You might also like
- Sa 369Document5 pagesSa 369ismaelarchilacastilloNo ratings yet
- H99sec2asa 335Document4 pagesH99sec2asa 335Fermín VallejoNo ratings yet
- Sa 335 PDFDocument12 pagesSa 335 PDFAnilNo ratings yet
- Sa 351Document6 pagesSa 351Anil0% (1)
- Astm A333Document7 pagesAstm A333Kishor JadhavNo ratings yet
- Sa 106 PDFDocument16 pagesSa 106 PDFRaju SkNo ratings yet
- Specification For Alloy Steel Forgings For Pressure and High-Temperature PartsDocument10 pagesSpecification For Alloy Steel Forgings For Pressure and High-Temperature PartsAnilNo ratings yet
- Steel Bars, Carbon, Hot-Wrought or Cold-Finished, Special Quality, For Pressure Piping ComponentsDocument3 pagesSteel Bars, Carbon, Hot-Wrought or Cold-Finished, Special Quality, For Pressure Piping ComponentsCK CkkouNo ratings yet
- Sa 376Document8 pagesSa 376ismaelarchilacastilloNo ratings yet
- Asme 2a - Sa-350 PDFDocument12 pagesAsme 2a - Sa-350 PDFEswaran100% (1)
- Astm A333 PDFDocument8 pagesAstm A333 PDFrams789No ratings yet
- ASME Secc II A SA-106 Specification For Seamless Carbon SteeDocument16 pagesASME Secc II A SA-106 Specification For Seamless Carbon SteeEduardo Arrieta100% (1)
- A291a291m 16Document5 pagesA291a291m 16Ralf JonesNo ratings yet
- Sa 430Document6 pagesSa 430Widya widyaNo ratings yet
- A696 20875Document3 pagesA696 20875DeepakNo ratings yet
- SA336Document10 pagesSA336ismaelarchilacastilloNo ratings yet
- Specification For Centrifugally Cast Austenitic Steel Cold-Wrought Pipe For High-Temperature ServiceDocument6 pagesSpecification For Centrifugally Cast Austenitic Steel Cold-Wrought Pipe For High-Temperature Serviceabbaz ajiNo ratings yet
- Steel Forgings, Carbon and Alloy, For Pinions, Gears and Shafts For Reduction GearsDocument4 pagesSteel Forgings, Carbon and Alloy, For Pinions, Gears and Shafts For Reduction GearsCarlos JavierNo ratings yet
- ASME SA-437-SA-437M Specification For Alloy-Steel Turbine Type Bolting Material Specially Heat Treated For High-Temperature ServiceDocument5 pagesASME SA-437-SA-437M Specification For Alloy-Steel Turbine Type Bolting Material Specially Heat Treated For High-Temperature ServiceWagner Renato AraújoNo ratings yet
- Specification For Seamless Carbon-Molybdenum Alloy-Steel Boiler and Superheater TubesDocument6 pagesSpecification For Seamless Carbon-Molybdenum Alloy-Steel Boiler and Superheater TubesMauricio FernándezNo ratings yet
- A 291 - 02 Qti5ms0wmgDocument4 pagesA 291 - 02 Qti5ms0wmgFadjar ZulkarnainNo ratings yet
- Pressure Vessel Plates, 5 % and 5 % Nickel Alloy Steels, Specially Heat TreatedDocument4 pagesPressure Vessel Plates, 5 % and 5 % Nickel Alloy Steels, Specially Heat TreatedSama UmateNo ratings yet
- Astm A291Document4 pagesAstm A291Arthur DinizNo ratings yet
- Pressure Vessel Plates, Alloy Steel, 9 Percent Nickel, Double-Normalized and TemperedDocument3 pagesPressure Vessel Plates, Alloy Steel, 9 Percent Nickel, Double-Normalized and Temperedraulpalma93No ratings yet
- Sa 320 PDFDocument13 pagesSa 320 PDFRaju SkNo ratings yet
- A 353 - A 353M - 93 R99 Qtm1my9bmzuztqDocument3 pagesA 353 - A 353M - 93 R99 Qtm1my9bmzuztqJJ SaabNo ratings yet
- Castings, Austenitic-Ferritic (Duplex) Stainless Steel, For Pressure-Containing PartsDocument3 pagesCastings, Austenitic-Ferritic (Duplex) Stainless Steel, For Pressure-Containing PartsPEPENo ratings yet
- Astm A995 A995m 13 2013 PDFDocument4 pagesAstm A995 A995m 13 2013 PDFdelta lab sangli0% (1)
- Sa 479Document12 pagesSa 479singaravelan narayanasamyNo ratings yet
- Pressure Vessel Plates, Alloy Steel, High-Strength, Quenched and TemperedDocument4 pagesPressure Vessel Plates, Alloy Steel, High-Strength, Quenched and TemperedABINASH SINGHNo ratings yet
- Astm A 995-2019Document6 pagesAstm A 995-2019Kamal Thummar100% (1)
- Castings, Austenitic-Ferritic (Duplex) Stainless Steel, For Pressure-Containing PartsDocument4 pagesCastings, Austenitic-Ferritic (Duplex) Stainless Steel, For Pressure-Containing PartsDarwin DarmawanNo ratings yet
- Asme Sa268Document10 pagesAsme Sa268jimmysteelpipeNo ratings yet
- A540A540MDocument8 pagesA540A540MAlejandro GonzálezNo ratings yet
- Asmt A320 A320m 05aDocument8 pagesAsmt A320 A320m 05aRonald SequeiraNo ratings yet
- Sa 479Document12 pagesSa 479negg 348100% (1)
- Precipitation-Hardening Stainless and Heat-Resisting Steel Plate, Sheet, and StripDocument9 pagesPrecipitation-Hardening Stainless and Heat-Resisting Steel Plate, Sheet, and StripJulio RodriguezNo ratings yet
- Sa 352Document8 pagesSa 352Raju SkNo ratings yet
- Pressure Vessel Plates, High-Strength, Low-Alloy Steel: Standard Specification ForDocument2 pagesPressure Vessel Plates, High-Strength, Low-Alloy Steel: Standard Specification ForMytzy Godoy TapiaNo ratings yet
- Pressure Vessel Plates, Alloy Steel, 9 Percent Nickel, Double-Normalized and TemperedDocument3 pagesPressure Vessel Plates, Alloy Steel, 9 Percent Nickel, Double-Normalized and TemperedPhong ThanhNo ratings yet
- Sec. II A - SA - 209Document6 pagesSec. II A - SA - 209RamuAlagappanNo ratings yet
- Astm 178Document4 pagesAstm 178JOSEPH REFUERZONo ratings yet
- Austenitic Ductile Iron Castings: Standard Specification ForDocument6 pagesAustenitic Ductile Iron Castings: Standard Specification ForDarwin DarmawanNo ratings yet
- Sa 739Document3 pagesSa 739Elgen IgloriaNo ratings yet
- ASTM A320-A320M-05aDocument8 pagesASTM A320-A320M-05aNadhiraNo ratings yet
- Astm A 729Document6 pagesAstm A 729Jamil SalmanNo ratings yet
- Sa 414Document4 pagesSa 414AnilNo ratings yet
- Asme Section Ii A-2 Sa-738 Sa-738mDocument6 pagesAsme Section Ii A-2 Sa-738 Sa-738mdavid perezNo ratings yet
- Pressure Vessel Plates, Alloy Steel, 9 Percent Nickel, Double-Normalized and TemperedDocument3 pagesPressure Vessel Plates, Alloy Steel, 9 Percent Nickel, Double-Normalized and TemperedSofiaJabadanEspulgarNo ratings yet
- Astm A351Document6 pagesAstm A351Rahul SinghNo ratings yet
- Astm A 351 - Cast - Aust-Ferr PDFDocument5 pagesAstm A 351 - Cast - Aust-Ferr PDFHerz MitchNo ratings yet
- Astm A 645 .99 PDFDocument3 pagesAstm A 645 .99 PDFFrengkiNo ratings yet
- A 592 - A 592M - 89 R99 Qtu5mi9bntkytqDocument3 pagesA 592 - A 592M - 89 R99 Qtu5mi9bntkytqClaudia Patricia Magaña RabanalesNo ratings yet
- Structural Steel For ShipsDocument7 pagesStructural Steel For ShipsLeonardo GomideNo ratings yet
- Precipitation-Hardening Stainless and Heat-Resisting Steel Plate, Sheet, and StripDocument6 pagesPrecipitation-Hardening Stainless and Heat-Resisting Steel Plate, Sheet, and StripMaximiliano VerardoNo ratings yet
- A554-15a Standard Specification For Welded Stainless Steel Mechanical TubingDocument5 pagesA554-15a Standard Specification For Welded Stainless Steel Mechanical TubingChuthaNo ratings yet
- A 965/A 965M - 06a Standard Specification For Steel Forgings, Austenitic, For Pressure and High Temperature Parts1Document7 pagesA 965/A 965M - 06a Standard Specification For Steel Forgings, Austenitic, For Pressure and High Temperature Parts1Ivan Iglesias MartinezNo ratings yet
- Steel Forgings, Austenitic, For Pressure and High Temperature PartsDocument7 pagesSteel Forgings, Austenitic, For Pressure and High Temperature PartssarangNo ratings yet
- Principles of Welding: Processes, Physics, Chemistry, and MetallurgyFrom EverandPrinciples of Welding: Processes, Physics, Chemistry, and MetallurgyRating: 4 out of 5 stars4/5 (1)
- D 4463 - 96 R01 - RDQ0NJMDocument3 pagesD 4463 - 96 R01 - RDQ0NJMAnilNo ratings yet
- D 4284 - 03 - RdqyodqDocument7 pagesD 4284 - 03 - RdqyodqAnilNo ratings yet
- D 4365 - 95 - RdqznjutotuDocument5 pagesD 4365 - 95 - RdqznjutotuAnilNo ratings yet
- D 4284 - 03 - RdqyodqtukveDocument8 pagesD 4284 - 03 - RdqyodqtukveAnil100% (1)
- D 2699 - 03 - Rdi2otktmdmDocument50 pagesD 2699 - 03 - Rdi2otktmdmAnilNo ratings yet
- D 613 - 03 - Rdyxmy0wmwDocument30 pagesD 613 - 03 - Rdyxmy0wmwAnilNo ratings yet
- D 624 - 98 - Rdyync1sruqDocument17 pagesD 624 - 98 - Rdyync1sruqAnilNo ratings yet
- Calculus 1: CONTINUITYDocument56 pagesCalculus 1: CONTINUITYMa Lorraine PerezNo ratings yet
- ASCE 7 ASD Basic Load CombosDocument1 pageASCE 7 ASD Basic Load CombosAamirShabbirNo ratings yet
- PTP Symmetric Om FNLDocument8 pagesPTP Symmetric Om FNLn888nNo ratings yet
- Histograms - 2Document6 pagesHistograms - 2Sonia HalepotaNo ratings yet
- The Power of Adventure in Your Hand: Product Catalog Volume 4 2019Document20 pagesThe Power of Adventure in Your Hand: Product Catalog Volume 4 2019Michael ShelbyNo ratings yet
- Hungr Et Al 2005 - Landslide Travel DistanceDocument30 pagesHungr Et Al 2005 - Landslide Travel DistanceJosé Ignacio RamírezNo ratings yet
- V7R3 Recovery Guide Sc415304Document560 pagesV7R3 Recovery Guide Sc415304gort400No ratings yet
- Integrals - Integral Calculus - Math - Khan Academy PDFDocument7 pagesIntegrals - Integral Calculus - Math - Khan Academy PDFroberteleeroyNo ratings yet
- Downloadble Science NotesDocument55 pagesDownloadble Science NotesJeb PampliegaNo ratings yet
- Presentation5 EV ArchitectureDocument26 pagesPresentation5 EV ArchitectureJAYKUMAR MUKESHBHAI THAKORNo ratings yet
- DelhiDocument44 pagesDelhiIndia TreadingNo ratings yet
- MMMDocument34 pagesMMMVaibhav Vithoba NaikNo ratings yet
- Technical Description: T610 Radio On The Tranceiver Board: ContentsDocument16 pagesTechnical Description: T610 Radio On The Tranceiver Board: ContentsHeru AndikaNo ratings yet
- Machine Fault Detection Using Vibration Signal Peak DetectorDocument31 pagesMachine Fault Detection Using Vibration Signal Peak Detectordavison coyNo ratings yet
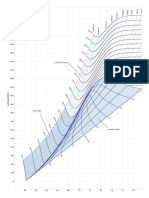
- Mollier Enthalpy Entropy Chart For Steam - US UnitsDocument1 pageMollier Enthalpy Entropy Chart For Steam - US Unitslin tongNo ratings yet
- Rexx Programmers ReferenceDocument723 pagesRexx Programmers ReferenceAnonymous ET7GttT7No ratings yet
- Ee-502 Unit - IDocument2 pagesEe-502 Unit - IVARAPRASADNo ratings yet
- Psychometric Development and Validation of GaslightingDocument15 pagesPsychometric Development and Validation of GaslightingYang ZhangNo ratings yet
- Agfa CR 10XDocument4 pagesAgfa CR 10Xwisateru Inti niagaNo ratings yet
- Leading The Industry In: Solar Microinverter TechnologyDocument2 pagesLeading The Industry In: Solar Microinverter TechnologydukegaloNo ratings yet
- Study of Padmanabhapuram Palace TrivandrumDocument14 pagesStudy of Padmanabhapuram Palace Trivandrumcrustybubbles100% (2)
- Asm 10Document4 pagesAsm 10Tukaram ParabNo ratings yet
- 23AE23 DS enDocument4 pages23AE23 DS enBhageerathi SahuNo ratings yet
- CH 12 Review Solutions PDFDocument11 pagesCH 12 Review Solutions PDFOyinkansola OsiboduNo ratings yet
- Quantities Survey MethodsDocument73 pagesQuantities Survey MethodsparvezNo ratings yet
- Sample Paper III (Science) - Question PaperDocument21 pagesSample Paper III (Science) - Question Paperfathima MiranNo ratings yet
- Fil Mur Filter FM Alt P61e5Document23 pagesFil Mur Filter FM Alt P61e5ALlan ABiangNo ratings yet
- Computational Neuroscience CW1 (Bristol)Document3 pagesComputational Neuroscience CW1 (Bristol)libannfNo ratings yet
- MathDocument4 pagesMathHermann Dejero LozanoNo ratings yet