You might also like
- Prediction of Surface Roughness in Wire Electric Discharge Machining (WEDM) Process Based On Response Surface MethodologyDocument12 pagesPrediction of Surface Roughness in Wire Electric Discharge Machining (WEDM) Process Based On Response Surface MethodologyLaxmikant SahuNo ratings yet
- Experimental Investigation and Multi-Objective Optimization of Wire Electrical Discharge Machining (WEDM) of 5083 Aluminum AlloyDocument7 pagesExperimental Investigation and Multi-Objective Optimization of Wire Electrical Discharge Machining (WEDM) of 5083 Aluminum AlloyÐɤ Suman ChatterjeeNo ratings yet
- Kerf WidthDocument6 pagesKerf WidthlarryNo ratings yet
- Surface Integrity Analysis of Nitinol-60 Shape Memory Alloy in WEDMDocument13 pagesSurface Integrity Analysis of Nitinol-60 Shape Memory Alloy in WEDMAbdul FaheemNo ratings yet
- Materials Today: Proceedings: S. Sathiyaraj, S. Venkatesan, S. Ashokkumar, A. SenthilkumarDocument6 pagesMaterials Today: Proceedings: S. Sathiyaraj, S. Venkatesan, S. Ashokkumar, A. SenthilkumarGopinath GangadhariNo ratings yet
- Meena2017 Article Micro-EDMMultipleParameterOptiDocument8 pagesMeena2017 Article Micro-EDMMultipleParameterOptidertNo ratings yet
- CNC Wire-Cut Parameter Optimized Determination of The Stair Shape WorkpieceDocument6 pagesCNC Wire-Cut Parameter Optimized Determination of The Stair Shape Workpiecegargsumit107No ratings yet
- Study of Wedm For Surface Roughness While Machining High Strength MaterialsDocument9 pagesStudy of Wedm For Surface Roughness While Machining High Strength MaterialsNiranjan HugarNo ratings yet
- 1114meij04 PDFDocument9 pages1114meij04 PDFAli RazaNo ratings yet
- (IJCST-V6I1P7) :C.V. Sriram, DR Ch.V.S.Parameswara RaoDocument7 pages(IJCST-V6I1P7) :C.V. Sriram, DR Ch.V.S.Parameswara RaoEighthSenseGroupNo ratings yet
- An Investigation To Achieve A Good Surface IntegriDocument23 pagesAn Investigation To Achieve A Good Surface IntegriashadoitNo ratings yet
- Electrical Discharge Machining Characteristics of Aluminium Metal Matrix Composites - A ReviewDocument10 pagesElectrical Discharge Machining Characteristics of Aluminium Metal Matrix Composites - A Reviewwhoam iNo ratings yet
- Effect of Work-Piece Thickness On The Responses Surface Roughness and MRR in Wire-EDM of AL6063-T6 AlloyDocument6 pagesEffect of Work-Piece Thickness On The Responses Surface Roughness and MRR in Wire-EDM of AL6063-T6 AlloyInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Analysis of Influence of micro-EDM Parameters On MRR, TWR and Ra in Machining Ni-Ti Shape Memory AlloyDocument6 pagesAnalysis of Influence of micro-EDM Parameters On MRR, TWR and Ra in Machining Ni-Ti Shape Memory AlloyJanak ValakiNo ratings yet
- Modeling and Optimization of Wire-EDM Parameters For Machining of Ni Ti Shape Memory Alloy Using Hybrid Approach of Taguchi and NSGA-IIDocument15 pagesModeling and Optimization of Wire-EDM Parameters For Machining of Ni Ti Shape Memory Alloy Using Hybrid Approach of Taguchi and NSGA-IIlarryNo ratings yet
- Wedm: Influence of Machine Feed Rate in Machining Titanium Ti-6Al-4V Using Brass Wire and Constant Current (4A)Document6 pagesWedm: Influence of Machine Feed Rate in Machining Titanium Ti-6Al-4V Using Brass Wire and Constant Current (4A)Gopinath GangadhariNo ratings yet
- Assessment of Surface Integrity of Ni Superalloy After Electrical-Discharge, Laser and Mechanical Micro-Drilling ProcessesDocument9 pagesAssessment of Surface Integrity of Ni Superalloy After Electrical-Discharge, Laser and Mechanical Micro-Drilling Processeskaniamudhan070No ratings yet
- Effect of Process Parameters On Performance Measures of Wire EDM For AISI A2 Tool SteelDocument5 pagesEffect of Process Parameters On Performance Measures of Wire EDM For AISI A2 Tool SteelInternational Journal of computational Engineering research (IJCER)No ratings yet
- Wire Cut EDM PDFDocument5 pagesWire Cut EDM PDFgowtham raju buttiNo ratings yet
- 10.2478 - MSP 2022 0030Document15 pages10.2478 - MSP 2022 0030Alagar SamyNo ratings yet
- PAPER Aluminium Lm4Document9 pagesPAPER Aluminium Lm4LiNuNo ratings yet
- Effect of WEDM Process Parameters On Surface Morphology of NitinolDocument14 pagesEffect of WEDM Process Parameters On Surface Morphology of NitinollarryNo ratings yet
- EDM Modelling and Simulation: November 2015Document51 pagesEDM Modelling and Simulation: November 2015Nguyễn Hữu PhấnNo ratings yet
- Manuscript UM 16Document51 pagesManuscript UM 16Nguyễn Hữu PhấnNo ratings yet
- A Brass Wire Electric Discharge Machining Variable Optimization AluminiumDocument5 pagesA Brass Wire Electric Discharge Machining Variable Optimization AluminiumNambiRajNo ratings yet
- PCD Wire Edm Technology PDFDocument6 pagesPCD Wire Edm Technology PDFyorf1989No ratings yet
- Optimal Control Parameters A Machining in CNC Wire EDM For TitaniumDocument20 pagesOptimal Control Parameters A Machining in CNC Wire EDM For TitaniumMarish KannanNo ratings yet
- Parametric Optimization During Wire Electrical Discharge Machining Using Response Surface MethodologyDocument7 pagesParametric Optimization During Wire Electrical Discharge Machining Using Response Surface MethodologySrinivas DsNo ratings yet
- The Wire Drawing Mechanics of Near-Equiatomic Niti SmaDocument5 pagesThe Wire Drawing Mechanics of Near-Equiatomic Niti SmayuhardesNo ratings yet
- Machining of Shape Memory Alloys by Using WEDMDocument5 pagesMachining of Shape Memory Alloys by Using WEDMIJIRSTNo ratings yet
- Jurnal Teknologi: M - O O I W - E D M (W) O T ADocument5 pagesJurnal Teknologi: M - O O I W - E D M (W) O T APutra PratamaNo ratings yet
- Parametric Optimization of Machining Parameters of AISI D3 Tool Steel Using Wire Cut Electric Discharge Machining - A Taguchi Based ApproachDocument7 pagesParametric Optimization of Machining Parameters of AISI D3 Tool Steel Using Wire Cut Electric Discharge Machining - A Taguchi Based ApproachjanakNo ratings yet
- Investigation of MRR, TWR and Radial Overcut at Varying Depth of Machining During Die Sinking EDMDocument8 pagesInvestigation of MRR, TWR and Radial Overcut at Varying Depth of Machining During Die Sinking EDMIJRASETPublicationsNo ratings yet
- IJTech ME 870 Modeling of WEDM Parameters While Machining MgSiCDocument9 pagesIJTech ME 870 Modeling of WEDM Parameters While Machining MgSiCAlagar SamyNo ratings yet
- A Brief Review of Die Sinking Electrical Discharging Machining Process Towards AutomationDocument7 pagesA Brief Review of Die Sinking Electrical Discharging Machining Process Towards AutomationMayank Rajesh Kumar ShrivastavaNo ratings yet
- IAETSD-JARAS-Experimental Studies On Ti-6Al-4V by Wire EDM Process and Optimization of Process Parameters With Modified TLBO AlgorithmDocument9 pagesIAETSD-JARAS-Experimental Studies On Ti-6Al-4V by Wire EDM Process and Optimization of Process Parameters With Modified TLBO AlgorithmiaetsdiaetsdNo ratings yet
- Multi-Performance Optimization of Wire Cut EDM Process Parameters On Surface Roughness of AA7075 / B4Cp Metal Matrix Composites3Document6 pagesMulti-Performance Optimization of Wire Cut EDM Process Parameters On Surface Roughness of AA7075 / B4Cp Metal Matrix Composites3Anonymous lPvvgiQjRNo ratings yet
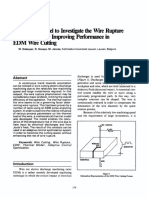
- Thermal Model To Investigate The Wire RuptureDocument12 pagesThermal Model To Investigate The Wire RuptureThi Phuong Thanh LeNo ratings yet
- Materials Today: Proceedings: M. Subrahmanyam, T. NancharaiahDocument5 pagesMaterials Today: Proceedings: M. Subrahmanyam, T. NancharaiahakashNo ratings yet
- Strojniški Vestnik - Journal of Mechanical Engineering Volume (Year) No, StartPage-EndPageDocument8 pagesStrojniški Vestnik - Journal of Mechanical Engineering Volume (Year) No, StartPage-EndPageSamad NadNo ratings yet
- Materials Today: Proceedings: M. Subrahmanyam, T. NancharaiahDocument5 pagesMaterials Today: Proceedings: M. Subrahmanyam, T. NancharaiahakashNo ratings yet
- Optimization of Wire Edm Process Parameters For Machining of Amcs (413/B C) Using Taguchi TechniqueDocument8 pagesOptimization of Wire Edm Process Parameters For Machining of Amcs (413/B C) Using Taguchi TechniqueTJPRC PublicationsNo ratings yet
- Confers PDFDocument7 pagesConfers PDFshanjuneo17No ratings yet
- Investigation On Material Removal Rate of Al + 6% B C MMC in Wire Electrical Discharge Machining ProcessDocument7 pagesInvestigation On Material Removal Rate of Al + 6% B C MMC in Wire Electrical Discharge Machining Processshanjuneo17No ratings yet
- IOSRJEN (WWW - Iosrjen.org) IOSR Journal of EngineeringDocument10 pagesIOSRJEN (WWW - Iosrjen.org) IOSR Journal of EngineeringIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalNo ratings yet
- Design of A Spot Weld Machine For WorkshopsDocument5 pagesDesign of A Spot Weld Machine For WorkshopsOscar Choque PardoNo ratings yet
- Measurement: Mustufa H. Abidi, Abdulrahman M. Al-Ahmari, Usama Umer, Mohammed Sarvar RasheedDocument14 pagesMeasurement: Mustufa H. Abidi, Abdulrahman M. Al-Ahmari, Usama Umer, Mohammed Sarvar RasheedNguyễn Hữu PhấnNo ratings yet
- Statistical Analysis of Process Parameters and MulDocument19 pagesStatistical Analysis of Process Parameters and MulVladNo ratings yet
- Investigation of Wire Electrical Discharge Machining of ThinDocument9 pagesInvestigation of Wire Electrical Discharge Machining of ThinToufique YalsangikarNo ratings yet
- Analysis of Kerf in Micro EdmDocument5 pagesAnalysis of Kerf in Micro EdmTarunNo ratings yet
- Multi-Response Optimization of CNC Wedm Process Taguchi Grey Relational AnalysisDocument7 pagesMulti-Response Optimization of CNC Wedm Process Taguchi Grey Relational AnalysisAmanpreet SinghNo ratings yet
- 171 382 1 SM PDFDocument8 pages171 382 1 SM PDFsujayan2005No ratings yet
- Study On Effect of Manual Metal Arc Welding Process Parameters On Width of Heat Affected Zone (Haz) For Ms 1005 SteelDocument8 pagesStudy On Effect of Manual Metal Arc Welding Process Parameters On Width of Heat Affected Zone (Haz) For Ms 1005 SteelAngga Pamilu PutraNo ratings yet
- Advnaced Wirecut ProcessDocument5 pagesAdvnaced Wirecut ProcessGomathi SankarNo ratings yet
- ETJ - Volume 40 - Issue 1 - Pages 181-188Document8 pagesETJ - Volume 40 - Issue 1 - Pages 181-188Jabbar AljanabyNo ratings yet
- Investigation Study of Electrical Discharge Machining Parameters On Material Removal Rate For AISI M2 MaterialDocument5 pagesInvestigation Study of Electrical Discharge Machining Parameters On Material Removal Rate For AISI M2 MaterialAvinashNo ratings yet
- International Journal of Machine Tools & Manufacture: Guojun Zhang, Zhi Chen, Zhen Zhang, Yu Huang, Wuyi Ming, He LiDocument13 pagesInternational Journal of Machine Tools & Manufacture: Guojun Zhang, Zhi Chen, Zhen Zhang, Yu Huang, Wuyi Ming, He LiÐɤ Suman ChatterjeeNo ratings yet
- Uses of Various Dielectrics in Electro Discharge Machining (EDM) - A Critical ReviewDocument20 pagesUses of Various Dielectrics in Electro Discharge Machining (EDM) - A Critical ReviewInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Author's Accepted ManuscriptDocument20 pagesAuthor's Accepted ManuscriptÐɤ Suman Chatterjee100% (1)
- Tips For RefereesDocument7 pagesTips For RefereesNguyễn Trung HưngNo ratings yet
- LORDocument2 pagesLORKuldeep SaxenaNo ratings yet
- Applying To Ph.D. Programs in Computer ScienceDocument22 pagesApplying To Ph.D. Programs in Computer SciencejivaNo ratings yet
- Recommendation LettersDocument4 pagesRecommendation Lettersapi-19509948No ratings yet
- Letters Reletters-Recommendation-Guidecommendation GuideDocument11 pagesLetters Reletters-Recommendation-Guidecommendation Guideameen hassanNo ratings yet
- Letter of RecommendationDocument4 pagesLetter of Recommendationteachersic67% (3)
- Letters of Recommendation by PSU CCJ Professor Laura HickmanDocument4 pagesLetters of Recommendation by PSU CCJ Professor Laura HickmanKuldeep SaxenaNo ratings yet
- Nasa PlssDocument11 pagesNasa PlssKuldeep SaxenaNo ratings yet
- Gait Cycle DataDocument8 pagesGait Cycle DataKuldeep SaxenaNo ratings yet
- LORDocument3 pagesLORKuldeep SaxenaNo ratings yet
- Robotics Autonomous Systems: ElsevierDocument11 pagesRobotics Autonomous Systems: ElsevierKuldeep SaxenaNo ratings yet
- Final Reference GuideDocument11 pagesFinal Reference GuideKuldeep SaxenaNo ratings yet
- 0zimmermann MatasDocument1 page0zimmermann MatasBala BeliveNo ratings yet
- Type of VisasDocument6 pagesType of VisasKuldeep SaxenaNo ratings yet
- Paper 56 ETESMDocument14 pagesPaper 56 ETESMKuldeep SaxenaNo ratings yet
- ROScheatsheet Catkin PDFDocument3 pagesROScheatsheet Catkin PDFAnurag AgarwalNo ratings yet
- Guidelines For Filling-Up Indian Patent Form - 2Document5 pagesGuidelines For Filling-Up Indian Patent Form - 2Kuldeep SaxenaNo ratings yet
- Control of DC MotorsDocument2 pagesControl of DC MotorsKuldeep SaxenaNo ratings yet
- From Constraints To Components at Marin Bicycles: A Case Study For The Mechanical Design ProcessDocument7 pagesFrom Constraints To Components at Marin Bicycles: A Case Study For The Mechanical Design ProcessAbhishek YadavNo ratings yet
- Rahul 2Document1 pageRahul 2Kuldeep SaxenaNo ratings yet
- Gait Cycle DataDocument8 pagesGait Cycle DataKuldeep SaxenaNo ratings yet
- Gait Cycle DataDocument8 pagesGait Cycle DataKuldeep SaxenaNo ratings yet
- Gait Cycle DataDocument8 pagesGait Cycle DataKuldeep SaxenaNo ratings yet
- TeslaDocument1 pageTeslaKuldeep SaxenaNo ratings yet
- Module 7 Sheet Metal-Forming-Lecture 2Document11 pagesModule 7 Sheet Metal-Forming-Lecture 2Khin Aung ShweNo ratings yet
- Micro Link Information Technology Business College: Department of Software EngineeringDocument34 pagesMicro Link Information Technology Business College: Department of Software Engineeringbeki4No ratings yet
- Writing NuocRut Ver02Document118 pagesWriting NuocRut Ver02thuy linhNo ratings yet
- Alex FordDocument4 pagesAlex FordElectroventica ElectroventicaNo ratings yet
- Account Statement 060922 051222Document51 pagesAccount Statement 060922 051222allison squad xXNo ratings yet
- Course Outline of Lecturer Economics For Service Commissions TestDocument5 pagesCourse Outline of Lecturer Economics For Service Commissions TestSheraz Ali KhanNo ratings yet
- Photoshop TheoryDocument10 pagesPhotoshop TheoryShri BhagwanNo ratings yet
- Types of Annuity & Intra Year Compounding: Dr. Anubha GuptaDocument15 pagesTypes of Annuity & Intra Year Compounding: Dr. Anubha GuptarashmipoojaNo ratings yet
- AIDTauditDocument74 pagesAIDTauditCaleb TaylorNo ratings yet
- Crisostomo Vs Courts of Appeal G.R. No. 138334 August 25, 2003Document5 pagesCrisostomo Vs Courts of Appeal G.R. No. 138334 August 25, 2003RGIQNo ratings yet
- Yosys+Nextpnr: An Open Source Framework From Verilog To Bitstream For Commercial FpgasDocument4 pagesYosys+Nextpnr: An Open Source Framework From Verilog To Bitstream For Commercial FpgasFutsal AlcoletgeNo ratings yet
- Testing Template - Plan and Cases CombinedDocument3 pagesTesting Template - Plan and Cases Combinedapi-19980631No ratings yet
- Insular Bank of Asia vs. InciongDocument11 pagesInsular Bank of Asia vs. InciongChristiane Marie BajadaNo ratings yet
- I Am Trying To Design A Bus Brace For A 3 Phase Busbar SyatemDocument9 pagesI Am Trying To Design A Bus Brace For A 3 Phase Busbar SyatemSanjeewa HemaratneNo ratings yet
- New Champlain Bridge: Final Report Summary (English)Document82 pagesNew Champlain Bridge: Final Report Summary (English)andyrigaNo ratings yet
- A Review of The Accounting CycleDocument46 pagesA Review of The Accounting CycleRNo ratings yet
- Starbucks Delivering Customer Service Case Solution PDFDocument2 pagesStarbucks Delivering Customer Service Case Solution PDFRavia SharmaNo ratings yet
- NEBOSH IGC IG1 Course NotesDocument165 pagesNEBOSH IGC IG1 Course NotesShagufta Mallick100% (13)
- 03 Pezeshki-Ivari2018 Article ApplicationsOfBIMABriefReviewADocument40 pages03 Pezeshki-Ivari2018 Article ApplicationsOfBIMABriefReviewAdanes1800No ratings yet
- Packages: Khidmatul A'WaamDocument4 pagesPackages: Khidmatul A'WaamAltaaf IzmaheroNo ratings yet
- MODULE-1-EU111 Univeristy and IDocument8 pagesMODULE-1-EU111 Univeristy and IAbzchen YacobNo ratings yet
- Profitability Analysis (Sapphire Fibres Limited)Document5 pagesProfitability Analysis (Sapphire Fibres Limited)Aqsa MoizNo ratings yet
- Case Analysis: A Simple Strategy at Costco: Informative Background InformationDocument15 pagesCase Analysis: A Simple Strategy at Costco: Informative Background InformationFred Nazareno CerezoNo ratings yet
- 1 Diet Guide PDFDocument43 pages1 Diet Guide PDFYG1No ratings yet
- 02 IG4K TechnologiesDocument47 pages02 IG4K TechnologiesM Tanvir AnwarNo ratings yet
- Labour Bureau: Ministry of Labour and Employment, Government of IndiaDocument1 pageLabour Bureau: Ministry of Labour and Employment, Government of IndiavinodNo ratings yet
- 358 IG Fashion Pack PDFDocument4 pages358 IG Fashion Pack PDFbovsichNo ratings yet
- Bodie8ce FormulaSheet PDFDocument24 pagesBodie8ce FormulaSheet PDFSandini Dharmasena PereraNo ratings yet
- Kennametal MasterCatalog SEM Preview en MinchDocument119 pagesKennametal MasterCatalog SEM Preview en MinchBeto CovasNo ratings yet
- Shalina Healthcare JD - Business AnalyticsDocument2 pagesShalina Healthcare JD - Business AnalyticsMeow bunNo ratings yet
- Chats: Dini-Ay TriciaDocument1 pageChats: Dini-Ay Triciaaiyana sopiaudaundoNo ratings yet