You might also like
- Bits & Sleeves: Wire WrappingDocument1 pageBits & Sleeves: Wire WrappingcamaferNo ratings yet
- Super Speed Machining PDFDocument6 pagesSuper Speed Machining PDFLingaiyan SurenNo ratings yet
- MRP Rev10Document118 pagesMRP Rev10Christian Gerardo Caraveo MartinezNo ratings yet
- Tips For Controlled Output Soldering Irons CT Series Tips For W60P and W100P IronsDocument1 pageTips For Controlled Output Soldering Irons CT Series Tips For W60P and W100P IronsBABAKNo ratings yet
- PB Catalogue Page29 Shim Stock Brass Sheets Metric Assortment SST RollsDocument1 pagePB Catalogue Page29 Shim Stock Brass Sheets Metric Assortment SST RollsTeguh TirtayasaNo ratings yet
- AgavewireMulti Conductor Foil Shielded FinalDocument8 pagesAgavewireMulti Conductor Foil Shielded Finalfrancisco lopez moyaNo ratings yet
- Awg # Diameter (MM) Diameter (Inch) Area (MM ) Available Cable Size (MM )Document3 pagesAwg # Diameter (MM) Diameter (Inch) Area (MM ) Available Cable Size (MM )Abdelfattah ben RagabNo ratings yet
- CatalogDocument16 pagesCatalogjackpanNo ratings yet
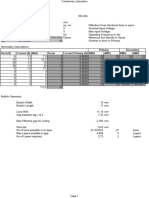
- ERRU Transformer CalculationDocument2 pagesERRU Transformer CalculationAntonio AdorzaNo ratings yet
- Zero Sequence1 - Summary PDFDocument4 pagesZero Sequence1 - Summary PDFTosikur RahmanNo ratings yet
- Zero Sequence1 - SummaryDocument4 pagesZero Sequence1 - SummaryTosikur Rahman100% (1)
- Catalogue Key BlanksDocument10 pagesCatalogue Key BlanksWiwitNo ratings yet
- Conduit Installation Manhours Per Linear MeterDocument4 pagesConduit Installation Manhours Per Linear MeterAbdullahHusainNo ratings yet
- Catalog en 20060901 PDFDocument162 pagesCatalog en 20060901 PDFLeonardo GuzmanNo ratings yet
- SS Catalog DigitalDocument83 pagesSS Catalog DigitalAnonymous VevcFXASNo ratings yet
- Kennametal Universal Milling PDFDocument16 pagesKennametal Universal Milling PDFGeovanny SanjuanNo ratings yet
- Features: Hand Crimp Tool Specification Sheet Order No. 63819-1300Document9 pagesFeatures: Hand Crimp Tool Specification Sheet Order No. 63819-1300Jose Antonio Huitron NuñezNo ratings yet
- PartsBook Atlas GA55+FFDocument146 pagesPartsBook Atlas GA55+FFCogez FamilyNo ratings yet
- Copper Tubes - CHUAN KOKDocument8 pagesCopper Tubes - CHUAN KOKyw_oulalaNo ratings yet
- GA5 - 11 From API100000 Parts Book 2007Document63 pagesGA5 - 11 From API100000 Parts Book 2007Andrej100% (1)
- CC TC Flat BraidDocument3 pagesCC TC Flat BraidEmul YaniNo ratings yet
- Fittings & Accessories: F O S PDocument2 pagesFittings & Accessories: F O S PELIAS ANKAHNo ratings yet
- Part List GA55+90 MKVDocument68 pagesPart List GA55+90 MKVRamraj EnterprisesNo ratings yet
- A. For Structural Identification See .: Learjet 20/30 Series Structural Repair ManualDocument20 pagesA. For Structural Identification See .: Learjet 20/30 Series Structural Repair ManualMartin RicciutiNo ratings yet
- Wednesday, 6 September 2023Document1 pageWednesday, 6 September 2023DOST IX RSTLNo ratings yet
- Hidraulica Canal ArqDocument2 pagesHidraulica Canal ArqLisney ArtesdigitalNo ratings yet
- Morris CatalogueDocument64 pagesMorris Cataloguerahimi mohamadNo ratings yet
- Frequency ResponseDocument5 pagesFrequency ResponsePhanendra Kumar AttadaNo ratings yet
- Class 2B Internal ThreadsDocument2 pagesClass 2B Internal ThreadsRanjeet DongreNo ratings yet
- Class 2B Internal ThreadsDocument2 pagesClass 2B Internal ThreadsLaural MarshallNo ratings yet
- Class 2B Internal Threads PDFDocument2 pagesClass 2B Internal Threads PDFLaural MarshallNo ratings yet
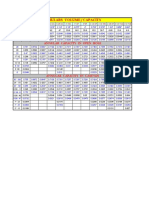
- Volume & CapacityDocument2 pagesVolume & CapacityHunterNo ratings yet
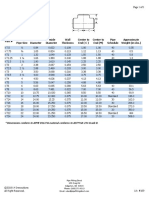
- Weld On Tees Standard Weight Carbon SteelDocument1 pageWeld On Tees Standard Weight Carbon SteelFRANCISCO JAVIER NIEVES GONZALEZNo ratings yet
- ASC GR110-200 Tab11 Parts List Screw Element 2989 0015 00-2946 0536 00Document3 pagesASC GR110-200 Tab11 Parts List Screw Element 2989 0015 00-2946 0536 00Noufou DarankoumNo ratings yet
- UFC - Ukraine: Inspection Status of Marel EquipmentDocument23 pagesUFC - Ukraine: Inspection Status of Marel EquipmentTechnical ServiceNo ratings yet
- NIS Bearing Units Catalogue PDFDocument162 pagesNIS Bearing Units Catalogue PDFMunkhnasan MonaNo ratings yet
- General Catalogue VOL1Document330 pagesGeneral Catalogue VOL1lifib23970No ratings yet
- Diamond WireDocument142 pagesDiamond WireSantiago RoseroNo ratings yet
- Bulletin #D15EDocument4 pagesBulletin #D15EPanos PanosNo ratings yet
- Dziurkarka Reece S-40000ISBH+I (K)Document78 pagesDziurkarka Reece S-40000ISBH+I (K)zbyszek wisniewskiNo ratings yet
- Mannings Formula SpreadsheetDocument18 pagesMannings Formula SpreadsheetparthivNo ratings yet
- Set-Over Screwcutting ChartDocument2 pagesSet-Over Screwcutting ChartscimtecNo ratings yet
- Interaction Diagrams - ECP 203-2007Document9 pagesInteraction Diagrams - ECP 203-2007Nicholson Vhenz UyNo ratings yet
- Groovex Main Catalog INCH With Tosefet (100822) WEBDocument236 pagesGroovex Main Catalog INCH With Tosefet (100822) WEBShobhith.DevadigaNo ratings yet
- B&E Brochure - ADC PDFDocument31 pagesB&E Brochure - ADC PDFAbhishek VernekarNo ratings yet
- (Package) IC Package TypesDocument1 page(Package) IC Package Typesjae hak kimNo ratings yet
- QHT Net Wt.Document1 pageQHT Net Wt.Ankur PanwarNo ratings yet
- 4.1 CortantesDocument3 pages4.1 CortantesWillington PadillaNo ratings yet
- CoaxialDocument24 pagesCoaxialHakan ÜçokNo ratings yet
- Buku Pintar SRMDocument24 pagesBuku Pintar SRMery achjariNo ratings yet
- Printclose: Number Name Price Qty Options Ref AltDocument2 pagesPrintclose: Number Name Price Qty Options Ref Altmanuales2022No ratings yet
- Description VA Meters Size of Wire Z/305 AMP VD %VDDocument5 pagesDescription VA Meters Size of Wire Z/305 AMP VD %VDJM AndresNo ratings yet
- Nuts ThreadsDocument2 pagesNuts ThreadsP S Lakshmi KanthanNo ratings yet
- 08252023Document1 page08252023DOST IX RSTLNo ratings yet
- Hydraulics CalculationDocument4 pagesHydraulics Calculationali khosravinarNo ratings yet
- Hydraulics CalculationDocument10 pagesHydraulics Calculationali khosravinarNo ratings yet
- Procedure: 1.1. Pump CalculationDocument10 pagesProcedure: 1.1. Pump Calculationganeshemmadi1987No ratings yet
- Blk-2 Modal Participation Analysis ResultDocument3 pagesBlk-2 Modal Participation Analysis ResultmonishNo ratings yet
- Personal Tutor: 11 + MATHS Test 6Document10 pagesPersonal Tutor: 11 + MATHS Test 6siddhant4uNo ratings yet
- Appendix h6 Diffuser Design InvestigationDocument51 pagesAppendix h6 Diffuser Design InvestigationVeena NageshNo ratings yet
- Relativity Space-Time and Cosmology - WudkaDocument219 pagesRelativity Space-Time and Cosmology - WudkaAlan CalderónNo ratings yet
- Airline and Airport Master - OdsDocument333 pagesAirline and Airport Master - OdsGiri KumarNo ratings yet
- Paper 5Document4 pagesPaper 5hbyhNo ratings yet
- Table of SpecificationDocument2 pagesTable of SpecificationAya AlisasisNo ratings yet
- Nava LunchDocument3 pagesNava LuncheatlocalmenusNo ratings yet
- Relative ClausesDocument11 pagesRelative Clausessaeed100% (1)
- Search WaiverDocument1 pageSearch WaiverHacer Gungoray100% (1)
- MNHS Annex G10 Q4 LC1Document10 pagesMNHS Annex G10 Q4 LC1angelinebianesNo ratings yet
- State Magazine, May 2001Document38 pagesState Magazine, May 2001State MagazineNo ratings yet
- SAP HR and Payroll Wage TypesDocument3 pagesSAP HR and Payroll Wage TypesBharathk Kld0% (1)
- Yemen Companies Contact DetailsDocument5 pagesYemen Companies Contact DetailsYAGHMOURE ABDALRAHMAN78% (9)
- Pre-Colonial Philippine ArtDocument5 pagesPre-Colonial Philippine Artpaulinavera100% (5)
- Thinking Out LoundDocument2 pagesThinking Out LoundExita ConiaNo ratings yet
- FeCl3 Msds - VISCOSITYDocument9 pagesFeCl3 Msds - VISCOSITYramkesh rathaurNo ratings yet
- Head and Neck Seminal Papers From Tata HospitalDocument29 pagesHead and Neck Seminal Papers From Tata HospitalSudhir NairNo ratings yet
- Ocular Trauma - BantaDocument211 pagesOcular Trauma - BantaLuisa Fernanda Arboleda100% (1)
- Intern JanataDocument59 pagesIntern JanataKhairul IslamNo ratings yet
- Muscular System NotesDocument6 pagesMuscular System NotesZussette Corbita VingcoNo ratings yet
- Student EssaysDocument41 pagesStudent EssaysAsif RahmanNo ratings yet
- Mini Test 2 - HSDocument4 pagesMini Test 2 - HSNgan Nguyen ThuNo ratings yet
- Advertisement For Recruitment of Non-Teaching StaffDocument3 pagesAdvertisement For Recruitment of Non-Teaching StaffGoogle AccountNo ratings yet
- 2017-Process Tracing in Social SciencesDocument28 pages2017-Process Tracing in Social SciencesTudor CherhatNo ratings yet
- Review Women With Moustaches and Men Without Beards - Gender and Sexual Anxieties of Iranian Modernity PDFDocument3 pagesReview Women With Moustaches and Men Without Beards - Gender and Sexual Anxieties of Iranian Modernity PDFBilal SalaamNo ratings yet
- Modeling and Simulation of The Temperature Profile Along Offshore Pipeline of An Oil and Gas Flow: Effect of Insulation MaterialsDocument8 pagesModeling and Simulation of The Temperature Profile Along Offshore Pipeline of An Oil and Gas Flow: Effect of Insulation MaterialsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Barista TestDocument7 pagesBarista Testwinnie chanNo ratings yet
- Sample Barista Offer LetterDocument2 pagesSample Barista Offer LetterMohammed Albalushi100% (2)
- Train Collision Avoidance SystemDocument4 pagesTrain Collision Avoidance SystemSaurabh GuptaNo ratings yet
- Proceedings IndexDocument3 pagesProceedings IndexHumberto FerreiraNo ratings yet