You might also like
- HAZARDS Pneumatic TestDocument4 pagesHAZARDS Pneumatic TesthazopmanNo ratings yet
- Pressure & Leak TestingDocument18 pagesPressure & Leak TestingBilly KurniawanNo ratings yet
- Hydrotest Procedure For Piping SystemsDocument6 pagesHydrotest Procedure For Piping Systemscatherine100% (1)
- Pressure Testing Ensures Safety, Reliability and Leak TightnessDocument4 pagesPressure Testing Ensures Safety, Reliability and Leak TightnessRakesh RanjanNo ratings yet
- Hydrotest and Pneumatic Test of Piping Systems-Hydrotest Vs Pneumatic Test With PDFDocument16 pagesHydrotest and Pneumatic Test of Piping Systems-Hydrotest Vs Pneumatic Test With PDFGunawanNo ratings yet
- 1.hydrostatic Test and Flushing (R2)Document19 pages1.hydrostatic Test and Flushing (R2)sethu1091100% (8)
- INS-004, Hydro-Testing Procedure For Bondstrand GRE and GRV Pipe-R1Document7 pagesINS-004, Hydro-Testing Procedure For Bondstrand GRE and GRV Pipe-R1jayhuacat7743100% (4)
- Procedure For Hydro Testing: Pressure TestDocument5 pagesProcedure For Hydro Testing: Pressure TestDevang ShahNo ratings yet
- Pressure Testing PresentationDocument37 pagesPressure Testing PresentationManish Sharma83% (6)
- Air Leak TestingDocument5 pagesAir Leak Testingkusdiyanta100% (2)
- Mechanical Isolation Methods and ProceduresDocument13 pagesMechanical Isolation Methods and ProceduresHse RiyazNo ratings yet
- Pipeline Leak Test ProcedureDocument174 pagesPipeline Leak Test ProcedureRini Puspitasari100% (3)
- Pneumatic TestDocument3 pagesPneumatic Testpuneethkumarr100% (1)
- Pneumatic Testing ProcedureDocument4 pagesPneumatic Testing ProcedureEddie TaiNo ratings yet
- Flushing ProcedureDocument2 pagesFlushing Proceduretvpham123No ratings yet
- Leak Testing ProcedureDocument2 pagesLeak Testing Procedurerenjithv_4100% (10)
- QPR0120 Leak Testing Proc.Document3 pagesQPR0120 Leak Testing Proc.ZackTeeKeatTeongNo ratings yet
- Hydrostatic and Pneumatic Testing ProcedureDocument8 pagesHydrostatic and Pneumatic Testing ProcedurejorgekarlosprNo ratings yet
- Flushing of 24Document16 pagesFlushing of 24Lloyd Wils100% (1)
- Inspection and Test Plan For Line Pipe PDFDocument4 pagesInspection and Test Plan For Line Pipe PDFsherviny100% (1)
- PiggingDocument24 pagesPiggingJulio Cesar Galarza Lobo0% (1)
- Helium Leak TestDocument8 pagesHelium Leak TestHiren Panchal50% (2)
- Detect Leaks with Vacuum and Helium TechniquesDocument14 pagesDetect Leaks with Vacuum and Helium TechniquesSavij_ChouhanNo ratings yet
- Leak Detection Methods: A Comparative Study of Technologies and Techniques Short VersionDocument24 pagesLeak Detection Methods: A Comparative Study of Technologies and Techniques Short VersionHappy202180% (5)
- Leak Test Procedure PDFDocument6 pagesLeak Test Procedure PDFanon_456282505100% (3)
- Leak Testing MethodologiesDocument9 pagesLeak Testing MethodologiesPin SantosNo ratings yet
- Installing and Operating a Thermal Relief ValveDocument12 pagesInstalling and Operating a Thermal Relief ValveHiren Panchal100% (1)
- Pressure Testing & QC Test PackDocument10 pagesPressure Testing & QC Test Packravi00098No ratings yet
- HSE P COW 06 Leak Testing ProcedureDocument19 pagesHSE P COW 06 Leak Testing Procedurehzq1e100% (1)
- Method Statement For Flushing & Chemical Cleaning Procedure of Chilled Water SystemDocument10 pagesMethod Statement For Flushing & Chemical Cleaning Procedure of Chilled Water SystemMohammed AshrafNo ratings yet
- LEAK TEST Method Statement Ponticelli & Total Petroleum.Document7 pagesLEAK TEST Method Statement Ponticelli & Total Petroleum.Fasola Lawal100% (4)
- Vacuum Box Testing ProcedureDocument6 pagesVacuum Box Testing ProcedureKandula Raju100% (1)
- Pneumatic TestDocument10 pagesPneumatic Testchitobarba19726762100% (3)
- QCP-10 Hydrotest and Flushing ProcedureDocument15 pagesQCP-10 Hydrotest and Flushing ProcedureIbrahim67% (3)
- Hydrotest Presentation REV1Document21 pagesHydrotest Presentation REV1Marsya MasyitaNo ratings yet
- Diesel Pipeline Flushing and PurgingDocument3 pagesDiesel Pipeline Flushing and PurgingVaradaraj CkNo ratings yet
- Inspection and Test Plan For Process PipingDocument4 pagesInspection and Test Plan For Process Pipingsatya_chaganti100% (1)
- Holiday Testing ProcedureDocument4 pagesHoliday Testing Proceduremadhurajsh100% (1)
- Leak Test Procedure For SubDocument5 pagesLeak Test Procedure For Subpallav chatterjeeNo ratings yet
- Heleium Leak TestDocument20 pagesHeleium Leak TestAkbar Doha100% (1)
- Cleaning and FlushingDocument11 pagesCleaning and FlushingDannis Ananto100% (2)
- Pressurized Air Shock BlowingDocument3 pagesPressurized Air Shock BlowingEmir PayNo ratings yet
- Safety checklist for hydro testDocument3 pagesSafety checklist for hydro testsaquib_jamadarNo ratings yet
- Flushing Procedure Final 11Document4 pagesFlushing Procedure Final 11Hamada ELaraby50% (2)
- Pressure Testing ProcedureDocument14 pagesPressure Testing ProcedureCepi Sindang KamulanNo ratings yet
- 9501-PP-QA-009 Piping Leak Test Procedure R-0Document27 pages9501-PP-QA-009 Piping Leak Test Procedure R-0Josh RuddyNo ratings yet
- Pressure Test System To Demonstrate Integrity: by Anil Kumar SaxenaDocument47 pagesPressure Test System To Demonstrate Integrity: by Anil Kumar SaxenaThe Engineers EDGE, Coimbatore100% (3)
- NDT Pressure TestingDocument23 pagesNDT Pressure TestingRamu Nallathambi100% (2)
- Leak Test ProcedureDocument5 pagesLeak Test ProcedureAhmed AlaaNo ratings yet
- Hydro Vs PneumaticDocument4 pagesHydro Vs PneumaticAnonymous rYZyQQot55No ratings yet
- Hydrotest Vs Pneumatic TestDocument5 pagesHydrotest Vs Pneumatic TestMidhun K Chandrabose100% (1)
- TestingDocument3 pagesTestingDavid NavarreteNo ratings yet
- Pressure Testing Piping SystemsDocument3 pagesPressure Testing Piping SystemsWeny Astuti100% (1)
- Hydro Test Key PointsDocument16 pagesHydro Test Key PointsRahulNo ratings yet
- Astm E1003 - 95 R00Document3 pagesAstm E1003 - 95 R00aan_09100% (1)
- Project Standards and Specifications Hydrostatic Pressure Testing Rev01Document7 pagesProject Standards and Specifications Hydrostatic Pressure Testing Rev01GabrielPantilicaNo ratings yet
- EQUIPMENT - Testing ProceduresDocument7 pagesEQUIPMENT - Testing ProceduresGon FloNo ratings yet
- CPAA Field Testing of Concrete Pipelines and JointsDocument12 pagesCPAA Field Testing of Concrete Pipelines and JointsSameh BelalNo ratings yet
- TESTINGDocument7 pagesTESTINGSoner Kulte100% (1)
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryFrom EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNo ratings yet
- Praxair RandyDocument33 pagesPraxair Randydaniel oliveiraNo ratings yet
- Pre-Commissioning Checklist: Project Name: Job NoDocument1 pagePre-Commissioning Checklist: Project Name: Job Nomohamed hamedNo ratings yet
- Handles 26” Vacuum Filtrate PumpsDocument6 pagesHandles 26” Vacuum Filtrate Pumpsdaniel oliveiraNo ratings yet
- Calculation of Target Torque for Bolts (ASME PCC-1Document1 pageCalculation of Target Torque for Bolts (ASME PCC-1daniel oliveiraNo ratings yet
- Project Standards and Specifications Inspection of Pumps Rev01Document7 pagesProject Standards and Specifications Inspection of Pumps Rev01hiyeonNo ratings yet
- External Pressure CalculationsDocument40 pagesExternal Pressure Calculationsmisterdavi50% (2)
- Commissioning Summary TemplateDocument5 pagesCommissioning Summary Templatedaniel oliveiraNo ratings yet
- AB-519 Alternative Test Methods Procedure Requirements PDFDocument13 pagesAB-519 Alternative Test Methods Procedure Requirements PDFedzky69No ratings yet
- Hairpin Exchangers: Delta T Heat ExchangersDocument2 pagesHairpin Exchangers: Delta T Heat Exchangersdaniel oliveiraNo ratings yet
- Wet H2S Cracking Problem in Oil Refinery ProcessesDocument12 pagesWet H2S Cracking Problem in Oil Refinery Processeschellahari2922No ratings yet
- Journal of Solid MechanicsDocument10 pagesJournal of Solid Mechanicsdaniel oliveiraNo ratings yet
- Nozzle ProDocument185 pagesNozzle Progoodspeed_ph83% (6)
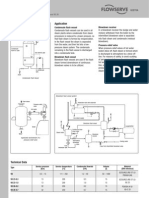
- Flash Vessels Flash Vessels Systems: ApplicationDocument1 pageFlash Vessels Flash Vessels Systems: Applicationhappale2002No ratings yet
- Human Resource BBPB2103 - English Module PDFDocument290 pagesHuman Resource BBPB2103 - English Module PDFVignash100% (1)
- Ebook Material Science by Op Khanna PDFDocument2 pagesEbook Material Science by Op Khanna PDFNikhil KanojiNo ratings yet
- Manual de Servicio Ichem Velocity Rev DDocument271 pagesManual de Servicio Ichem Velocity Rev DJohny Ronald Gutierrez DelgadoNo ratings yet
- 078301Document8 pages078301avinashjhamechxNo ratings yet
- MeasurementDocument4 pagesMeasurementmuh_akbar2451No ratings yet
- 9/11 FAA Transcript Mentioning Hijacked Airliners, in Particular United 175Document12 pages9/11 FAA Transcript Mentioning Hijacked Airliners, in Particular United 1759/11 Document ArchiveNo ratings yet
- T7 B13 AA Phone Transcripts FDR - AA 11 Calls - Kean Commission TranscriptsDocument62 pagesT7 B13 AA Phone Transcripts FDR - AA 11 Calls - Kean Commission Transcripts9/11 Document Archive100% (1)
- Technical Assessment - Sample Questions: Correct Answer: 1Document5 pagesTechnical Assessment - Sample Questions: Correct Answer: 1Shruti PNo ratings yet
- The Future of De-Icing: Safeaero 220Document8 pagesThe Future of De-Icing: Safeaero 220焦中华No ratings yet
- Tee Cobre So EpcDocument1 pageTee Cobre So EpcAngel Rojas FrancoNo ratings yet
- CRP900 Benchtop PRO Assembly Instructions v2019Q1 1Document86 pagesCRP900 Benchtop PRO Assembly Instructions v2019Q1 1glamura100% (1)
- AGC AGC-CHEMICALS - Effect of Impurities On Membrane Performance & Recovery of Performance-Flemion Seminar 2012 PDFDocument59 pagesAGC AGC-CHEMICALS - Effect of Impurities On Membrane Performance & Recovery of Performance-Flemion Seminar 2012 PDFTahir KhalidNo ratings yet
- Power King Tractor Owners ManualDocument54 pagesPower King Tractor Owners ManualBryan Potter100% (2)
- PACSystemsRX3i CS GFA559G (2010)Document4 pagesPACSystemsRX3i CS GFA559G (2010)Omar Alfredo Del CastilloNo ratings yet
- 50-Applicable Codes and StandardsDocument48 pages50-Applicable Codes and StandardsmohsenNo ratings yet
- CNH-FIAT-NEW HOLLAND Tractor Components CatalogueDocument523 pagesCNH-FIAT-NEW HOLLAND Tractor Components Catalogueomni_parts100% (2)
- Otating Ontrol Evices: T M S ADocument11 pagesOtating Ontrol Evices: T M S ANeme VasquesNo ratings yet
- BSC ComputerDocument31 pagesBSC ComputerCh Shravan KumarNo ratings yet
- 122 - Technicale Detail (Solar Fencing System) PDFDocument4 pages122 - Technicale Detail (Solar Fencing System) PDFnani yeshuNo ratings yet
- DNC MagazineDocument49 pagesDNC MagazineNizamudheen kNo ratings yet
- Safety Swivel Lifting Eye Bolts Load CapacitiesDocument1 pageSafety Swivel Lifting Eye Bolts Load CapacitiesRaul G. MartinezNo ratings yet
- Shrinkage Cracking in Restrained Reinforced Concrete MembersDocument93 pagesShrinkage Cracking in Restrained Reinforced Concrete MembersPeter MsomaNo ratings yet
- Easy and Accurate Distribution Transformer TestingDocument8 pagesEasy and Accurate Distribution Transformer TestingBash MatNo ratings yet
- Understanding Steam Turbine VibrationDocument30 pagesUnderstanding Steam Turbine VibrationkatibraNo ratings yet
- Resume Electrical Engineer FaizDocument2 pagesResume Electrical Engineer FaizFaizFzNo ratings yet
- 11.11 Practice Set: Review QuestionsDocument3 pages11.11 Practice Set: Review QuestionsBui Nhu100% (1)
- Curricula SubjectsDocument2 pagesCurricula SubjectsSumanNo ratings yet
- Amines Plant PresentationDocument22 pagesAmines Plant Presentationirsanti dewiNo ratings yet
- Project Report On GearsDocument40 pagesProject Report On GearsHaNan KhaLeelNo ratings yet
- Router Table Fence Building PlansDocument11 pagesRouter Table Fence Building Plansleo100% (2)