You might also like
- Stability: and AnalysisDocument2 pagesStability: and Analysisx620No ratings yet
- AFSPCMAN 91-710v7 - Glossary of References, Abbreviations and Acronyms, and Terms - 201802Document54 pagesAFSPCMAN 91-710v7 - Glossary of References, Abbreviations and Acronyms, and Terms - 201802ubdubNo ratings yet
- Skewed Joint 1Document4 pagesSkewed Joint 1sundar301No ratings yet
- FEMA 451 - NEHRP Design Examples 2006Document860 pagesFEMA 451 - NEHRP Design Examples 2006Halleith1875100% (5)
- ZZ T 301eDocument13 pagesZZ T 301eubdubNo ratings yet
- PIP Pin - HistoryDocument3 pagesPIP Pin - HistoryubdubNo ratings yet
- En 24Document1 pageEn 24nikhil nagannavarNo ratings yet
- AA 1994 - Welded AluminumDocument1 pageAA 1994 - Welded AluminumubdubNo ratings yet
- Cromax 42CrMo4 4140Document3 pagesCromax 42CrMo4 4140Iñigo Fernandez de LabastidaNo ratings yet
- (Iso/tr 17671-5) (Iso/tr 17671-6) (Iso/tr 17671-7) (Iso/tr 17671-8)Document1 page(Iso/tr 17671-5) (Iso/tr 17671-6) (Iso/tr 17671-7) (Iso/tr 17671-8)Ivan Briscoe100% (7)
- NASA-STD-8719.9-2002 STD For Lifting Devices and EquipmentDocument129 pagesNASA-STD-8719.9-2002 STD For Lifting Devices and EquipmentubdubNo ratings yet
- Bolt Preload Importance-NASADocument21 pagesBolt Preload Importance-NASAPrashantha RajuNo ratings yet
- HCD-GRX10AV/HCD-RXD10AV Service ManualDocument98 pagesHCD-GRX10AV/HCD-RXD10AV Service ManualubdubNo ratings yet
- Mil-Std-1629a FmeaDocument80 pagesMil-Std-1629a FmeaE278738No ratings yet
- Creep of PolyurethaneDocument33 pagesCreep of PolyurethaneubdubNo ratings yet
- Directive 2006 42 EC CorrigendaDocument1 pageDirective 2006 42 EC CorrigendaubdubNo ratings yet
- NASA-Reference Publication-1228-Fastener Design ManualDocument98 pagesNASA-Reference Publication-1228-Fastener Design ManualCharles B Godreau100% (2)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- SPE-21639-MSDocument8 pagesSPE-21639-MSehsanNo ratings yet
- Disirders of Synaptic Plasticity and Schizophrenia - J.smythiesDocument559 pagesDisirders of Synaptic Plasticity and Schizophrenia - J.smythiesBrett CromptonNo ratings yet
- ĐỀ CHUẨN MINH HỌA SỐ 03Document17 pagesĐỀ CHUẨN MINH HỌA SỐ 03Lê Thị Ngọc ÁnhNo ratings yet
- Perceptiual - Cognitive SkillDocument17 pagesPerceptiual - Cognitive SkillGeovani AkbarNo ratings yet
- Demand for Money Theory ExplainedDocument31 pagesDemand for Money Theory Explainedrichard kapimpaNo ratings yet
- God of The Oppressed - James ConeDocument271 pagesGod of The Oppressed - James ConeArun Samuel Varghese97% (29)
- BBFH107 - Business Statistics II Assignment IIDocument2 pagesBBFH107 - Business Statistics II Assignment IIPeter TomboNo ratings yet
- Semaphore Twinsoft Manual PDFDocument101 pagesSemaphore Twinsoft Manual PDFReza AnantoNo ratings yet
- Phonology BibliogrDocument6 pagesPhonology BibliogrSnapeSnapeNo ratings yet
- Mugunthan ResumeDocument4 pagesMugunthan Resumeapi-20007381No ratings yet
- Capital StructureDocument59 pagesCapital StructureRajendra MeenaNo ratings yet
- Living Water by David FeddesDocument44 pagesLiving Water by David FeddesBenjaminFigueroaNo ratings yet
- أبعاد التنمية الإجتماعية العربية في ضوء التجربة الأردنيةDocument36 pagesأبعاد التنمية الإجتماعية العربية في ضوء التجربة الأردنيةkadhim4981No ratings yet
- ECO 201 Sample Midterm Exam (Paulo GuimaraesDocument14 pagesECO 201 Sample Midterm Exam (Paulo GuimaraesAhmed NegmNo ratings yet
- scn625 Summativeeval SarahltDocument6 pagesscn625 Summativeeval Sarahltapi-644817377No ratings yet
- CMT 565:waste and Wastewater Technology: Experiment No: 5 Title: Biochemical Oxygen Demand (Bod)Document4 pagesCMT 565:waste and Wastewater Technology: Experiment No: 5 Title: Biochemical Oxygen Demand (Bod)kuekNo ratings yet
- CSEC English B June 2013 P2Document7 pagesCSEC English B June 2013 P2Jhanett RobinsonNo ratings yet
- What Is Link AdaptationDocument4 pagesWhat Is Link AdaptationAshutosh SinghNo ratings yet
- Alesco User GuideDocument20 pagesAlesco User GuideXHo D. King Jr.90% (10)
- Reactions of Hydrocarbons and HaloalkanesDocument6 pagesReactions of Hydrocarbons and HaloalkanesGwynethAdrienneLeighVillapandoNo ratings yet
- Grade 12 - MIL - Q1 - Week1 FinalDocument19 pagesGrade 12 - MIL - Q1 - Week1 FinalMa'am Regie Ricafort100% (2)
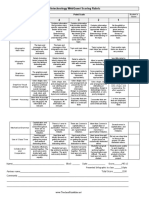
- Webquest Biotechnology RubricDocument2 pagesWebquest Biotechnology Rubricapi-556285637No ratings yet
- Fundamentals of Human Neuropsychology 7th Edition Kolb Test BankDocument26 pagesFundamentals of Human Neuropsychology 7th Edition Kolb Test BankDanielYoungabrn100% (60)
- An ISO 9001Document3 pagesAn ISO 9001Prasad IngoleNo ratings yet
- TQM 2 MARKSDocument12 pagesTQM 2 MARKSMARIYAPPANNo ratings yet
- Opening RitualDocument17 pagesOpening RitualTracy CrockettNo ratings yet
- Gauge Invariance in Classical ElectrodynamicsDocument22 pagesGauge Invariance in Classical ElectrodynamicsArindam RoyNo ratings yet
- SPELD SA A Trip To The Top End-DSDocument16 pagesSPELD SA A Trip To The Top End-DSThien Tho NguyenNo ratings yet
- ID Rekonstruksi Sistem Birokrasi PertanahanDocument24 pagesID Rekonstruksi Sistem Birokrasi PertanahanMuhammad FakhriNo ratings yet