You might also like
- Semana 9 (2022-I)Document22 pagesSemana 9 (2022-I)Jose Luis Sovero AstoamanNo ratings yet
- Img 001Document1 pageImg 001Jose Luis Sovero AstoamanNo ratings yet
- Examen Fisica SoveroDocument3 pagesExamen Fisica SoveroJose Luis Sovero AstoamanNo ratings yet
- EX - Adm - UNCP - Area VDocument11 pagesEX - Adm - UNCP - Area VJose Luis Sovero AstoamanNo ratings yet
- Calidad y Mejora Continua - Semana 1 Virtual-3Document28 pagesCalidad y Mejora Continua - Semana 1 Virtual-3Jose Luis Sovero AstoamanNo ratings yet
- Facultad de Ingenieria Mecanica: Programa de Estudios GeneralesDocument82 pagesFacultad de Ingenieria Mecanica: Programa de Estudios GeneralesJose Luis Sovero AstoamanNo ratings yet
- Img 006Document1 pageImg 006Jose Luis Sovero AstoamanNo ratings yet
- SolicitudDocument1 pageSolicitudJose Luis Sovero AstoamanNo ratings yet
- DinámicaDocument27 pagesDinámicaJose Luis Sovero AstoamanNo ratings yet
- Crespo - Daniel - Centro de Presion Sobre Una Superficie PlanaDocument18 pagesCrespo - Daniel - Centro de Presion Sobre Una Superficie PlanaDaniel CrespoNo ratings yet
- Motores ElectricosDocument28 pagesMotores ElectricosJose Luis Sovero AstoamanNo ratings yet
- Conclusion EsDocument1 pageConclusion EsJose Luis Sovero AstoamanNo ratings yet
- Manual de Programacion Variador SC310 AbbDocument49 pagesManual de Programacion Variador SC310 AbbJose Luis Sovero AstoamanNo ratings yet
- Arrancadores de Estado Solido AbbDocument61 pagesArrancadores de Estado Solido AbbJose Luis Sovero Astoaman100% (1)
- Imprimir ConstanciaDocument1 pageImprimir ConstanciaJose Luis Sovero AstoamanNo ratings yet
- Circuito de Instalacion Del Arrancador de Estado SolidoDocument4 pagesCircuito de Instalacion Del Arrancador de Estado SolidoJose Luis Sovero AstoamanNo ratings yet
- Requerimientos de La Subprefectura Distrital de Parco - 30de JunioDocument4 pagesRequerimientos de La Subprefectura Distrital de Parco - 30de JunioJose Luis Sovero AstoamanNo ratings yet
- Horario y CostosDocument2 pagesHorario y CostosJose Luis Sovero AstoamanNo ratings yet
- MOTORREDUCTORDocument9 pagesMOTORREDUCTORJose Luis Sovero Astoaman100% (1)
- Curso Siemens 2022Document9 pagesCurso Siemens 2022Jose Luis Sovero AstoamanNo ratings yet
- Brochure - PLC Básico 2022Document6 pagesBrochure - PLC Básico 2022Jose Luis Sovero AstoamanNo ratings yet
- Contaminación Del Agua Y Su Control: Informe de Práctica Nº9Document12 pagesContaminación Del Agua Y Su Control: Informe de Práctica Nº9Jose Luis Sovero AstoamanNo ratings yet
- Brochure Diplomado Automatización Industrial - Teccapp 2022Document9 pagesBrochure Diplomado Automatización Industrial - Teccapp 2022Jose Luis Sovero AstoamanNo ratings yet
- Guia Estudiante UNCPDocument38 pagesGuia Estudiante UNCPEdd BuendiaNo ratings yet
- Semana 15Document11 pagesSemana 15Jose Luis Sovero AstoamanNo ratings yet
- Temario de Inventor Básico - Intermedio - AvanzadoDocument5 pagesTemario de Inventor Básico - Intermedio - AvanzadoJose Luis Sovero AstoamanNo ratings yet
- Laboratorio 12Document12 pagesLaboratorio 12Jose Luis Sovero AstoamanNo ratings yet
- Medina Fisica2 Cap4Document48 pagesMedina Fisica2 Cap4Hector Manuel Mejia CurielNo ratings yet
- Lab 4 - Protocolos y Redes de Comunicación - Burgos, SotoDocument10 pagesLab 4 - Protocolos y Redes de Comunicación - Burgos, SotoJose Luis Sovero AstoamanNo ratings yet
- Sistemas de Control IDocument83 pagesSistemas de Control IDiana TorresNo ratings yet
- Horno de Ladrillos IIIDocument51 pagesHorno de Ladrillos IIIbriann eber frydyNo ratings yet
- Trabajo de Innovacion SenatiDocument39 pagesTrabajo de Innovacion SenatiDavid Blancos70% (10)
- Taco Anclaje: Ficha TecnicaDocument1 pageTaco Anclaje: Ficha TecnicajuanNo ratings yet
- Lineamientos de Soldadura para Las Industrias de Productos Qu Micos 2 PDFDocument36 pagesLineamientos de Soldadura para Las Industrias de Productos Qu Micos 2 PDFMelvin LazoNo ratings yet
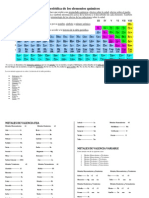
- Clasificación Periódica de Los Elementos QuímicosDocument2 pagesClasificación Periódica de Los Elementos QuímicosKatty Pinoargote50% (2)
- Tesis Microestructura Varilla PDFDocument174 pagesTesis Microestructura Varilla PDFJulio David SaquingaNo ratings yet
- Cálculo Del Rendimiento Neto de La FundiciónDocument7 pagesCálculo Del Rendimiento Neto de La FundiciónRONELNo ratings yet
- Informe Acerca Del TitanioDocument5 pagesInforme Acerca Del TitanioFreddyNo ratings yet
- Limadora de CodoDocument6 pagesLimadora de CodoChristian Pavel Raico ChoqueNo ratings yet
- En 288-4-Especificacion de Procedimiento de Soldeo para Materiales Metalicos-parte4-Cualificacion de Procedimiento de Soldeo Por Arco de Aluminio y Aleaciones ImprimidoDocument42 pagesEn 288-4-Especificacion de Procedimiento de Soldeo para Materiales Metalicos-parte4-Cualificacion de Procedimiento de Soldeo Por Arco de Aluminio y Aleaciones Imprimidomanuel floresNo ratings yet
- EscuadrasDocument10 pagesEscuadrasFrans Fuentes0% (1)
- Ampliación Lavandería Sodexo Direccion de ProyectoDocument7 pagesAmpliación Lavandería Sodexo Direccion de ProyectoNicolas SalinasNo ratings yet
- Espíritu VengativoDocument350 pagesEspíritu Vengativotumorr100% (1)
- Viga Carrillera Memoria de CalculoDocument6 pagesViga Carrillera Memoria de Calculoluis enriqueNo ratings yet
- Neutralización y TitulaciónDocument11 pagesNeutralización y Titulacióndéborah_rosalesNo ratings yet
- William Gibson Trilogia Neuromante 3 Mona Lisa Acelerada Ebook EspDocument184 pagesWilliam Gibson Trilogia Neuromante 3 Mona Lisa Acelerada Ebook EspDanielJuliaNo ratings yet
- Folleto Boxito JulioDocument24 pagesFolleto Boxito JulioAlberto Irabien0% (1)
- Apu Electricos (Adicionales) Carcel de TerneraDocument6 pagesApu Electricos (Adicionales) Carcel de TerneraagonbarNo ratings yet
- 9 Anillos DesgasteDocument4 pages9 Anillos DesgasteRoberto ScaringellaNo ratings yet
- ZARANDASDocument19 pagesZARANDASMichaelTapiaNo ratings yet
- Cinetica Del Alto Horno en La Reduccion Del FeoDocument6 pagesCinetica Del Alto Horno en La Reduccion Del FeoStefany Michelle Huanca Choque100% (1)
- Ram Plug MecanicoDocument9 pagesRam Plug MecanicojoaquinrdsNo ratings yet
- Analisis de Costos UnitariosDocument8 pagesAnalisis de Costos UnitariosJhon Jaime Condori RojasNo ratings yet
- Traduccion DelDocument10 pagesTraduccion DelAnonymous 1MGhkpcgsUNo ratings yet
- Deber de Recuperacion Quimica para 2do y 3ero BguDocument4 pagesDeber de Recuperacion Quimica para 2do y 3ero BguVictor GarciaNo ratings yet
- Cuestionario MaterialesDocument11 pagesCuestionario MaterialesEliana Isbeth AbelloNo ratings yet
- Refretechni KDocument6 pagesRefretechni KRicardor123No ratings yet
- GavionesDocument5 pagesGavionesJavier Tito100% (1)
- Proceso GmawDocument9 pagesProceso GmawOruz DraxNo ratings yet
- 758-89 Estacion Manual de AlarmaDocument11 pages758-89 Estacion Manual de AlarmamariangelshaNo ratings yet