You might also like
- Delrin 100P NC010Document4 pagesDelrin 100P NC010Keshav JhanwarNo ratings yet
- Delrin 100P NC010Document4 pagesDelrin 100P NC010Keshav JhanwarNo ratings yet
- Astm B849 PDFDocument3 pagesAstm B849 PDFmarcelo rezende100% (2)
- Astm A193Document14 pagesAstm A193Poedyaji MawardiNo ratings yet
- ASTM F3125 F3125M-19 Minimum Tensile StrengthDocument13 pagesASTM F3125 F3125M-19 Minimum Tensile StrengthJiangleiNo ratings yet
- Stainless Steel Socket-Set Screws: Standard Specification ForDocument5 pagesStainless Steel Socket-Set Screws: Standard Specification FormsbarretosNo ratings yet
- Astm 555 555M - 2016Document6 pagesAstm 555 555M - 2016Nguyễn Văn Thuận PhátNo ratings yet
- Helpful Hints 2Document68 pagesHelpful Hints 2Uygur Zeren100% (5)
- Astm A400Document9 pagesAstm A400Jose Renato MendesNo ratings yet
- Alloy A286 Ams 5731 Ams 5732 Ams 5737Document2 pagesAlloy A286 Ams 5731 Ams 5732 Ams 5737gowtham raju buttiNo ratings yet
- Astm A193-22Document14 pagesAstm A193-22Gary Cabello100% (1)
- Astm A304Document50 pagesAstm A304NILS50% (2)
- ANSI H35-2 - ERRATA Pages - Dec 19 2017 - 0 PDFDocument3 pagesANSI H35-2 - ERRATA Pages - Dec 19 2017 - 0 PDFAhmad SyafiqNo ratings yet
- ASTM B584 - Copper Alloy Sand Castings For General Applications (2009)Document7 pagesASTM B584 - Copper Alloy Sand Castings For General Applications (2009)정영우No ratings yet
- Technical Notehowmanythreads PDFDocument4 pagesTechnical Notehowmanythreads PDFGatyo GatevNo ratings yet
- Technical Notehowmanythreads PDFDocument4 pagesTechnical Notehowmanythreads PDFGatyo GatevNo ratings yet
- ASTM A580 2006 Standard Specification For Stainless Steel WireDocument5 pagesASTM A580 2006 Standard Specification For Stainless Steel WireEidrish Shaikh100% (2)
- Astm B211Document13 pagesAstm B211SCRIBD DOCSNo ratings yet
- Copper-Beryllium Alloy Rod and Bar: Standard Specification ForDocument5 pagesCopper-Beryllium Alloy Rod and Bar: Standard Specification ForAyvid HgnisNo ratings yet
- Solid Propellant FundamentalsDocument28 pagesSolid Propellant FundamentalsrakeshsakoteNo ratings yet
- Brass Rod, Bar, and Shapes: Standard Specification ForDocument7 pagesBrass Rod, Bar, and Shapes: Standard Specification ForMuthuswamyNo ratings yet
- ASTM A 751 - 07aDocument6 pagesASTM A 751 - 07analakasaNo ratings yet
- High-Carbon Anti-Friction Bearing Steel: Standard Specification ForDocument4 pagesHigh-Carbon Anti-Friction Bearing Steel: Standard Specification ForTriveni Forge QCNo ratings yet
- Astm A564Document10 pagesAstm A564chetan_thakur4278100% (1)
- Astm A554 10Document6 pagesAstm A554 10Lisandro ClaverolNo ratings yet
- Astm A314 PDFDocument3 pagesAstm A314 PDFMatyash MatyashNo ratings yet
- A449-14 Standard Specification For Hex Cap Screws, Bolts and Studs, Steel, Heat Treated, 120 - 105 - 90 Ksi Minimum Tensile Strength, General UseDocument7 pagesA449-14 Standard Specification For Hex Cap Screws, Bolts and Studs, Steel, Heat Treated, 120 - 105 - 90 Ksi Minimum Tensile Strength, General UseislamakthamNo ratings yet
- Astm D610 PDFDocument6 pagesAstm D610 PDFAmbarNo ratings yet
- Aisi 1010 Carbon Steel (Uns g10100)Document5 pagesAisi 1010 Carbon Steel (Uns g10100)prasadjoshi781429No ratings yet
- Explanation of Surface RoughnessDocument8 pagesExplanation of Surface RoughnessN.Palaniappan100% (6)
- Astm A582 - A582m-22Document4 pagesAstm A582 - A582m-221965karanfil6No ratings yet
- Shell and Tube Heat Exchanger DesignDocument5 pagesShell and Tube Heat Exchanger DesignDominic CareoNo ratings yet
- A829Document4 pagesA829Deepak GovindanNo ratings yet
- Sae J429Document8 pagesSae J429David Lay IINo ratings yet
- Astm A29 - A29m 12 PDFDocument16 pagesAstm A29 - A29m 12 PDFJavier Ricardo Romero Bohorquez100% (1)
- Steel Bars, Carbon and Alloy, Hot-Wrought and Cold-Finished, General Requirements ForDocument21 pagesSteel Bars, Carbon and Alloy, Hot-Wrought and Cold-Finished, General Requirements ForHugoStiglicNo ratings yet
- A1018Document5 pagesA1018Aleksei AvilaNo ratings yet
- Surface Vehicle Standard: Rev. JUL1999Document8 pagesSurface Vehicle Standard: Rev. JUL1999Cristiane KassaNo ratings yet
- Astm A484 2020Document14 pagesAstm A484 2020Mada Teto100% (1)
- B16B16M-10 (2015) Standard Specification For Free-Cutting Brass Rod, Bar and Shapes For Use in Screw Machines PDFDocument5 pagesB16B16M-10 (2015) Standard Specification For Free-Cutting Brass Rod, Bar and Shapes For Use in Screw Machines PDFislamakthamNo ratings yet
- Astm A304 - 12.16Document48 pagesAstm A304 - 12.16gkhn100% (1)
- A941-13b Standard Terminology Relating To Steel, Stainless Steel, Related Alloys, and FerroalloysDocument8 pagesA941-13b Standard Terminology Relating To Steel, Stainless Steel, Related Alloys, and FerroalloysChuthaNo ratings yet
- Astm A321Document2 pagesAstm A321clevercog0% (1)
- Oil FlushDocument7 pagesOil FlushDaniel JurcichNo ratings yet
- A322Document4 pagesA322rgi178No ratings yet
- Astm A 1011M PDFDocument8 pagesAstm A 1011M PDFJuan CarlosNo ratings yet
- ISO-21809-1-2018 - IncompletaDocument15 pagesISO-21809-1-2018 - IncompletaBruno SantosNo ratings yet
- Steel, Sheet, Carbon, Structural, and High-Strength, Low-Alloy, Hot-Rolled and Cold-Rolled, General Requirements ForDocument31 pagesSteel, Sheet, Carbon, Structural, and High-Strength, Low-Alloy, Hot-Rolled and Cold-Rolled, General Requirements Foralucard375No ratings yet
- A 1018 - A 1018M - 16aDocument8 pagesA 1018 - A 1018M - 16aJose Anisio Silva0% (1)
- High-Strength Low-Alloy Steel Shapes of Structural Quality, Produced by Quenching and Self-Tempering Process (QST)Document4 pagesHigh-Strength Low-Alloy Steel Shapes of Structural Quality, Produced by Quenching and Self-Tempering Process (QST)indityoNo ratings yet
- Astm F436Document5 pagesAstm F436Quat Le DinhNo ratings yet
- Free-Machining Stainless Steel Bars: Standard Specification ForDocument4 pagesFree-Machining Stainless Steel Bars: Standard Specification ForLuciano Grassi KuyvenNo ratings yet
- Astm F1470-19Document6 pagesAstm F1470-19Gary CabelloNo ratings yet
- Astm A449 1978Document7 pagesAstm A449 1978rensieoviNo ratings yet
- CDI 6 (For Editing)Document4 pagesCDI 6 (For Editing)Christopher Peraz100% (2)
- A108 13Document7 pagesA108 13solrac4371100% (1)
- Astm b169Document4 pagesAstm b169ANIL100% (1)
- ASTM-A449: Licensed by Information Handling Services Licensed by Information Handling ServicesDocument7 pagesASTM-A449: Licensed by Information Handling Services Licensed by Information Handling ServicesRoland CepedaNo ratings yet
- Astm D 714 PDFDocument5 pagesAstm D 714 PDFpavan_joshi_550% (4)
- Astm B164 1998 PDFDocument9 pagesAstm B164 1998 PDFel_apache10No ratings yet
- Surface Vehicle Recommended Practice: 400 Commonwealth Drive, Warrendale, PA 15096-0001Document5 pagesSurface Vehicle Recommended Practice: 400 Commonwealth Drive, Warrendale, PA 15096-0001Leonardo Gonçalves GomideNo ratings yet
- Precipitation Hardening Nickel-Copper-Aluminum Alloy (UNS N05500) Bar, Rod, Wire, Forgings, and Forging StockDocument6 pagesPrecipitation Hardening Nickel-Copper-Aluminum Alloy (UNS N05500) Bar, Rod, Wire, Forgings, and Forging StockraulNo ratings yet
- SAE-J995 Steel NutsDocument9 pagesSAE-J995 Steel Nutsgaso99No ratings yet
- Astm A1008 12aDocument9 pagesAstm A1008 12aAleks SenaNo ratings yet
- ASME B18 8 100M 2000 Spring PinsDocument57 pagesASME B18 8 100M 2000 Spring Pinshcsharma1967No ratings yet
- Steel Bars, Carbon, Hot-Wrought, Special Quality, Mechanical PropertiesDocument4 pagesSteel Bars, Carbon, Hot-Wrought, Special Quality, Mechanical PropertiesJay GaneshNo ratings yet
- A 675 - A 675M - 90a R00 - QTY3NS05MEFSMDADocument4 pagesA 675 - A 675M - 90a R00 - QTY3NS05MEFSMDAAnıl ZiylanNo ratings yet
- Steel Bars, Carbon, Hot-Wrought, Special Quality, Mechanical PropertiesDocument4 pagesSteel Bars, Carbon, Hot-Wrought, Special Quality, Mechanical Propertiesnisha_khanNo ratings yet
- Asme Section Ii A-2 Sa-675 Sa-675mDocument6 pagesAsme Section Ii A-2 Sa-675 Sa-675mdavid perezNo ratings yet
- A705A705MDocument7 pagesA705A705MAnderson TadeuNo ratings yet
- Astm A709 A709m 01Document4 pagesAstm A709 A709m 01nauris.ezerlicisNo ratings yet
- Centrifugally Cast Austenitic Steel Pipe For High-Temperature ServiceDocument4 pagesCentrifugally Cast Austenitic Steel Pipe For High-Temperature ServiceNur Achmad BusairiNo ratings yet
- ASTM-A227 Spring SteelDocument4 pagesASTM-A227 Spring SteelLalo CastañedaNo ratings yet
- Understanding Welding Symbols Terms and DefinitionsDocument23 pagesUnderstanding Welding Symbols Terms and DefinitionsseymaNo ratings yet
- Understanding Welding Symbols Terms and DefinitionsDocument23 pagesUnderstanding Welding Symbols Terms and DefinitionsseymaNo ratings yet
- Understanding Welding Symbols Terms and DefinitionsDocument23 pagesUnderstanding Welding Symbols Terms and DefinitionsseymaNo ratings yet
- Anodising ProcessDocument7 pagesAnodising Processpavan_joshi_5No ratings yet
- Deciphering Weld SymbolsDocument11 pagesDeciphering Weld SymbolsAhmad Reza AtefNo ratings yet
- AWS - Welding SymbolsDocument1 pageAWS - Welding SymbolsAli Saifullizan IsmailNo ratings yet
- Aluminium SpecificationDocument4 pagesAluminium Specificationpavan_joshi_5No ratings yet
- 8.mech - IJME - Fluid - Flow - Nitin v. SatputeDocument10 pages8.mech - IJME - Fluid - Flow - Nitin v. Satputeiaset123No ratings yet
- Metric Set ScrewDocument1 pageMetric Set Screwpavan_joshi_5No ratings yet
- Socket Set Screw SizeDocument2 pagesSocket Set Screw Sizepavan_joshi_5No ratings yet
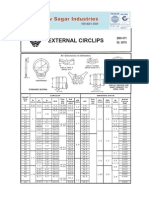
- Circlip Design PDFDocument6 pagesCirclip Design PDFpavan_joshi_5No ratings yet
- GD&TDocument26 pagesGD&Tpavan_joshi_5No ratings yet
- Press Information: New Product With World-First Front Fork Technology Released at EICMA 2014Document3 pagesPress Information: New Product With World-First Front Fork Technology Released at EICMA 2014pavan_joshi_5No ratings yet
- Section 2: Early System vs. G.D.&T. SystemDocument6 pagesSection 2: Early System vs. G.D.&T. Systempavan_joshi_5No ratings yet
- GD&TDocument19 pagesGD&Tpavan_joshi_5No ratings yet
- GD&TDocument7 pagesGD&Tpavan_joshi_5No ratings yet
- GD&TDocument17 pagesGD&Tpavan_joshi_5No ratings yet
- Smalley RingsDocument6 pagesSmalley RingsjNo ratings yet
- A-Type Circlip Detail PDFDocument2 pagesA-Type Circlip Detail PDFsunildhimankumarNo ratings yet
- Retaining Ring DesignDocument3 pagesRetaining Ring Designpavan_joshi_5No ratings yet
- CFDDocument36 pagesCFDpavan_joshi_5No ratings yet
- 12 SACE Start of Year Revision SOLUTIONSDocument6 pages12 SACE Start of Year Revision SOLUTIONSLydia LamNo ratings yet
- Kal Cret 2005Document16 pagesKal Cret 2005TECHNO CASTNo ratings yet
- Trans-Dichlorobis (Ethylenediamine) Cobalt (III) Chloride: The Synthesis ofDocument9 pagesTrans-Dichlorobis (Ethylenediamine) Cobalt (III) Chloride: The Synthesis ofANA MARIA VERA ESCAMILLANo ratings yet
- Chemical Reactions Chapter 6Document31 pagesChemical Reactions Chapter 6R.S.HNo ratings yet
- Inox Dgel Super PlusDocument6 pagesInox Dgel Super PlusZoran DanilovNo ratings yet
- Hydrogen DetectionDocument7 pagesHydrogen DetectionWahyuning LestariNo ratings yet
- AASHTO T 217 SpeedyDocument6 pagesAASHTO T 217 SpeedyDaniel RodasNo ratings yet
- ChemistryDocument31 pagesChemistryprince ian cruzNo ratings yet
- S1570 02320200658 X - 2Document6 pagesS1570 02320200658 X - 2Faisal ShahzadNo ratings yet
- Tugas Molecular WeightDocument12 pagesTugas Molecular WeightIsma KaniaNo ratings yet
- Applied Thermodynamics C211 PDFDocument173 pagesApplied Thermodynamics C211 PDFSubham AcharyaNo ratings yet
- CH1004-mass-part 4 (AY11)Document83 pagesCH1004-mass-part 4 (AY11)Chuah Chong YangNo ratings yet
- 39 - Gas Condensate ReservoirDocument28 pages39 - Gas Condensate Reservoirrizal tri susilo100% (1)
- HTDocument2 pagesHTcnjoyus100% (1)
- Ficha-Tecnica Bomba Sumergible 02-21 Tsurumi-Hs3.75sDocument2 pagesFicha-Tecnica Bomba Sumergible 02-21 Tsurumi-Hs3.75sSHARON CANO ORTEGANo ratings yet
- MSDS AcetyleneDocument5 pagesMSDS AcetylenezayzanNo ratings yet
- Mini Project 1Document16 pagesMini Project 1SadikAhmedNo ratings yet
- Data Sheet of Bitumen 10/20Document1 pageData Sheet of Bitumen 10/20Iqra Angels100% (1)
- KX-21 Training: Main MenuDocument159 pagesKX-21 Training: Main MenuHuseyn aliyev100% (1)
- 11 Otbb MSDSDocument7 pages11 Otbb MSDSAnubhav SewdaNo ratings yet
- BitumenDocument4 pagesBitumenBangeen JalalNo ratings yet
- Science Class X Sample Paper Test 12 For Board Exam 2024Document7 pagesScience Class X Sample Paper Test 12 For Board Exam 2024ag17ayushgNo ratings yet
- Sri Chaitanya Techno School - India: Techno & C-Batch Performance Test Syllabus For New Students (State & CBSE)Document1 pageSri Chaitanya Techno School - India: Techno & C-Batch Performance Test Syllabus For New Students (State & CBSE)Prasad ChowdaryNo ratings yet
- Nitric oxide-WPS OfficeDocument2 pagesNitric oxide-WPS Officemanas mallikNo ratings yet