You might also like
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsFrom EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsRating: 4 out of 5 stars4/5 (1)
- Internal Combustion Engine Bearings Lubrication in Hydrodynamic BearingsFrom EverandInternal Combustion Engine Bearings Lubrication in Hydrodynamic BearingsNo ratings yet
- Load Capacity For Fitted Bearings of Hydrodynamic Lubrication Under Low and High Rotation NumberDocument10 pagesLoad Capacity For Fitted Bearings of Hydrodynamic Lubrication Under Low and High Rotation NumberMohammad MiyanNo ratings yet
- BEARINGS MODULE LECTURE ON SLIDING CONTACT & HYDRODYNAMIC LUBRICATIONDocument17 pagesBEARINGS MODULE LECTURE ON SLIDING CONTACT & HYDRODYNAMIC LUBRICATIONSamuel JohnNo ratings yet
- Types of BearingsDocument2 pagesTypes of BearingsShree PrajapatiNo ratings yet
- BearingDocument23 pagesBearingAhmed Gad100% (1)
- DMM 2Document11 pagesDMM 2sureshm984No ratings yet
- Wear of Hydrodynamic Journal BearingsDocument6 pagesWear of Hydrodynamic Journal Bearingskishorghatage89No ratings yet
- Sliding Contact Bearing PDFDocument24 pagesSliding Contact Bearing PDFPrateek Pandey100% (2)
- Journal Bearing Lubrication Modes: Thick Film vs Thin FilmDocument4 pagesJournal Bearing Lubrication Modes: Thick Film vs Thin FilmGovindNo ratings yet
- DTSDocument12 pagesDTSMartin SudhanNo ratings yet
- Unit I DTS - Journal BearingDocument19 pagesUnit I DTS - Journal BearingsathiaNo ratings yet
- Bearing LubricationDocument29 pagesBearing LubricationJameel Khan100% (1)
- Hydrodynamic Lubrication AssignmentDocument7 pagesHydrodynamic Lubrication AssignmentHARISH JANGRANo ratings yet
- Dynamic Analysis of Hydrodynamic BearingsDocument27 pagesDynamic Analysis of Hydrodynamic BearingsVibin K NedumpillilNo ratings yet
- Bearings JournalDocument11 pagesBearings JournalUlfa Luqman100% (1)
- Journal BearingDocument8 pagesJournal Bearingدنيا قيس كاظم100% (1)
- bearingDocument41 pagesbearinghaymanotNo ratings yet
- Dme Unit - 5 Produce by Assistant Professor G.Ganapathy (9629027354)Document13 pagesDme Unit - 5 Produce by Assistant Professor G.Ganapathy (9629027354)Anonymous tZfJJPRKsNo ratings yet
- Lubricants 03 00091Document22 pagesLubricants 03 00091kulilistrikNo ratings yet
- Ijpapv13n1 13Document8 pagesIjpapv13n1 13shekhawatmahaveerNo ratings yet
- Hydrostatic Journal BearingDocument14 pagesHydrostatic Journal Bearingapi-19775783100% (4)
- Oil WhirlDocument10 pagesOil WhirlAftabNo ratings yet
- Journal BearingDocument30 pagesJournal BearingAravind LakhanNo ratings yet
- Hydrodynamic Lubrication Theory and Pressure Development, Stribeck Curve, Petroff Equation, Design Calculations Using ExamplesDocument15 pagesHydrodynamic Lubrication Theory and Pressure Development, Stribeck Curve, Petroff Equation, Design Calculations Using ExamplesRAJNo ratings yet
- Design of Journal Bearing 1 163542053921876323617a897b9828bDocument8 pagesDesign of Journal Bearing 1 163542053921876323617a897b9828bsai ganeshNo ratings yet
- Oil Film Thickness in Hydrodynamic Journal BearingsDocument12 pagesOil Film Thickness in Hydrodynamic Journal BearingsUchenna Ogunka100% (1)
- Geometry and Dimensional Tolerances of Engine BearingsDocument8 pagesGeometry and Dimensional Tolerances of Engine BearingsAnonymous K3FaYFlNo ratings yet
- DME - 6 Journal Bearings - E-NoteDocument25 pagesDME - 6 Journal Bearings - E-NoteFenilNo ratings yet
- Analysis of Hydrodynamic Journal Bearing: A Review: Priyanka Tiwari and Veerendra KumarDocument7 pagesAnalysis of Hydrodynamic Journal Bearing: A Review: Priyanka Tiwari and Veerendra KumarSridharan SekarNo ratings yet
- Hydrodynamic or Full Fluid Film LubricationDocument59 pagesHydrodynamic or Full Fluid Film LubricationAbhishek Singh ChauhanNo ratings yet
- Tribological Problems and How To Reduce ThemDocument4 pagesTribological Problems and How To Reduce ThemMark Nassef NaguibNo ratings yet
- Design of Bearings in 40 CharactersDocument35 pagesDesign of Bearings in 40 Charactersdressfeet100% (1)
- BearingsDocument3 pagesBearingsChristopher GarciaNo ratings yet
- Fluid BearingDocument3 pagesFluid Bearingyousafsappal795No ratings yet
- Bearing NotesDocument132 pagesBearing NotesSarvagnaMNNo ratings yet
- Fluid Bearing - WikipediaDocument8 pagesFluid Bearing - Wikipediaslam12125No ratings yet
- Lubrication & Journal Bearings (Compatibility Mode)Document44 pagesLubrication & Journal Bearings (Compatibility Mode)Abhinav TiwariNo ratings yet
- Engine Bearing Housing and How It Affects Engine Bearings (SubsTech)Document8 pagesEngine Bearing Housing and How It Affects Engine Bearings (SubsTech)MahnooshNo ratings yet
- D15 Integral Journal BearingsDocument9 pagesD15 Integral Journal BearingsSuresh Kumar MittapalliNo ratings yet
- Classifi Cation of Non-Circular Journal BearingsDocument12 pagesClassifi Cation of Non-Circular Journal BearingsSrinandh Aeron SriNo ratings yet
- Hydrodynamics BearingsDocument28 pagesHydrodynamics BearingsManuel CañadasNo ratings yet
- Classifying Bearings and Selecting the Right TypeDocument8 pagesClassifying Bearings and Selecting the Right TypeMohamed Sadek100% (1)
- Design of Machine Elements: MEPC24Document18 pagesDesign of Machine Elements: MEPC24Joe AllanNo ratings yet
- Research On Main Shaft Seal of Aerator and Design of Floating End Face SealDocument8 pagesResearch On Main Shaft Seal of Aerator and Design of Floating End Face SealSri RamNo ratings yet
- Practical Applications of Journal BearingsDocument16 pagesPractical Applications of Journal Bearingsgao379100% (1)
- Vol19 03 08 Thrust Bearings SPE Extrusion Division 1 0 WikiDocument2 pagesVol19 03 08 Thrust Bearings SPE Extrusion Division 1 0 WikiSh.nasirpurNo ratings yet
- Bearings:: Function of BearingDocument11 pagesBearings:: Function of BearingRashmiranjan BaralNo ratings yet
- Understanding Journal BearingsDocument26 pagesUnderstanding Journal BearingsΡαφαηλ Καμ.100% (1)
- Automotive Transmission - Lecture Notes Complete PDFDocument156 pagesAutomotive Transmission - Lecture Notes Complete PDFcemokszNo ratings yet
- Bearing HandoutsDocument15 pagesBearing HandoutsSudhananda Mallick0% (1)
- Tribology International: J. Bouyer, M. Wodtke, M. FillonDocument12 pagesTribology International: J. Bouyer, M. Wodtke, M. FillonAhmad Murtadlo ZakaNo ratings yet
- Journal BearingDocument7 pagesJournal BearingFarhan TalibNo ratings yet
- Term Paper On Elastohydrodynamic LubricationDocument10 pagesTerm Paper On Elastohydrodynamic Lubricationwilliam ubongNo ratings yet
- Automotive Transmission - Lecture Notes CompleteDocument156 pagesAutomotive Transmission - Lecture Notes CompleteAkshay PundeNo ratings yet
- CFD Study of a Textured Journal BearingDocument11 pagesCFD Study of a Textured Journal Bearingatika kabouyaNo ratings yet
- Journal Bearing LubricationDocument5 pagesJournal Bearing LubricationYorman Hernandez100% (1)
- Rolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsFrom EverandRolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsNo ratings yet
- Materials Science and Technology of Optical FabricationFrom EverandMaterials Science and Technology of Optical FabricationNo ratings yet
- Basic Bottom Fishing RigDocument2 pagesBasic Bottom Fishing Rigjameel babooramNo ratings yet
- What Is A FractalDocument1 pageWhat Is A Fractaljameel babooramNo ratings yet
- Understanding Nissan Ignition Systems Lighting The FireDocument6 pagesUnderstanding Nissan Ignition Systems Lighting The Firejameel babooramNo ratings yet
- Elliott Wave Theory InterpretationDocument2 pagesElliott Wave Theory Interpretationjameel babooramNo ratings yet
- ActionLearning PDFDocument62 pagesActionLearning PDFAbdulkadir JeilaniNo ratings yet
- PROJECT STANDARD and SPECIFICATIONS Maintenance Best Practices For Rotating Equipment Rev01webDocument5 pagesPROJECT STANDARD and SPECIFICATIONS Maintenance Best Practices For Rotating Equipment Rev01webViswanathPvNo ratings yet
- Ascent Reference GuideDocument514 pagesAscent Reference Guidejameel babooram100% (2)
- Darul Uloom Halal ListDocument16 pagesDarul Uloom Halal Listjameel babooramNo ratings yet
- E710 ManualDocument156 pagesE710 Manualjameel babooramNo ratings yet
- Trainer Guide: Automotive Service TechnicianDocument30 pagesTrainer Guide: Automotive Service Technicianjameel babooramNo ratings yet
- Sehs 7654 CM20160713 53120 62927 PDFDocument28 pagesSehs 7654 CM20160713 53120 62927 PDFnasiramzanNo ratings yet
- ScribdDocument1 pageScribdjameel babooramNo ratings yet
- Machine Tools Guide: Lathes and Milling MachinesDocument70 pagesMachine Tools Guide: Lathes and Milling Machinesjameel babooramNo ratings yet
- Field Alignment RequirementsDocument5 pagesField Alignment Requirementsjameel babooramNo ratings yet
- CardanDocument26 pagesCardanjameel babooram100% (1)
- CardanDocument7 pagesCardanjameel babooramNo ratings yet
- Haltech Shift Light1Document1 pageHaltech Shift Light1jameel babooramNo ratings yet
- Manual: EnglishDocument84 pagesManual: Englishjameel babooramNo ratings yet
- Excel II Tiptricks PDFDocument4 pagesExcel II Tiptricks PDFjameel babooramNo ratings yet
- Root Cause Analysis Corrective ActionDocument12 pagesRoot Cause Analysis Corrective ActionAbdulrahman Alkhowaiter100% (2)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- A Sensor Ground (B/W) B Map Signal (Y) C +5V Supply (O) TerminationsDocument1 pageA Sensor Ground (B/W) B Map Signal (Y) C +5V Supply (O) Terminationsjameel babooramNo ratings yet
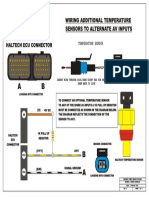
- Wiring Additional Temperature Sensors To Alternate Av InputsDocument1 pageWiring Additional Temperature Sensors To Alternate Av Inputsjameel babooramNo ratings yet
- Tabla Charlotte - 1Document53 pagesTabla Charlotte - 1Jose G Lopez100% (3)
- Guide engine dynamics vibrationDocument6 pagesGuide engine dynamics vibrationabm2281999No ratings yet
- Cross Channel Phase: Setting Your Own ParametersDocument5 pagesCross Channel Phase: Setting Your Own Parametersjameel babooramNo ratings yet
- PhaseDocument1 pagePhasejameel babooramNo ratings yet
- Design of Experiments Via Taguchi Methods21Document46 pagesDesign of Experiments Via Taguchi Methods21Anny OnneNo ratings yet
- Camshaft AdvanceDocument5 pagesCamshaft Advancejameel babooramNo ratings yet
- Engine Exhaust Flow Rate CalculationDocument8 pagesEngine Exhaust Flow Rate CalculationMani Kumar50% (2)
- Tds-Ind-Gearz-Ep 052715Document2 pagesTds-Ind-Gearz-Ep 052715sebastianNo ratings yet
- Adsorption of VOCDocument24 pagesAdsorption of VOCMuhammad Farhan MokhtarNo ratings yet
- Variable Area TrainingDocument12 pagesVariable Area TrainingRexCrazyMindNo ratings yet
- SCIE 10 - Chapter 1Document3 pagesSCIE 10 - Chapter 1Crishia joy J. EstrellaNo ratings yet
- Mid-Term IGCSE PhysicsDocument4 pagesMid-Term IGCSE Physicsgdsuta88% (8)
- If The Misalignment Between The Head and Shell in A Pressure Vessel Exceeds The ASME Requirement1Document8 pagesIf The Misalignment Between The Head and Shell in A Pressure Vessel Exceeds The ASME Requirement1yogacruiseNo ratings yet
- Troubleshooting Vertical PumpsDocument38 pagesTroubleshooting Vertical PumpsmangatamritNo ratings yet
- Regulating Heat Transfer with Optimal InsulationDocument5 pagesRegulating Heat Transfer with Optimal InsulationKanimozhi CheranNo ratings yet
- Short-Period Binary Stars - Observations, Analyses, and ResultsDocument289 pagesShort-Period Binary Stars - Observations, Analyses, and ResultsPutri rahmaNo ratings yet
- Units and Unit Conversions Mcgraw HillDocument5 pagesUnits and Unit Conversions Mcgraw HillParvezNo ratings yet
- Air Crew Radiation Exposure - An OverviewDocument8 pagesAir Crew Radiation Exposure - An OverviewStarxteelNo ratings yet
- 2Document13 pages2VNSAramakiNo ratings yet
- CHM2 11 - 12 Q3 0702 FDDocument49 pagesCHM2 11 - 12 Q3 0702 FDKim balugayNo ratings yet
- Topic 4. Binary DistillationDocument123 pagesTopic 4. Binary DistillationAngela Lorena DíazNo ratings yet
- Laboratory Manual: MEC259 Unified Mechanical Engineering IIDocument35 pagesLaboratory Manual: MEC259 Unified Mechanical Engineering IIHimanshu Kumar Raut100% (2)
- Practice Quiz Diffraction 1Document2 pagesPractice Quiz Diffraction 1pauljkt1No ratings yet
- Introduction to CSAMT: A Guide to Controlled Source Audio-Frequency MagnetotelluricsDocument4 pagesIntroduction to CSAMT: A Guide to Controlled Source Audio-Frequency MagnetotelluricsAndy KurniyantoNo ratings yet
- Case Study: The Gooderham & Worts Distillery District Energy Efficiency and Indoor Air Quality TrialDocument14 pagesCase Study: The Gooderham & Worts Distillery District Energy Efficiency and Indoor Air Quality TrialJoe FidaNo ratings yet
- BT f5 Bab 6 DLP NniDocument43 pagesBT f5 Bab 6 DLP NniNURUL NADIAH BINTI IDRIS KPM-GuruNo ratings yet
- Clyde - Botha 1643191609 ADocument16 pagesClyde - Botha 1643191609 ARASCOR VADERNo ratings yet
- Overhauling of Boiler Burner AssemblyDocument4 pagesOverhauling of Boiler Burner AssemblyAayush AgrawalNo ratings yet
- Syllabus V To VIII SEM - MECHDocument22 pagesSyllabus V To VIII SEM - MECHSIETDOC100% (6)
- Plant Design 02 PDFDocument10 pagesPlant Design 02 PDFNazar AhmedNo ratings yet
- Experiment #2 - Plotting A Stress-Strain DiagramDocument13 pagesExperiment #2 - Plotting A Stress-Strain DiagramAzooNo ratings yet
- Tutorial 3Document2 pagesTutorial 3pradeepNo ratings yet
- CIV 442 Hydrology: Lecture 4D: Idf TheoryDocument25 pagesCIV 442 Hydrology: Lecture 4D: Idf TheoryMohammed ZiadNo ratings yet
- June 2018 MS - Paper 1 OCR (A) Chemistry AS-LevelDocument18 pagesJune 2018 MS - Paper 1 OCR (A) Chemistry AS-LevelRunNo ratings yet
- Eae EngDocument625 pagesEae EngWahyu SantosoNo ratings yet
- CE 616 Structural Dynamics Homework Problems 1-3Document1 pageCE 616 Structural Dynamics Homework Problems 1-3Kaushal KumarNo ratings yet
- Hydrogen Reformer Furnace Failure PDFDocument10 pagesHydrogen Reformer Furnace Failure PDFJacekNo ratings yet