You might also like
- Valve Selection Handbook: Engineering Fundamentals for Selecting the Right Valve Design for Every Industrial Flow ApplicationFrom EverandValve Selection Handbook: Engineering Fundamentals for Selecting the Right Valve Design for Every Industrial Flow ApplicationRating: 4.5 out of 5 stars4.5/5 (21)
- AIChE Equipment Testing Procedure - Trayed and Packed Columns: A Guide to Performance EvaluationFrom EverandAIChE Equipment Testing Procedure - Trayed and Packed Columns: A Guide to Performance EvaluationNo ratings yet
- _seat-tightness-of-pressure-relief-valves-api-standard-527-fourth-edition-november-2014-pdf-freeDocument15 pages_seat-tightness-of-pressure-relief-valves-api-standard-527-fourth-edition-november-2014-pdf-freestudentmgmNo ratings yet
- Testing StandardDocument7 pagesTesting StandardDiego Fernando Pedroza UribeNo ratings yet
- Specification Sheet 400Document3 pagesSpecification Sheet 400moh_ichwanuddinNo ratings yet
- Valve Testing & Seat Leakage Comparism PDFDocument6 pagesValve Testing & Seat Leakage Comparism PDFAnupmaNo ratings yet
- Valve Inspection & TestingDocument6 pagesValve Inspection & TestingRavi Shankar M GNo ratings yet
- Valves and LeakagesDocument15 pagesValves and LeakagesCesare Daldossi100% (2)
- STIKO Documentation Calibration EquipmentDocument16 pagesSTIKO Documentation Calibration EquipmentBoùhàfs AkeNo ratings yet
- Specification Sheet 1200Document2 pagesSpecification Sheet 1200moh_ichwanuddinNo ratings yet
- Check Valves Series Cv09Document6 pagesCheck Valves Series Cv09Uzair AnsariNo ratings yet
- Seat Leakage ClassificationDocument10 pagesSeat Leakage ClassificationZulfequar R. Ali KhanNo ratings yet
- Method Statement For Pile Loading Test - Rev.01 As Per CommentDocument4 pagesMethod Statement For Pile Loading Test - Rev.01 As Per CommentAnija RamleeNo ratings yet
- Injector Perf Table MetricDocument12 pagesInjector Perf Table Metricgoran120771No ratings yet
- Hydraulic TestDocument7 pagesHydraulic Testsafak ışıkNo ratings yet
- DHBudenberg CPB3500 DatasheetDocument9 pagesDHBudenberg CPB3500 DatasheetLeandroNo ratings yet
- Belinda-MAQ-300-25BA-C Computer Control Safety Valve Test Bench R.1Document10 pagesBelinda-MAQ-300-25BA-C Computer Control Safety Valve Test Bench R.1ahsun habibNo ratings yet
- Standards Handbook: Regulations and StandardsDocument54 pagesStandards Handbook: Regulations and Standardshim11122100% (1)
- 08 - 2061 USTR 2222a (1) Supor EKVDocument24 pages08 - 2061 USTR 2222a (1) Supor EKVHassan Houdoud0% (1)
- Belinda-MAQ-250-25BA-C Computer Control Safety Valve Test Bench R.0Document10 pagesBelinda-MAQ-250-25BA-C Computer Control Safety Valve Test Bench R.0ahsun habibNo ratings yet
- OIML R 31 Diaphragm Gas MetersDocument28 pagesOIML R 31 Diaphragm Gas MetersAhmed HusseinNo ratings yet
- Reservoir Simulation Model of Soran University Petroleum Engineering DepartmentDocument4 pagesReservoir Simulation Model of Soran University Petroleum Engineering DepartmentksndknsnNo ratings yet
- Representing Radioactive Decay with Beer FoamDocument6 pagesRepresenting Radioactive Decay with Beer FoamengyNo ratings yet
- Specification Sheet 3000 VIDocument4 pagesSpecification Sheet 3000 VImoh_ichwanuddinNo ratings yet
- How To Choose The Right Gauge Block ComparatorDocument15 pagesHow To Choose The Right Gauge Block ComparatorneramopNo ratings yet
- Corrosion Coupon Rack: Installation & Operation ManualDocument7 pagesCorrosion Coupon Rack: Installation & Operation ManualVania Nicol Arapa YugarNo ratings yet
- B16.104 Chinese PDFDocument1 pageB16.104 Chinese PDFalgerrlNo ratings yet
- Raychem Brand Instalite ZH150 Sleeving: ScopeDocument7 pagesRaychem Brand Instalite ZH150 Sleeving: ScopeahmedNo ratings yet
- Home Experiment 4: Hp145 Compact Reciprocating Pump Test SetDocument9 pagesHome Experiment 4: Hp145 Compact Reciprocating Pump Test SetPietro Ian AbdonNo ratings yet
- Fig-306F-PICV-Hattersley-IOM-0221 (1)Document8 pagesFig-306F-PICV-Hattersley-IOM-0221 (1)OYAESPETAHNo ratings yet
- Purpora Engineering PV TESTER MANUALDocument18 pagesPurpora Engineering PV TESTER MANUALPeterNo ratings yet
- Calibration of WeirDocument15 pagesCalibration of WeirWidi Yuniarto100% (1)
- Smart FlexDocument8 pagesSmart FlexPercyAlexanderNo ratings yet
- PSV SizingDocument115 pagesPSV SizingNurpadmi Kusbiantoro100% (1)
- Control Valve Test ProcedureDocument5 pagesControl Valve Test ProcedureMark Haizlip100% (2)
- Chek-Mate Air Flowmeter: Operating InstructionsDocument24 pagesChek-Mate Air Flowmeter: Operating InstructionsManuel GómezNo ratings yet
- 0 Trampa HumedadDocument10 pages0 Trampa Humedadcamila65No ratings yet
- VO1 - Crockfort Stage Lift - Rev 01 - Claim Submission No 01 - Details Claim VO 01Document2 pagesVO1 - Crockfort Stage Lift - Rev 01 - Claim Submission No 01 - Details Claim VO 01Norita AmeruddinNo ratings yet
- PP Lab Report.2.2019 ME 11Document20 pagesPP Lab Report.2.2019 ME 11Ghulam RazaNo ratings yet
- Biopette A (Clsln-An-1011doc Rev1)Document26 pagesBiopette A (Clsln-An-1011doc Rev1)Tatiana Hermida SalazarNo ratings yet
- Test Procedure For Testing of Cryogenic Valves Based On BS 6364, API 598Document8 pagesTest Procedure For Testing of Cryogenic Valves Based On BS 6364, API 598vikram100% (1)
- Copper Pipe.unifLOWDocument8 pagesCopper Pipe.unifLOWdesignNo ratings yet
- 04 Hydraulic Deadweight Testers-09-24-2015Document12 pages04 Hydraulic Deadweight Testers-09-24-2015BolWolNo ratings yet
- Classification Vs MonitoringDocument4 pagesClassification Vs MonitoringrohitdeolNo ratings yet
- Valves Seat LeakageDocument14 pagesValves Seat LeakageArunprasad MurugesanNo ratings yet
- Watermain Testing and Commissioning ProceduresDocument6 pagesWatermain Testing and Commissioning ProceduresLaurence BeltranNo ratings yet
- Pump Sizing and SelsctionDocument8 pagesPump Sizing and SelsctionPawan KashyapNo ratings yet
- Testing Procedure of Ball ValveDocument2 pagesTesting Procedure of Ball Valverajesh100% (2)
- ISO 14664 Classes - 1Document1 pageISO 14664 Classes - 1RicardoNo ratings yet
- Development of A Standard Method of Test For Commercial Kitchen Effluent Grease Removal SystemsDocument46 pagesDevelopment of A Standard Method of Test For Commercial Kitchen Effluent Grease Removal SystemsNAWAZ PASHANo ratings yet
- According To ASTM D1143 - 07) : PT - Berdikari PondasiDocument15 pagesAccording To ASTM D1143 - 07) : PT - Berdikari PondasiWahyu SobirinNo ratings yet
- Uniflow Copper Tubes TDSDocument7 pagesUniflow Copper Tubes TDSFilorNo ratings yet
- Testing Procedure of Dual Plate Check ValveDocument2 pagesTesting Procedure of Dual Plate Check Valverajesh100% (2)
- Experiment 2: Level Transmitter CalibrationDocument13 pagesExperiment 2: Level Transmitter CalibrationMuhammad FawwazNo ratings yet
- Group 3 Tests and Adjustments: 1. Hydraulic Oil Clean Up Procedure Using Portable Filter CaddyDocument16 pagesGroup 3 Tests and Adjustments: 1. Hydraulic Oil Clean Up Procedure Using Portable Filter CaddydioneslealNo ratings yet
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- HALT, HASS, and HASA Explained: Accelerated Reliability Techniques, Revised EditionFrom EverandHALT, HASS, and HASA Explained: Accelerated Reliability Techniques, Revised EditionNo ratings yet
- Automotive Sensor Testing and Waveform AnalysisFrom EverandAutomotive Sensor Testing and Waveform AnalysisRating: 4.5 out of 5 stars4.5/5 (13)
- Sucker-Rod Pumping Handbook: Production Engineering Fundamentals and Long-Stroke Rod PumpingFrom EverandSucker-Rod Pumping Handbook: Production Engineering Fundamentals and Long-Stroke Rod PumpingRating: 5 out of 5 stars5/5 (9)
- 22 Hire MeDocument2 pages22 Hire MeKanuj JainNo ratings yet
- 02 Circular Duct SystemsDocument42 pages02 Circular Duct SystemsDiki PrayogoNo ratings yet
- CV Grey HeadersDocument1 pageCV Grey HeadersDiki PrayogoNo ratings yet
- Objectives: Sales and Marketing Director 2011 - 2013Document2 pagesObjectives: Sales and Marketing Director 2011 - 2013Diki PrayogoNo ratings yet
- Psychrometric Chart - Us and Si UnitsDocument1 pagePsychrometric Chart - Us and Si UnitsRaden_Rici_Abi_1914No ratings yet
- Cooling Tower AnalysisDocument6 pagesCooling Tower AnalysisACNo ratings yet
- Contoh CV Inggris SederhanaDocument1 pageContoh CV Inggris SederhanaFekis SombolayukNo ratings yet
- Ijiset V3 I10 10Document11 pagesIjiset V3 I10 10Diki PrayogoNo ratings yet
- Won't High and Dry: Harness Our Expertise For Your Power PlantDocument2 pagesWon't High and Dry: Harness Our Expertise For Your Power PlantDiki PrayogoNo ratings yet
- Free CV TemplateDocument2 pagesFree CV TemplatemegaNo ratings yet
- 4Document50 pages4Diki PrayogoNo ratings yet
- Inquiry of Expression of Interest - For IssueDocument7 pagesInquiry of Expression of Interest - For IssueDiki PrayogoNo ratings yet
- Foam Calculation (FEED)Document31 pagesFoam Calculation (FEED)Diki PrayogoNo ratings yet
- DEM - Simulation of Conveyor Transfer Chutes: Franz KesslerDocument8 pagesDEM - Simulation of Conveyor Transfer Chutes: Franz KesslerluiasnadradeNo ratings yet
- 03 Lewabrane Manual System Design 03Document13 pages03 Lewabrane Manual System Design 03zamijakaNo ratings yet
- 2 (Recovered)Document10 pages2 (Recovered)Diki PrayogoNo ratings yet
- Rigorously Size Relief Valves For Critical FluidsDocument10 pagesRigorously Size Relief Valves For Critical Fluidsashirwad shetty100% (2)
- B 7 Gje 6000001 y 2 U 6Document8 pagesB 7 Gje 6000001 y 2 U 6Diki PrayogoNo ratings yet
- Reaction Rates and Catalysts in Ethanol Production (One Activity)Document12 pagesReaction Rates and Catalysts in Ethanol Production (One Activity)Diki PrayogoNo ratings yet
- 1 General Products 82511 113Document1 page1 General Products 82511 113Fajr Al-FurqonNo ratings yet
- Pressure Relief Valve Engineering HandbookDocument93 pagesPressure Relief Valve Engineering Handbookakrouti92% (12)
- Us 24618827Document2 pagesUs 24618827Diki PrayogoNo ratings yet
- 765Document13 pages765Diki PrayogoNo ratings yet
- 12 HSC Heat Conduction2fdghjskdDocument41 pages12 HSC Heat Conduction2fdghjskdDiki PrayogoNo ratings yet
- Kinetics and Inhibition Effects of Furfural and Hydroxymethyl Furfural On Enzymes in YeastDocument5 pagesKinetics and Inhibition Effects of Furfural and Hydroxymethyl Furfural On Enzymes in YeastusernamescribdscribdNo ratings yet
- 2505Document4 pages2505Diki PrayogoNo ratings yet
- 7 ComponentDocument16 pages7 ComponentDiki PrayogoNo ratings yet
- 007 TubingandpipeDocument48 pages007 TubingandpipejaytronizerNo ratings yet
- Examples: 238 17 PsychrometricsDocument12 pagesExamples: 238 17 PsychrometricsJunior Ferrel AlvarezNo ratings yet
- Numerical Simulations of Interrupted and Conventional Microchannel Heat SinksDocument12 pagesNumerical Simulations of Interrupted and Conventional Microchannel Heat SinksAnkit LonareNo ratings yet
- Introduction to CFD simulationsDocument3 pagesIntroduction to CFD simulationsJonyzhitop TenorioNo ratings yet
- Kings Coppice - Flakt Woods - BACnet PointsDocument1 pageKings Coppice - Flakt Woods - BACnet Pointstonyhogg72No ratings yet
- Closed Conduit Flow EquationsDocument44 pagesClosed Conduit Flow EquationsAJ SaNo ratings yet
- Fluid Mechanics-Fluid Dynamics PDFDocument3 pagesFluid Mechanics-Fluid Dynamics PDFCristian OmacNo ratings yet
- Fluid Mixing Experiment ResultsDocument13 pagesFluid Mixing Experiment ResultsSanjeev ManutdNo ratings yet
- Bolland Pumps-2Document52 pagesBolland Pumps-2Alexander López VillavicencioNo ratings yet
- RINA Rules For The Classification 2015 Part B CH 5 To 8Document190 pagesRINA Rules For The Classification 2015 Part B CH 5 To 8Jorge Isaac Mendoza MarchanNo ratings yet
- Locitte 577 Fast Cure Pipe LEM BESI KACA LASDocument384 pagesLocitte 577 Fast Cure Pipe LEM BESI KACA LASnoviNo ratings yet
- sEW20Document78 pagessEW20Wan AzmiNo ratings yet
- Kinetic and Potential Energy: VocabularyDocument5 pagesKinetic and Potential Energy: Vocabularykaren cotingjoNo ratings yet
- DocxDocument9 pagesDocxjamsheed sajidNo ratings yet
- Service Bulletin: - CorrectedDocument3 pagesService Bulletin: - CorrectedmichaeltibocheNo ratings yet
- 9ni 4coDocument102 pages9ni 4cosunsirNo ratings yet
- Blower Power CalculationsDocument7 pagesBlower Power CalculationsMuzzamilNo ratings yet
- Force and MotionDocument8 pagesForce and MotionForsythe LearningNo ratings yet
- QSK60-M-2700hk - 1900rpmDocument2 pagesQSK60-M-2700hk - 1900rpmjose67% (3)
- Four Month Industrial TrainingDocument54 pagesFour Month Industrial Trainingsurbhi sharmaNo ratings yet
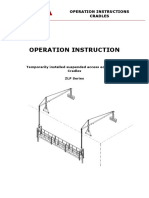
- Cradle Operations ManualDocument33 pagesCradle Operations ManualArul Alvin InfantNo ratings yet
- Chapter 4 Matriculation STPMDocument53 pagesChapter 4 Matriculation STPMJue Saadiah100% (1)
- HPHT Completion Hardware (2023.05.05)Document54 pagesHPHT Completion Hardware (2023.05.05)New Auto TVNo ratings yet
- Installation and Operation Manual: VRV IV System Air ConditionerDocument36 pagesInstallation and Operation Manual: VRV IV System Air Conditionerelectrowat engineeringNo ratings yet
- Daikin Refrigeration Malaysia Sdn. Bhd participates in EUROVENT certificationDocument6 pagesDaikin Refrigeration Malaysia Sdn. Bhd participates in EUROVENT certificationSicologo CimeNo ratings yet
- Peugeot dw8 Checks and AdjustmentsDocument3 pagesPeugeot dw8 Checks and AdjustmentsAlvaro RochaNo ratings yet
- 4.about Gantry Crane: 3.5 General DrawingDocument12 pages4.about Gantry Crane: 3.5 General DrawingCiprian S.No ratings yet
- Engineering College in HaryanaDocument9 pagesEngineering College in HaryanaUjjawal MathurNo ratings yet
- Catálogo de Pecas - MotorDocument29 pagesCatálogo de Pecas - MotorHenriqueNo ratings yet
- Tutorial 2-Equilibrium 1Document2 pagesTutorial 2-Equilibrium 1Sai KrishnaNo ratings yet
- Sample Calculation-BDocument14 pagesSample Calculation-BEdrielleNo ratings yet