You might also like
- Final Inspection Report 12-E-101 ADocument4 pagesFinal Inspection Report 12-E-101 AYudi Ibnu ChannelNo ratings yet
- 25 - (AL-SOLC-HSE-025) AL-SOLC Hydrotesting PDFDocument5 pages25 - (AL-SOLC-HSE-025) AL-SOLC Hydrotesting PDFahmed08839494No ratings yet
- IOCL Panipat CCRU Heater Revamp Toolbox Meeting RecordsDocument30 pagesIOCL Panipat CCRU Heater Revamp Toolbox Meeting RecordsMukesh KatarnavareNo ratings yet
- TL - Powergrid Safety Checklist - Rev-2Document10 pagesTL - Powergrid Safety Checklist - Rev-2Raj Kiran GunduNo ratings yet
- Boroscope Inspection For Gas TurbinesDocument6 pagesBoroscope Inspection For Gas TurbinesJJ50% (2)
- HFY 3800 0000 VED 192 QC PD 0011 A Insulation Procedure Code BDocument6 pagesHFY 3800 0000 VED 192 QC PD 0011 A Insulation Procedure Code BMohamed FarisNo ratings yet
- Overhauling Report Unit#2 2020 FinalDocument52 pagesOverhauling Report Unit#2 2020 FinalJhajjar100% (1)
- 013-MS Utilization of Hilti DX 76 PDFDocument51 pages013-MS Utilization of Hilti DX 76 PDFKöksal PatanNo ratings yet
- Pressure Vessel High Pressure Stripper R0 Final Report R1Document5 pagesPressure Vessel High Pressure Stripper R0 Final Report R1AJ NugrohoNo ratings yet
- Internal Blasting and Painting Procedure For Storage TankDocument31 pagesInternal Blasting and Painting Procedure For Storage TankMathias Onosemuode100% (3)
- 0127-Tp-01ab - Sample Tie in PackageDocument11 pages0127-Tp-01ab - Sample Tie in Packagemengelito almonteNo ratings yet
- IOCL Tool Box Meeting RecordsDocument30 pagesIOCL Tool Box Meeting RecordsAhmed Gomaa100% (1)
- 002-MS Nitrogen Filling, Cyrogenic Vaporizer PDFDocument18 pages002-MS Nitrogen Filling, Cyrogenic Vaporizer PDFKöksal PatanNo ratings yet
- Material Handling Study Report For Removable Tube BundleDocument9 pagesMaterial Handling Study Report For Removable Tube BundleMohamed FarisNo ratings yet
- ASE-GENERAL-004-2022 Information On CVR System Operation 2023-02-23 13-33-18Document2 pagesASE-GENERAL-004-2022 Information On CVR System Operation 2023-02-23 13-33-18lultad90No ratings yet
- Internal Correspondence on Jeddah Housing Project SubmissionsDocument1 pageInternal Correspondence on Jeddah Housing Project SubmissionsGavriel NgNo ratings yet
- Method StatementDocument16 pagesMethod StatementMark FashNo ratings yet
- Iqwq-Fic990-Spsaf-00-0006 - 0 - Mitigation Plan For Flare Area Outside OutsideDocument11 pagesIqwq-Fic990-Spsaf-00-0006 - 0 - Mitigation Plan For Flare Area Outside OutsideRex AlasadiNo ratings yet
- Air Compressor JHADocument4 pagesAir Compressor JHAMpire WansNo ratings yet
- Safe Work Instruction(s) Manual (1 Edition) : Drilling and Workover Doe&CdDocument176 pagesSafe Work Instruction(s) Manual (1 Edition) : Drilling and Workover Doe&CdDaniel Deering100% (1)
- Jsa 035Document10 pagesJsa 035Mohammad Anwar Hossain100% (1)
- In-Service Activities: Customer ServicesDocument14 pagesIn-Service Activities: Customer ServicesromixrayzenNo ratings yet
- Flushing Procedure 9E UnitsDocument33 pagesFlushing Procedure 9E UnitsKamal Arab100% (2)
- Til 1937-R1Document12 pagesTil 1937-R1BouazzaNo ratings yet
- Serviceandrepairmanual: Serial Number RangeDocument303 pagesServiceandrepairmanual: Serial Number Rangeygor valdezNo ratings yet
- Improper tong safety line results in fatalityDocument1 pageImproper tong safety line results in fatalityrishiraj goswamiNo ratings yet
- Service Bulletin No. Rsb1078-180/1: I. Technical DetailsDocument4 pagesService Bulletin No. Rsb1078-180/1: I. Technical DetailsAbdul Majeed SurmawalaNo ratings yet
- Flashback ArrestorDocument2 pagesFlashback Arrestorshakti123456789No ratings yet
- EHS Observation Report FormatDocument1 pageEHS Observation Report FormatDore101No ratings yet
- Agusta 109S, SB-109S-078Document16 pagesAgusta 109S, SB-109S-078Jorge FernandezNo ratings yet
- M-000 Mechanical List of DrawingDocument1 pageM-000 Mechanical List of Drawingabdullah sahibNo ratings yet
- Tues 1400 OgmaDocument36 pagesTues 1400 OgmaMahdalena Julia0% (1)
- Mpi 000001Document2 pagesMpi 000001Oscar Perez YaraNo ratings yet
- Safety Joint Inspection Report 9-ReplyDocument12 pagesSafety Joint Inspection Report 9-Replyloveson709100% (1)
- Diverless Removal of FPSO RisersDocument20 pagesDiverless Removal of FPSO RisersmatmarcantonioNo ratings yet
- Tendon tensioning sequence of BRI-4 P15-P16 GirderDocument2 pagesTendon tensioning sequence of BRI-4 P15-P16 GirderRaymond PayneNo ratings yet
- Post-hydrotesting procedure for Dadri-Bawana pipelineDocument7 pagesPost-hydrotesting procedure for Dadri-Bawana pipelineVineet SinghNo ratings yet
- Fig. 900 Fig. 940: Safety ValveDocument40 pagesFig. 900 Fig. 940: Safety ValveErdincNo ratings yet
- WP056P Rev0Document12 pagesWP056P Rev0Mohamed Reda HusseinNo ratings yet
- Findingreport r194 10january23 OcDocument1 pageFindingreport r194 10january23 OcshakhowiNo ratings yet
- HSE Formats (9508 - Part1)Document50 pagesHSE Formats (9508 - Part1)Paras Jani100% (1)
- A-A-59312 DDocument25 pagesA-A-59312 DHayleyNo ratings yet
- JNK Heaters hydrotest recordDocument2 pagesJNK Heaters hydrotest recordPintu KumarNo ratings yet
- Pollution Control & Wate HandlingDocument6 pagesPollution Control & Wate Handlingahmed08839494No ratings yet
- Catalogue ARISAFEDocument26 pagesCatalogue ARISAFEFahmi Januar AnugrahNo ratings yet
- Bolt Tightening ReportDocument2 pagesBolt Tightening Reportrimshadtp67% (3)
- Peri ManualDocument145 pagesPeri Manualengrrahman3135No ratings yet
- ITP SampleDocument2 pagesITP Sampleeiman_zerep50% (2)
- OISDCS202223EP03Document3 pagesOISDCS202223EP03Krishna KumarNo ratings yet
- 017-CIVIL-MS For Installation of Fence & Gate PDFDocument18 pages017-CIVIL-MS For Installation of Fence & Gate PDFKöksal Patan100% (6)
- General Notice For AG Piping Layout - TSA - RADocument35 pagesGeneral Notice For AG Piping Layout - TSA - RAkienhg96No ratings yet
- WRZK 4 Run@31-July 2011Document5 pagesWRZK 4 Run@31-July 2011Adel FawziNo ratings yet
- Fig. 900 Fig. 940: Safety ValveDocument46 pagesFig. 900 Fig. 940: Safety Valvewiduri nirmalaNo ratings yet
- Greater Enfield FLET/ILT Drift Test ProcedureDocument15 pagesGreater Enfield FLET/ILT Drift Test ProcedureNaPo ServiceNo ratings yet
- Safety Valve: Data Sheet 900005 Englisch (English)Document4 pagesSafety Valve: Data Sheet 900005 Englisch (English)Pinak ProjectsNo ratings yet
- Seabed Survey & Remove Debris at GG PFDocument61 pagesSeabed Survey & Remove Debris at GG PFMahmoud Ahmed Ali AbdelrazikNo ratings yet
- 030-QCP For UG GRP PIPING PDFDocument12 pages030-QCP For UG GRP PIPING PDFKöksal Patan100% (1)
- Code B: Comment Resolution Sheet (CRS) Owners: EPCM ConsultantDocument6 pagesCode B: Comment Resolution Sheet (CRS) Owners: EPCM Consultantsumit kumarNo ratings yet
- MS & RA CombinedDocument49 pagesMS & RA Combinedanishdev6100% (1)
- Reaction Loads of StructureDocument1 pageReaction Loads of StructureGhulam AhmadNo ratings yet
- Valve Body DrawingDocument1 pageValve Body DrawingGhulam AhmadNo ratings yet
- Spring SupportDocument2 pagesSpring SupportGhulam AhmadNo ratings yet
- Installation of New Clo2 Project: Activity Duration September October Number December Jan-19Document1 pageInstallation of New Clo2 Project: Activity Duration September October Number December Jan-19Ghulam AhmadNo ratings yet
- PMC Patientbath-Typ 11X17Document1 pagePMC Patientbath-Typ 11X17Ghulam AhmadNo ratings yet
- Rawl Bolts and CapacityDocument2 pagesRawl Bolts and Capacitykevinisonline0% (1)
- blueEX Couriers Cod Services PDFDocument11 pagesblueEX Couriers Cod Services PDFGhulam AhmadNo ratings yet
- Section - Wizard: Research EngineersDocument116 pagesSection - Wizard: Research EngineersARYANo ratings yet
- Ar NumberDocument1 pageAr NumberGhulam AhmadNo ratings yet
- blueEX Couriers Cod Services PDFDocument11 pagesblueEX Couriers Cod Services PDFGhulam AhmadNo ratings yet
- Installation of New Clo2 Project: Activity Duration September October Number December Jan-19Document1 pageInstallation of New Clo2 Project: Activity Duration September October Number December Jan-19Ghulam AhmadNo ratings yet
- Section - Wizard: Research EngineersDocument116 pagesSection - Wizard: Research EngineersARYANo ratings yet
- Flat Plate Deflection Chapter13 1Document29 pagesFlat Plate Deflection Chapter13 1Feeling_so_fly100% (2)
- Full Page PhotoDocument1 pageFull Page PhotoGhulam AhmadNo ratings yet
- 01 17 16 Solver OutputDocument39 pages01 17 16 Solver OutputGhulam AhmadNo ratings yet
- Project Engineer CV - Ghulam Ahmad - Copy 2Document3 pagesProject Engineer CV - Ghulam Ahmad - Copy 2Ghulam AhmadNo ratings yet
- PDS OpenPlantModeler LTR en LRDocument2 pagesPDS OpenPlantModeler LTR en LRGhulam AhmadNo ratings yet
- PDS OpenPlantModeler LTR en LRDocument2 pagesPDS OpenPlantModeler LTR en LRGhulam AhmadNo ratings yet
- Open Plant Modeler and PID 2D-3D InteroperabilityDocument19 pagesOpen Plant Modeler and PID 2D-3D InteroperabilitySimenNo ratings yet
- Triangular PlateDocument1 pageTriangular PlateGhulam AhmadNo ratings yet
- Rack Piping PDFDocument1 pageRack Piping PDFGhulam AhmadNo ratings yet
- Location of Factory / PlantDocument1 pageLocation of Factory / PlantGhulam AhmadNo ratings yet
- Safurex - Sandvik Materials TechnologyDocument14 pagesSafurex - Sandvik Materials TechnologyGhulam AhmadNo ratings yet
- Pipeline Stress Analysis With Caesar IIDocument16 pagesPipeline Stress Analysis With Caesar IIGhulam AhmadNo ratings yet
- DUDF 61197.new Feed Mill PoultryDocument1 pageDUDF 61197.new Feed Mill PoultryGhulam AhmadNo ratings yet
- Case Study of Urea Reactor Explosion in Lake Charles USADocument50 pagesCase Study of Urea Reactor Explosion in Lake Charles USAGhulam AhmadNo ratings yet
- Food Processing Steps ExplainedDocument1 pageFood Processing Steps ExplainedGhulam AhmadNo ratings yet
- PRL - 2016Document109 pagesPRL - 2016Ghulam AhmadNo ratings yet
- MAYDocument2 pagesMAYGhulam AhmadNo ratings yet
- New Schedule For Sunset Limited Benefits Passengers and Improves Financial PerformanceDocument3 pagesNew Schedule For Sunset Limited Benefits Passengers and Improves Financial Performanceapi-26433240No ratings yet
- Dewatering SystemDocument124 pagesDewatering SystemSpyros NannosNo ratings yet
- 49 CFR Ch. I (10-1-11 Edition) 173.318Document5 pages49 CFR Ch. I (10-1-11 Edition) 173.318MauricioNo ratings yet
- End All Red Overdrive: Controls and FeaturesDocument6 pagesEnd All Red Overdrive: Controls and FeaturesBepe uptp5aNo ratings yet
- 2014-6-2 PCED South Hill Coalition Proposed Elements MatrixDocument2 pages2014-6-2 PCED South Hill Coalition Proposed Elements MatrixSpokane City CouncilNo ratings yet
- Grounding Vs BondingDocument2 pagesGrounding Vs BondingVictor HutahaeanNo ratings yet
- Ashrae - 2009 I-P - F09 - AddDocument2 pagesAshrae - 2009 I-P - F09 - AddSergio SemmNo ratings yet
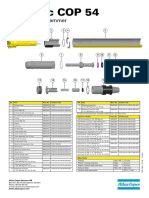
- 9853 1239 01 - COP 54 Service Poster - LOWDocument1 page9853 1239 01 - COP 54 Service Poster - LOWValourdos LukasNo ratings yet
- 8 Ways To Achieve Efficient Combustion in Marine EnginesDocument10 pages8 Ways To Achieve Efficient Combustion in Marine EnginestomNo ratings yet
- Assignment - Iv Examples of Design of Transformer: W 2 M 2 T W WDocument1 pageAssignment - Iv Examples of Design of Transformer: W 2 M 2 T W Wiamketul6340No ratings yet
- Dacnewppt p4Document21 pagesDacnewppt p4vmspraneethNo ratings yet
- Cyber Security Research Proposal - SandboxingDocument23 pagesCyber Security Research Proposal - SandboxingAnonymous Sa6jc83D100% (4)
- Cs 180 Notes UCLADocument3 pagesCs 180 Notes UCLAnattaq12345No ratings yet
- FH400 73158464 Pca-6.140Document431 pagesFH400 73158464 Pca-6.140IgorGorduz100% (1)
- VisiLogic Software Manual-LadderDocument158 pagesVisiLogic Software Manual-LadderEduardo Vasquez CastroNo ratings yet
- Sru Flow DiagramDocument1 pageSru Flow Diagrampppppp5No ratings yet
- Civil Engineering Reference BooksDocument2 pagesCivil Engineering Reference Booksdevbrat boseNo ratings yet
- Physics ExamDocument30 pagesPhysics Examjomar bolasocNo ratings yet
- LDX2101 Spec SheetDocument2 pagesLDX2101 Spec SheetGaurav NarulaNo ratings yet
- Partlist Smsport 110RDocument74 pagesPartlist Smsport 110RThai YunNo ratings yet
- Schneider LV Switchboard Inspection GuideDocument59 pagesSchneider LV Switchboard Inspection GuideAlp Arslan Ok100% (1)
- Parts List 8198417 RevCDocument12 pagesParts List 8198417 RevCSonaina KhanNo ratings yet
- Establishing OPC UA Connectivity With Rockwell Automation® Integrated ArchitectureDocument3 pagesEstablishing OPC UA Connectivity With Rockwell Automation® Integrated ArchitecturehuiyitNo ratings yet
- Java Topics To Cover in InterviewsDocument5 pagesJava Topics To Cover in InterviewsHemanth KumarNo ratings yet
- Correlation Study and Regression Analysis of Water Quality Assessment of Nagpur City, IndiaDocument5 pagesCorrelation Study and Regression Analysis of Water Quality Assessment of Nagpur City, IndiaShakeel AhmadNo ratings yet
- AS1895/7 E-FLEX Sealing Solutions: Part Number AS1895/7 Reference Duct Size Seal DimensionsDocument1 pageAS1895/7 E-FLEX Sealing Solutions: Part Number AS1895/7 Reference Duct Size Seal DimensionsAlex Zambrana RodríguezNo ratings yet
- Switching Theory and Logic Design PDFDocument159 pagesSwitching Theory and Logic Design PDFSai TejaswiniNo ratings yet
- Grounding and JumperingDocument16 pagesGrounding and Jumperingferreiramarco56No ratings yet
- Online Institute Reporting Slip of The Application Number - 200310422837 PDFDocument1 pageOnline Institute Reporting Slip of The Application Number - 200310422837 PDFRohith RohanNo ratings yet