You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Drawing Assignment Ii Ce 2211 - Civil Engineering MethodsDocument2 pagesDrawing Assignment Ii Ce 2211 - Civil Engineering MethodsFearless HeroNo ratings yet
- RCDD Flash Cards - Chapter 1 Principle of TransmissionDocument286 pagesRCDD Flash Cards - Chapter 1 Principle of TransmissionTony Leonard80% (5)
- Fiber Reinforced Plastics & Laminates GuideDocument32 pagesFiber Reinforced Plastics & Laminates GuideMercyJatindroNo ratings yet
- XCC 638Document32 pagesXCC 638Nico NicoNo ratings yet
- C.6 Time-Domain EM MethodsDocument20 pagesC.6 Time-Domain EM MethodsRickyRiccardoNo ratings yet
- 8Document69 pages8Yussuf HusseinNo ratings yet
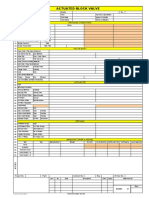
- DSS2060D Actuated Block Valve DatasheetDocument1 pageDSS2060D Actuated Block Valve Datasheetkrishna kumarNo ratings yet
- C 20 Series - Lubrication and Maintenance Schedule - 2010Document22 pagesC 20 Series - Lubrication and Maintenance Schedule - 2010Centrifugal SeparatorNo ratings yet
- Aggregate Turf PavementDocument6 pagesAggregate Turf PavementDevrim GürselNo ratings yet
- Article - Lightning Risk Assessment StudyDocument4 pagesArticle - Lightning Risk Assessment StudyManoj ThakurNo ratings yet
- Sand Slinger MC Pneumatic 2016 VeltechDocument47 pagesSand Slinger MC Pneumatic 2016 VeltechChockalingam AthilingamNo ratings yet
- Application of PWM Speed ControlDocument7 pagesApplication of PWM Speed ControlJMCproductsNo ratings yet
- Scientific American - February 2019Document112 pagesScientific American - February 2019Frankling AguilarNo ratings yet
- Airworthiness Directive: Design Approval Holder's Name: Type/Model Designation(s)Document4 pagesAirworthiness Directive: Design Approval Holder's Name: Type/Model Designation(s)Kaung MyatToeNo ratings yet
- Service QualityDocument11 pagesService QualityMang Abdul RohmatNo ratings yet
- Anixter Wire&Cable Catalog Armored Cables PDFDocument42 pagesAnixter Wire&Cable Catalog Armored Cables PDFAhmed H. HassanNo ratings yet
- Presentation On Pre Bid MeetingDocument23 pagesPresentation On Pre Bid MeetinghiveNo ratings yet
- Osaka City Waste Management Collections and TransportationDocument5 pagesOsaka City Waste Management Collections and TransportationRatna 'ica' ChoirunnisaNo ratings yet
- B.Tech Machine Design SyllabusDocument25 pagesB.Tech Machine Design SyllabusSanketHedduriNo ratings yet
- GHX-308A/616 Hybrid Key Telephone System ManualDocument109 pagesGHX-308A/616 Hybrid Key Telephone System ManualJoel García100% (1)
- CRANE RUNWAY BEAM DESIGN - ASD 9Document5 pagesCRANE RUNWAY BEAM DESIGN - ASD 9MITHUN BDML100% (1)
- Solar Home Lighting System 40 Watt: (GST Inclusive Price)Document5 pagesSolar Home Lighting System 40 Watt: (GST Inclusive Price)nachiNo ratings yet
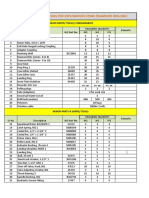
- Minimum drilling supplies stockDocument3 pagesMinimum drilling supplies stockAsif KhanzadaNo ratings yet
- IssabelPBX AdministrationDocument9 pagesIssabelPBX AdministrationDaniel VieceliNo ratings yet
- RapidAnalytics ManualDocument23 pagesRapidAnalytics ManualansanaNo ratings yet
- D000-EL-701 Rev 4Document19 pagesD000-EL-701 Rev 4Sardar PerdawoodNo ratings yet
- PP43C10-10.25-VS 43c10varDocument2 pagesPP43C10-10.25-VS 43c10varJonas RachidNo ratings yet
- AART To Revitalize Aarhus Port District With TerracedDocument4 pagesAART To Revitalize Aarhus Port District With TerracedaditamatyasNo ratings yet
- Cross Country Sheets1Document2 pagesCross Country Sheets1Anonymous 10cG5eRp8No ratings yet
- App Disply Rgrming PDFDocument776 pagesApp Disply Rgrming PDFGnaneshwar Rao SirikondaNo ratings yet