6 pagesApt - 32 - 4miguel aguirreNo ratings yet
- Prensa Esmeriladora Angular Dezpiece Vertical-FusionadoDocument16 pagesPrensa Esmeriladora Angular Dezpiece Vertical-Fusionadoraulber100% (1)
- Conector 150Document2 pagesConector 150Carlos MarquezNo ratings yet
- Cuadro Prestamos ChalaDocument1 pageCuadro Prestamos ChalaWaldo Quispe ArizapanaNo ratings yet
- Moldes de RejilladoDocument13 pagesMoldes de RejilladoPaul OñaNo ratings yet
- Formato Excel para Afiliacion.87c74d76Document39 pagesFormato Excel para Afiliacion.87c74d76Darwin Atoche ChiraNo ratings yet
- Agm Form PR 00 Inventario de ProduccionDocument1 pageAgm Form PR 00 Inventario de Producciondiana escobarNo ratings yet
- Visio-DOP - COMPUERTAS PDFDocument3 pagesVisio-DOP - COMPUERTAS PDFrereyyNo ratings yet
- Conector SJB C2280 CDocument2 pagesConector SJB C2280 Cluis perezNo ratings yet
- 06 Lista Tentativa Acuartelamiento 05feb Rev02Document4 pages06 Lista Tentativa Acuartelamiento 05feb Rev02edy quentaNo ratings yet
- Aveo LXTDocument1 pageAveo LXTMarcos DiazNo ratings yet
- Manual Prensa Modena m90-45 v2013Document41 pagesManual Prensa Modena m90-45 v2013Ariel AgueroNo ratings yet
- Rq. 220003Document1 pageRq. 220003Melquesedec Emanuel POLO RIOSNo ratings yet
- Refuerzo TabiqueDocument1 pageRefuerzo TabiqueGianella Paredes SanchezNo ratings yet
- Conector Abs Explorer 2010Document2 pagesConector Abs Explorer 2010luis perezNo ratings yet
- Requerimiento 04Document1 pageRequerimiento 04EDUARDO OCHOA ROCANo ratings yet
- NOVO RSO 3 CIA DO 28º BPMM - CópiaDocument2 pagesNOVO RSO 3 CIA DO 28º BPMM - Cópiaribeirorsr82No ratings yet
- Sellette PDFDocument56 pagesSellette PDFWahid VerdèNo ratings yet
- Catalogo Perfil EstruturalDocument15 pagesCatalogo Perfil EstruturalAntenógenes JuninhoNo ratings yet
- Kia RioDocument1 pageKia Riohennesy96No ratings yet
- Proyecto Utillaje Neumático Comprobación de Muelles 4870150Document28 pagesProyecto Utillaje Neumático Comprobación de Muelles 4870150GABRIEL MAXIMILIANO GONZALEZ PADILLANo ratings yet
- Fly San Felipe: Nombre de ProyectoDocument13 pagesFly San Felipe: Nombre de ProyectoJorge ReateguiNo ratings yet
- Batidora IndustrialDocument11 pagesBatidora IndustrialRamón Rafael León OsunaNo ratings yet
- MQ11 163 DR 1130 Ce1161Document1 pageMQ11 163 DR 1130 Ce1161Iván R. Cruz FloresNo ratings yet
- FR-MAV-34 Reporte Diario de Status Equipos AG 26-12 TardeDocument2 pagesFR-MAV-34 Reporte Diario de Status Equipos AG 26-12 TardeAlejandro Castaño QuinteroNo ratings yet
- P17P01 Ca019 17 An 101 1260 in DWG 201 - Tus Ins 233 FS 0204 - 1 PDFDocument1 pageP17P01 Ca019 17 An 101 1260 in DWG 201 - Tus Ins 233 FS 0204 - 1 PDFjesus cristianNo ratings yet
- 39PR Ela 3201 1 2 2Document1 page39PR Ela 3201 1 2 2Diana BaqueroNo ratings yet
- CP1286 - Ca. Los Laureles AA - Hh. Buenos Aires CP. TalamboDocument4 pagesCP1286 - Ca. Los Laureles AA - Hh. Buenos Aires CP. TalamboYuver Nahum Lobato GuerreroNo ratings yet
- Ss - Hh. Mama OclloDocument4 pagesSs - Hh. Mama Oclloluis soclaNo ratings yet
- Rotulo Cajetin EjemploDocument1 pageRotulo Cajetin Ejemployamilet mirandaNo ratings yet
- HidrociclonesDocument1 pageHidrociclonesRAUL PEREZ NEGREIROS100% (1)
- Parte de InstalaciónDocument3 pagesParte de InstalaciónBRAULIO JHONATHAN QUISPE ZAPATANo ratings yet
- Instrucciones de Montaje y Funcionamiento para El Enganche ... - JOSTDocument4 pagesInstrucciones de Montaje y Funcionamiento para El Enganche ... - JOSTGonzalo OjedaNo ratings yet
- Planos DiseñoDocument1 pagePlanos Diseñojesus cristianNo ratings yet
- Conector SJB C2280eDocument2 pagesConector SJB C2280eluis perezNo ratings yet
- FR-MAV-34 Reporte Diario de Status Equipos AG 25-12 TARDEDocument2 pagesFR-MAV-34 Reporte Diario de Status Equipos AG 25-12 TARDEAlejandro Castaño QuinteroNo ratings yet
- 07-005-19 Uptbg Cubo 2 3-8Document5 pages07-005-19 Uptbg Cubo 2 3-8Ignacio SalasNo ratings yet
- 07-005-19 CSG CUBOS 5 1-2 RevDocument5 pages07-005-19 CSG CUBOS 5 1-2 RevIgnacio SalasNo ratings yet
- Bombas APT - 22 - 2BDocument6 pagesBombas APT - 22 - 2Bmiguel aguirreNo ratings yet
- S2 Schedule Licitacion ZafiroDocument7 pagesS2 Schedule Licitacion Zafirojuana beatriz aquise pariNo ratings yet
- Sistema 01 - Puquio EstructurasDocument24 pagesSistema 01 - Puquio EstructurasYeison Andrés Sánchez MonroyNo ratings yet
- Sst-Mav-Fo-Ie-002 Inspección de EscalerasDocument1 pageSst-Mav-Fo-Ie-002 Inspección de EscalerasRubi DayanNo ratings yet
- Formato de Protocolo de Excavación 8Document1 pageFormato de Protocolo de Excavación 8MHANo ratings yet
- Packing List STM #015 Maestranza Morrighan - CollahuasiDocument1 pagePacking List STM #015 Maestranza Morrighan - CollahuasitobiasNo ratings yet
- Control de Torque de Esparragos ClqsacDocument1 pageControl de Torque de Esparragos Clqsacelmer chavez ayalaNo ratings yet
- Lista Precios Repuestos PEISA (Marzo 2019)Document47 pagesLista Precios Repuestos PEISA (Marzo 2019)Ecw EntreriosNo ratings yet
- Grupos 567 28.02.2023-07.05Document45 pagesGrupos 567 28.02.2023-07.05Jesus PortacioNo ratings yet
- Can-Tb-0031 23-05-2023Document3 pagesCan-Tb-0031 23-05-2023pablo cesarNo ratings yet
- Exprimidor MergedDocument16 pagesExprimidor Mergedmario ramosNo ratings yet
- Ejercicio 1 - DIP - MP18012Document8 pagesEjercicio 1 - DIP - MP18012MerinoNo ratings yet
- Cot. LimpioDocument1 pageCot. LimpioPedro Pablo Castro CcotaNo ratings yet
- ETVV-1-G-PC-371-0 Base de Datos-Planilla de Conex. RTUDocument9 pagesETVV-1-G-PC-371-0 Base de Datos-Planilla de Conex. RTUOrozco Diego HernánNo ratings yet
- Lab 6 - Composición Geometría II - Crisologo Viera MaríaDocument1 pageLab 6 - Composición Geometría II - Crisologo Viera MaríaMARIA LUCIA CRISOLOGO VIERANo ratings yet
- Hidrociclon H15B-001Document1 pageHidrociclon H15B-001Anibal Aldava CrispinNo ratings yet
- FR-MAV-34 Reporte Diario de Status Equipos AG 28-12-23 TardeDocument2 pagesFR-MAV-34 Reporte Diario de Status Equipos AG 28-12-23 TardeAlejandro Castaño QuinteroNo ratings yet
- Diagrama Unifilar LM1 Plano 3Document1 pageDiagrama Unifilar LM1 Plano 3Luis Carlos Gonzales LimaNo ratings yet
- Manual de Durock PDFDocument40 pagesManual de Durock PDFTallerdeplanos_100% (3)
- Cuesitonario 11Document3 pagesCuesitonario 11Javier RiveraNo ratings yet
- Ri - Mallgo TingoDocument4 pagesRi - Mallgo TingoBryan Aucayauri SaenzNo ratings yet
- Puentes en Arco Tipo Network - Una Estru PDFDocument41 pagesPuentes en Arco Tipo Network - Una Estru PDFYoyito PatarroyoNo ratings yet
- Ficha Andino IPDocument2 pagesFicha Andino IPedwin perezNo ratings yet
- Laminas Entramado de Madera PDFDocument5 pagesLaminas Entramado de Madera PDFJonnathan Taipe OlsonNo ratings yet
- Lista Precios Rival 23 Mayo 2019Document2 pagesLista Precios Rival 23 Mayo 2019Rodolfo J. Marcillo100% (1)
- Trabajo Materiales de Construccion 1200662698708323 2Document17 pagesTrabajo Materiales de Construccion 1200662698708323 2Brayan BraunNo ratings yet
- Prueba Hidraulica para AguaDocument5 pagesPrueba Hidraulica para AguaAntoniCMontNo ratings yet
- CEMENTOSDocument21 pagesCEMENTOSFrancisco YunesNo ratings yet
- ELASTOMEROSDocument17 pagesELASTOMEROSleomarNo ratings yet
- Calculo de Agregados en Una Construccion de AlbañileriaDocument29 pagesCalculo de Agregados en Una Construccion de AlbañileriaAlexandraMhNo ratings yet
- Actividad 1 DIAGRAMA Fe - C (E)Document3 pagesActividad 1 DIAGRAMA Fe - C (E)ALDEIBER DE JESUS ZULETA ZULETANo ratings yet
- Plastiforte Tub. HDPEDocument13 pagesPlastiforte Tub. HDPEanisel100% (1)
- Normas Técnicas Complementarias MamposteriaDocument23 pagesNormas Técnicas Complementarias MamposteriaDiego Alexis Vázquez LunaNo ratings yet
- RoscasDocument13 pagesRoscasLuis JJNo ratings yet
- Metodo - CBHDocument19 pagesMetodo - CBHSejas Catalan Elmer100% (2)
- ConsII Manual Obra FinaDocument44 pagesConsII Manual Obra Finafrankito94No ratings yet
- Presupuesto Auditorio GalerasDocument5 pagesPresupuesto Auditorio GalerasEVER JOSE PATERNINANo ratings yet
- Calidad de FundicionDocument7 pagesCalidad de Fundicioncalhoundoom100% (1)
- DetallesDocument1 pageDetallesDAYANA GALLEGO LOAIZANo ratings yet
- Solucion Del 3r Examen Practico de Albañileria - Formularios de GoogleDocument7 pagesSolucion Del 3r Examen Practico de Albañileria - Formularios de GoogleIndira Ramirez QuispeNo ratings yet
- Montes Flores Ingenieros S.A. de C.V: Consultoria - Construccion - SupervisionDocument15 pagesMontes Flores Ingenieros S.A. de C.V: Consultoria - Construccion - SupervisionFramcisco MartinezNo ratings yet
- Catalogo Inoxpres Acero Inoxidable 2012Document64 pagesCatalogo Inoxpres Acero Inoxidable 2012TioPenasNo ratings yet
- Especificaciones TecnicasDocument26 pagesEspecificaciones TecnicasAnibal ClNo ratings yet
- Ensayo A Compresion de Una Pila de LadrilloDocument15 pagesEnsayo A Compresion de Una Pila de LadrilloKennyo Kennedy0% (1)
- Diseno de Un Estacionamiento Vehicular DDocument19 pagesDiseno de Un Estacionamiento Vehicular DAriel D Urieta HNo ratings yet
- Nombre: Ing. Daniel Elias Siguenza Rivera 1.5 Tabla de Descripción de Rubros, Unidades, Cantidades y PreciosDocument10 pagesNombre: Ing. Daniel Elias Siguenza Rivera 1.5 Tabla de Descripción de Rubros, Unidades, Cantidades y Preciosfarfan_1124No ratings yet
- CUELLOS DE GANSO t1Document3 pagesCUELLOS DE GANSO t1Christian J MosqueraNo ratings yet
- Metrados Post - ConstruccionDocument23 pagesMetrados Post - ConstruccionChelsy Garibay CosmeNo ratings yet