You might also like
- 4010 TDS EnglishDocument1 page4010 TDS EnglishJose Luis Ramirez RamirezNo ratings yet
- Steel Shield 1200Document2 pagesSteel Shield 1200Moin AltafNo ratings yet
- Carboguard 635 Thinned 50% - Sealer PDSDocument5 pagesCarboguard 635 Thinned 50% - Sealer PDSjakeNo ratings yet
- Jazeera Damp MasticDocument3 pagesJazeera Damp MasticAhmad BougeisNo ratings yet
- Carboguard 893 PDSDocument5 pagesCarboguard 893 PDSUtomoNo ratings yet
- Sigma 36Document2 pagesSigma 36EngTamerNo ratings yet
- G4258 Silver - Pds-EnDocument3 pagesG4258 Silver - Pds-EnuraliNo ratings yet
- Carboguard 893 PDSDocument5 pagesCarboguard 893 PDSTrịnh Minh KhoaNo ratings yet
- Carbozinc 858: Selection & Specification DataDocument4 pagesCarbozinc 858: Selection & Specification DataNico RoisnerNo ratings yet
- Technical Data Sheet Jazeera Selfmastic JI-66009: DescriptionDocument3 pagesTechnical Data Sheet Jazeera Selfmastic JI-66009: Descriptionsalam nazarNo ratings yet
- WWW - Techsil.co - Uk: Stainless Steel Putty Product BulletinDocument2 pagesWWW - Techsil.co - Uk: Stainless Steel Putty Product BulletinVinodKandukuriNo ratings yet
- Carboguard 893: Selection & Specification DataDocument5 pagesCarboguard 893: Selection & Specification DataQuy RomNo ratings yet
- Carbozinc 11 WB: Selection & Specification Data Substrates & Surface PreparationDocument2 pagesCarbozinc 11 WB: Selection & Specification Data Substrates & Surface PreparationPurwanto ritzaNo ratings yet
- Carbozinc 858 PDSDocument4 pagesCarbozinc 858 PDShuycongvuNo ratings yet
- Macropoxy 646 SEDocument4 pagesMacropoxy 646 SESleyda MunozNo ratings yet
- Technical Data: Plastic Steel Putty (A)Document4 pagesTechnical Data: Plastic Steel Putty (A)francisNo ratings yet
- 113.007 - Zinc Clad Xi WB BR PDFDocument2 pages113.007 - Zinc Clad Xi WB BR PDFFernando VittoNo ratings yet
- Sigmacover 300 PDFDocument5 pagesSigmacover 300 PDFJorge Alberto MontalatNo ratings yet
- Protective & Marine Coatings: Magnalux 40VDocument2 pagesProtective & Marine Coatings: Magnalux 40VMd Usama100% (1)
- Technical Data Sheet Jazeera Marine Primer JM-31001: Description: Recommended Use: CharacteristicsDocument3 pagesTechnical Data Sheet Jazeera Marine Primer JM-31001: Description: Recommended Use: CharacteristicsMark DingalNo ratings yet
- Technical Data: Plastic Steel 5-Minute Putty (SF)Document4 pagesTechnical Data: Plastic Steel 5-Minute Putty (SF)Hoàng DũngNo ratings yet
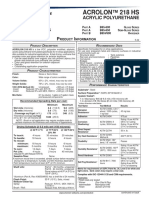
- Acrolon 218 HsDocument4 pagesAcrolon 218 HsKARENNo ratings yet
- Protective & Marine Coatings: Pro-Cryl Universal PrimerDocument4 pagesProtective & Marine Coatings: Pro-Cryl Universal PrimerAna CabreraNo ratings yet
- Pds Zincanode 690 VocDocument2 pagesPds Zincanode 690 VocmuthukumarNo ratings yet
- Zincanode 402: Two Pack Zinc Rich Epoxy PrimerDocument2 pagesZincanode 402: Two Pack Zinc Rich Epoxy PrimerlivefreakNo ratings yet
- Carboguard 635: Selection & Specification DataDocument5 pagesCarboguard 635: Selection & Specification DataPrakashNo ratings yet
- Carboguard 890 PDSDocument2 pagesCarboguard 890 PDSLinnie McleodNo ratings yet
- 112.025 - SUMAZINC S-659 PRIMER RICO EM ZINCO - Inglês PDFDocument2 pages112.025 - SUMAZINC S-659 PRIMER RICO EM ZINCO - Inglês PDFFernando VittoNo ratings yet
- Protective & Marine Coatings: Zinc Clad Iv EuDocument2 pagesProtective & Marine Coatings: Zinc Clad Iv Eusrinath vNo ratings yet
- Carboguard 890 GFDocument4 pagesCarboguard 890 GFDuongthithuydungNo ratings yet
- Carboguard 636 XT PDSDocument4 pagesCarboguard 636 XT PDSCarlos Rojas HandalNo ratings yet
- Carboguard 89dfsfs0 PDSDocument2 pagesCarboguard 89dfsfs0 PDSMayur PatelNo ratings yet
- Carbocoat 8239: Selection & Specification DataDocument4 pagesCarbocoat 8239: Selection & Specification DataSHAIK ASIMUDDINNo ratings yet
- Carboguard 893 SG MIO PDSDocument4 pagesCarboguard 893 SG MIO PDSMuthuKumarNo ratings yet
- Coal Tar EpoxyDocument6 pagesCoal Tar EpoxyMagoo MarjonNo ratings yet
- Carbozinc 859 (Organic Zinc-Rich Epoxy)Document4 pagesCarbozinc 859 (Organic Zinc-Rich Epoxy)helioxavier2No ratings yet
- Sigmacover 380Document18 pagesSigmacover 380eitan-dalia4971No ratings yet
- Sikagard - 62 EngDocument3 pagesSikagard - 62 Engbassem kooliNo ratings yet
- Carboguard 880 MIO PDSDocument4 pagesCarboguard 880 MIO PDSHerman EngelbrechtNo ratings yet
- Protective & Marine Coatings: Acrolon™ 218 HsDocument4 pagesProtective & Marine Coatings: Acrolon™ 218 HsAna CabreraNo ratings yet
- Steel Shield 1100Document3 pagesSteel Shield 1100Moin AltafNo ratings yet
- DuraplateDocument4 pagesDuraplatelovaldes62No ratings yet
- Sigmacover 525: Description Principal CharacteristicsDocument2 pagesSigmacover 525: Description Principal CharacteristicsEngTamerNo ratings yet
- Corothane® I Galvapac 1K Zinc Primer PDFDocument4 pagesCorothane® I Galvapac 1K Zinc Primer PDFImam Situmeang100% (1)
- Technical Data Sheet for 1-Part Silicone Sealant Silcoset 151Document2 pagesTechnical Data Sheet for 1-Part Silicone Sealant Silcoset 151Arun VaideeswaranNo ratings yet
- Spread n' Spray Spot Primer: Versatile Filler & PrimerDocument2 pagesSpread n' Spray Spot Primer: Versatile Filler & PrimerDoti Tri PrasetioNo ratings yet
- EPIMASTIC 5100-March 2019 Version 2Document2 pagesEPIMASTIC 5100-March 2019 Version 2PraveenNo ratings yet
- DATA SHEET Industrial Enamel BlancoDocument4 pagesDATA SHEET Industrial Enamel BlancoAlfredo OrellanaNo ratings yet
- Steelshield Ve: Product DescriptionDocument2 pagesSteelshield Ve: Product DescriptionMoin AltafNo ratings yet
- SigmaZinc 100 zinc primer guideDocument4 pagesSigmaZinc 100 zinc primer guideJohnson Chng Hou KiatNo ratings yet
- Berger: Product SpecificationsDocument2 pagesBerger: Product SpecificationsAabhas UpadhyayaNo ratings yet
- Smarter Building Systems SBS-R30 Insulating Paint InstructionsDocument5 pagesSmarter Building Systems SBS-R30 Insulating Paint InstructionsJJ Sherem MoraNo ratings yet
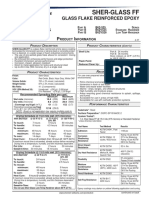
- Sherglass FFDocument4 pagesSherglass FFJhose BonillaNo ratings yet
- Carboguard 890 PDSDocument5 pagesCarboguard 890 PDScrisNo ratings yet
- Carboguard 891 Product Data SheetDocument4 pagesCarboguard 891 Product Data SheetPrakashNo ratings yet
- PARATHERM 600 HEAT RESISTING FINISHDocument2 pagesPARATHERM 600 HEAT RESISTING FINISHyarth880% (1)
- Xylan 80-018-g6706 Black - BeDocument2 pagesXylan 80-018-g6706 Black - BeSYED MAZHARNo ratings yet
- Plastics in Building Structures: Proceedings of a Conference Held in London, 14-16 June 1965From EverandPlastics in Building Structures: Proceedings of a Conference Held in London, 14-16 June 1965No ratings yet
- GRP and Buildings: A Design Guide for Architects and EngineersFrom EverandGRP and Buildings: A Design Guide for Architects and EngineersNo ratings yet
- Unit8 Phoning The PlumberDocument1 pageUnit8 Phoning The PlumberBash MatNo ratings yet
- TB01909001E Tab 17 PDFDocument22 pagesTB01909001E Tab 17 PDFBash MatNo ratings yet
- Mona John vocabulary matchingDocument1 pageMona John vocabulary matchingBash MatNo ratings yet
- Mona and John Listening AssessmentDocument2 pagesMona and John Listening AssessmentBash MatNo ratings yet
- TB01909001E Tab 17 PDFDocument22 pagesTB01909001E Tab 17 PDFBash MatNo ratings yet
- Technical B-H SaturationDocument6 pagesTechnical B-H SaturationBash MatNo ratings yet
- Differences Between The Grammar Translation Approach and The Direct ApproachDocument1 pageDifferences Between The Grammar Translation Approach and The Direct ApproachBash MatNo ratings yet
- Mona and John Listening AssessmentDocument2 pagesMona and John Listening AssessmentBash MatNo ratings yet
- Mona John vocabulary matchingDocument1 pageMona John vocabulary matchingBash MatNo ratings yet
- Flyer Current TransformerDocument24 pagesFlyer Current TransformerBash MatNo ratings yet
- The Tennessee Valley Authority's (Tva's) Experience and Action Plans With Freestanding Oil-Filled Current Transforgers (CT'S)Document7 pagesThe Tennessee Valley Authority's (Tva's) Experience and Action Plans With Freestanding Oil-Filled Current Transforgers (CT'S)Bash MatNo ratings yet
- TM Preface PDFDocument6 pagesTM Preface PDFBash MatNo ratings yet
- Differences Between The Reading Approach and The Audio Lingual ApproachDocument1 pageDifferences Between The Reading Approach and The Audio Lingual ApproachBash MatNo ratings yet
- TC Failure SkomDocument135 pagesTC Failure SkomSalvador ArcosNo ratings yet
- American Powder Coatings, Inc.: Product Data SheetDocument1 pageAmerican Powder Coatings, Inc.: Product Data SheetBash MatNo ratings yet
- USDOD Protective Coatings and PaintsDocument249 pagesUSDOD Protective Coatings and PaintsSpace_Hulker100% (4)
- Surface Preperation SSPCDocument4 pagesSurface Preperation SSPCGTpianomanNo ratings yet
- LFE M K WadhwaniDocument38 pagesLFE M K WadhwaniShahid KhanNo ratings yet
- Zinc Chromate Primer Excellent Corrosion ResistanceDocument2 pagesZinc Chromate Primer Excellent Corrosion ResistanceBash MatNo ratings yet
- Electrostatic Phenomena in Powder CoatingDocument10 pagesElectrostatic Phenomena in Powder CoatingBash Mat100% (1)
- TManual Chapter 01 PDFDocument22 pagesTManual Chapter 01 PDFJay Rameshbhai ParikhNo ratings yet
- Ehv Power Transformer Testing PDFDocument72 pagesEhv Power Transformer Testing PDFRamesh Epili100% (1)
- Shot Blasted and Primer Coated Heavy PlatesDocument7 pagesShot Blasted and Primer Coated Heavy PlatesBash MatNo ratings yet
- Technical Information Sheet: General Information: ISO 12944 TI - G 9 / UsaDocument6 pagesTechnical Information Sheet: General Information: ISO 12944 TI - G 9 / UsaBash MatNo ratings yet
- Etch Primers PDFDocument1 pageEtch Primers PDFBash MatNo ratings yet
- ColoursDocument5 pagesColoursAnoop N KuttyNo ratings yet
- Testex Tape Product Data Sheet 122Document2 pagesTestex Tape Product Data Sheet 122Bash MatNo ratings yet
- Etch Primers PDFDocument1 pageEtch Primers PDFBash MatNo ratings yet
- USDOD Protective Coatings and PaintsDocument249 pagesUSDOD Protective Coatings and PaintsSpace_Hulker100% (4)
- Tender Notice For Repair of Dts - Pts & Maint1Document22 pagesTender Notice For Repair of Dts - Pts & Maint1Bash MatNo ratings yet
- Nature of Acidity and Lime Requirement in Acid Soils of ManipurDocument8 pagesNature of Acidity and Lime Requirement in Acid Soils of ManipurIJASRETNo ratings yet
- Ford Essex V6 EngineDocument8 pagesFord Essex V6 EngineJoakamaster 16No ratings yet
- Specifications: 3516C - SS Marine PropulsionDocument5 pagesSpecifications: 3516C - SS Marine PropulsionAidel MustafaNo ratings yet
- Physics ExamDocument30 pagesPhysics Examjomar bolasocNo ratings yet
- IEC CsODESDocument2 pagesIEC CsODESArun KumarNo ratings yet
- Rockaway Beach Branch Community Impact StudyDocument98 pagesRockaway Beach Branch Community Impact StudyHanaRAlbertsNo ratings yet
- Node diagnostics report for RBS6601WDocument9 pagesNode diagnostics report for RBS6601WWilson DiazNo ratings yet
- Unit-I: Introduction To J2EEDocument29 pagesUnit-I: Introduction To J2EEsurakshaNo ratings yet
- Compact 1NC+1NO limit switch data sheetDocument2 pagesCompact 1NC+1NO limit switch data sheetJose AkinoNo ratings yet
- ReleDocument3 pagesRelevitor4santos_6No ratings yet
- Osha 1926.452Document14 pagesOsha 1926.452Binoy GopinathanNo ratings yet
- Batch Profile - 2017Document57 pagesBatch Profile - 2017Praneet TNo ratings yet
- Lesson 7: Cylinders: Basic Hydraulic SystemsDocument12 pagesLesson 7: Cylinders: Basic Hydraulic Systemsoscar el carevergaNo ratings yet
- Amphenol Musician Range PDFDocument8 pagesAmphenol Musician Range PDFtrc_wmNo ratings yet
- Advanced Data Structures and ImplementationDocument56 pagesAdvanced Data Structures and ImplementationSyam Prasad Reddy BattulaNo ratings yet
- Sap MM LSMWDocument18 pagesSap MM LSMWMani balan100% (1)
- Bilge Alarm Monitor OMD 11Document22 pagesBilge Alarm Monitor OMD 11Lucian Iftemie100% (3)
- Fosroc Conbextra EP10: Constructive SolutionsDocument2 pagesFosroc Conbextra EP10: Constructive SolutionsVincent JavateNo ratings yet
- Piping Vibration: Causes, Limits & Remedies: Public Courses In-House Courses Operator TrainingDocument12 pagesPiping Vibration: Causes, Limits & Remedies: Public Courses In-House Courses Operator Trainingmember1000100% (1)
- New Schedule For Sunset Limited Benefits Passengers and Improves Financial PerformanceDocument3 pagesNew Schedule For Sunset Limited Benefits Passengers and Improves Financial Performanceapi-26433240No ratings yet
- INTERCOMP Pt300 Users Manual Rev GDocument44 pagesINTERCOMP Pt300 Users Manual Rev GCTN2010No ratings yet
- FGGDocument12 pagesFGGSridharan VenkatNo ratings yet
- Thinking ForthDocument311 pagesThinking ForthCristianNo ratings yet
- How to Operate AAS with SignPal & PhotoPRINTDocument25 pagesHow to Operate AAS with SignPal & PhotoPRINTLucian DogariuNo ratings yet
- Classification of FluidDocument29 pagesClassification of FluidAbdur RehmanNo ratings yet
- Foundation LayoutDocument1 pageFoundation LayoutrendaninNo ratings yet
- Murray Loop Test To Locate Ground Fault PDFDocument2 pagesMurray Loop Test To Locate Ground Fault PDFmohdNo ratings yet
- NDI Manual 2013 - v10Document13 pagesNDI Manual 2013 - v10Yudha Bhakti NugrahaNo ratings yet
- Account Manager Business Development in San Jose CA Resume Mark WestonDocument2 pagesAccount Manager Business Development in San Jose CA Resume Mark WestonMarkWeston2No ratings yet
- 3 Phase Induction Motors Objective Questions With AnswersDocument3 pages3 Phase Induction Motors Objective Questions With AnswersMohan Raj0% (2)