You might also like
- Bridge Crane Shaft Failure AnalysisDocument8 pagesBridge Crane Shaft Failure AnalysisOscar ZambranoNo ratings yet
- Failure Analysis of Cooling Fan GearboxDocument7 pagesFailure Analysis of Cooling Fan GearboxJoão Paulo VissottoNo ratings yet
- Failure Analysis of A Helical GearDocument7 pagesFailure Analysis of A Helical Geartheerapat patkaewNo ratings yet
- Artigo Na RevistaDocument5 pagesArtigo Na RevistaCristiano CardosoNo ratings yet
- Pergamon: Engineering Failure Analysis, Vol. 3, No. 3, Pp. 219-225, 1996Document7 pagesPergamon: Engineering Failure Analysis, Vol. 3, No. 3, Pp. 219-225, 1996sadeghiNo ratings yet
- Failure Analysis of A Bridge Crane Shaft-Version Online FinalDocument8 pagesFailure Analysis of A Bridge Crane Shaft-Version Online FinaloazzambranoNo ratings yet
- Optimization of Gear Parameters by Using Genetic AlgorithmDocument8 pagesOptimization of Gear Parameters by Using Genetic AlgorithmkismuganNo ratings yet
- 2-Failure Analysis of A Petrochemical Plant Reducing GearDocument6 pages2-Failure Analysis of A Petrochemical Plant Reducing GearFathur RahmanNo ratings yet
- 2014 Mill and Kiln Gear InspectionsDocument28 pages2014 Mill and Kiln Gear InspectionsFernando Erices100% (1)
- Full Text 01Document33 pagesFull Text 01Zoric Bobby100% (1)
- Full Paper For PSST ConventionDocument5 pagesFull Paper For PSST ConventionSheri KhosoNo ratings yet
- Failure Analysis of Coal Pulverizer Mill PDFDocument12 pagesFailure Analysis of Coal Pulverizer Mill PDFHendraNo ratings yet
- Applied Sciences: Pinion Failure Analysis of A Helical Reduction Gearbox in A Kraft ProcessDocument13 pagesApplied Sciences: Pinion Failure Analysis of A Helical Reduction Gearbox in A Kraft ProcessJeremie gbogboNo ratings yet
- Cracks in a Powder Vibrating Sieve Disc AnalyzedDocument12 pagesCracks in a Powder Vibrating Sieve Disc Analyzedlrodriguez_892566No ratings yet
- Continuous Cast Billets PDFDocument3 pagesContinuous Cast Billets PDFAnkit KumarNo ratings yet
- Published PaperDocument15 pagesPublished PapersawravkblNo ratings yet
- 2007 Polini TurchettaDocument14 pages2007 Polini TurchettaVera SimilarNo ratings yet
- Girth Gear WearDocument6 pagesGirth Gear Wearho-fa100% (2)
- A Review On A Gear Tooth Failure AnalysisDocument13 pagesA Review On A Gear Tooth Failure AnalysisKKDhNo ratings yet
- Analysis of Cracks Generated in The Spin 2014 Case Studies in Engineering FaDocument9 pagesAnalysis of Cracks Generated in The Spin 2014 Case Studies in Engineering FaMeccbellNo ratings yet
- Analysis of Different Types of Weld Joint Used For Fabrication of Pressure Vessel Considering Design Aspects With Operating ConditionsDocument13 pagesAnalysis of Different Types of Weld Joint Used For Fabrication of Pressure Vessel Considering Design Aspects With Operating ConditionsLiu YangtzeNo ratings yet
- Fracture of A Veneered ZrO2 Dental Prosthesi 2014 Case Studies in EngineerinDocument7 pagesFracture of A Veneered ZrO2 Dental Prosthesi 2014 Case Studies in EngineerinMeccbellNo ratings yet
- Stress Analysis of Bevel Gear Tool, Using FEA Tool ANSYS V.14Document6 pagesStress Analysis of Bevel Gear Tool, Using FEA Tool ANSYS V.14IjrtsNo ratings yet
- Studi Kasus Analisa Kegagalan BahanDocument5 pagesStudi Kasus Analisa Kegagalan BahanRizky SyahputraNo ratings yet
- Failure Analysis of Bridge ShaftDocument19 pagesFailure Analysis of Bridge ShaftAhmad Abdul GhaniNo ratings yet
- Fracture Failure Analysis of 4Cr13 Stainless Steel Linkages in Circuit BreakersDocument7 pagesFracture Failure Analysis of 4Cr13 Stainless Steel Linkages in Circuit BreakersnaderbahramiNo ratings yet
- Schaeffler Technology Rapport Om Skader På IC4 Aksellejekasser, 28. Marts 2011Document38 pagesSchaeffler Technology Rapport Om Skader På IC4 Aksellejekasser, 28. Marts 2011IngenioerenNo ratings yet
- Failure Analysis of A Gearbox of A Conveyor Belt: Technicalarticle-Peer-ReviewedDocument7 pagesFailure Analysis of A Gearbox of A Conveyor Belt: Technicalarticle-Peer-RevieweddouglasncamiloNo ratings yet
- Comparison of Shear Bond Strength of Occlusal Pad Debonding Pliers Before and After Eryag Laser Application An in VitroDocument6 pagesComparison of Shear Bond Strength of Occlusal Pad Debonding Pliers Before and After Eryag Laser Application An in VitroAnonymous 064ILkNo ratings yet
- Case Studies in Engineering Failure Analysis: K. Gurumoorthy, Bradley D. Faye, Arindam GhoshDocument8 pagesCase Studies in Engineering Failure Analysis: K. Gurumoorthy, Bradley D. Faye, Arindam GhoshRif SenyoNo ratings yet
- Characterising the Effect of Springback on Mechanically Formed SteelDocument4 pagesCharacterising the Effect of Springback on Mechanically Formed SteelpuneethudupiNo ratings yet
- Modification of Eutectic Silicon Under The Influence of Mold Vibration During Solidification of LM6 Alloy Castings BackupDocument5 pagesModification of Eutectic Silicon Under The Influence of Mold Vibration During Solidification of LM6 Alloy Castings Backupirajfarji2481No ratings yet
- 1 s2.0 S0889540621004455 MainDocument6 pages1 s2.0 S0889540621004455 MainDANTE DELEGUERYNo ratings yet
- Parametric Analysis and Effect of Tool On FSW Joint of 6082 Al Alloy by Taguchi MethodDocument6 pagesParametric Analysis and Effect of Tool On FSW Joint of 6082 Al Alloy by Taguchi MethodTJPRC PublicationsNo ratings yet
- FSW Journal 1Document6 pagesFSW Journal 1JeganNo ratings yet
- Case Studies in Engineering Failure Analysis of an L-1 Low Pressure Steam Turbine BladeDocument7 pagesCase Studies in Engineering Failure Analysis of an L-1 Low Pressure Steam Turbine BladeRaphael LomonacoNo ratings yet
- Abrasiontesting FacereportDocument16 pagesAbrasiontesting Facereportilies8520No ratings yet
- Controlling of Forging DefectsDocument6 pagesControlling of Forging DefectsSathiyaPrakashNo ratings yet
- Failure Analysis of Forklift Axle ShaftDocument6 pagesFailure Analysis of Forklift Axle ShaftJader PitangueiraNo ratings yet
- Failure Analysis of A Coupled Shaft From A Shredder: Luis.g.reis@tecnico - Ulisboa.ptDocument12 pagesFailure Analysis of A Coupled Shaft From A Shredder: Luis.g.reis@tecnico - Ulisboa.ptMulugetaNo ratings yet
- Root Cause Analysis (RCA) of Bull Gear& Pinionfailure 2022Document18 pagesRoot Cause Analysis (RCA) of Bull Gear& Pinionfailure 2022Sheri KhosoNo ratings yet
- Premature Fatigue Failure of A Spring Due To Quench CracksDocument8 pagesPremature Fatigue Failure of A Spring Due To Quench CracksCamilo Rojas GómezNo ratings yet
- Failure Analysis of A 40 Ton Crane Hook at A Hot Strip Mill: Souvik Das, Goutam Mukhopadhyay, Sandip BhattacharyyaDocument10 pagesFailure Analysis of A 40 Ton Crane Hook at A Hot Strip Mill: Souvik Das, Goutam Mukhopadhyay, Sandip BhattacharyyaSaifuddin SidikiNo ratings yet
- AGMA FTM 05 Tooth Form Calculation EDocument13 pagesAGMA FTM 05 Tooth Form Calculation Etropical0007No ratings yet
- Case Studies in Engineering Failure Analysis: Souvik Das, Jitendra Mathura, Tanmay Bhattacharyya, Sandip BhattacharyyaDocument5 pagesCase Studies in Engineering Failure Analysis: Souvik Das, Jitendra Mathura, Tanmay Bhattacharyya, Sandip BhattacharyyaSharwin NovNo ratings yet
- Hollow Power Transmission ShaftDocument11 pagesHollow Power Transmission ShaftPrateek GadagiNo ratings yet
- Synthesis and Analysis of Plastic Curved Facewidth Spur GearsDocument9 pagesSynthesis and Analysis of Plastic Curved Facewidth Spur GearsMarilena MereutaNo ratings yet
- Experimental Study On Removing Wrinkle DefectDocument17 pagesExperimental Study On Removing Wrinkle DefectIJRASETPublicationsNo ratings yet
- HWDP HardfacingDocument6 pagesHWDP HardfacingHatem RagabNo ratings yet
- Failure Analysis of A Pinion of The Jacking System of A Jack-Up PlatformDocument12 pagesFailure Analysis of A Pinion of The Jacking System of A Jack-Up Platformfle92No ratings yet
- Failure Analysis of Cold Forged 37Cr4 Alloy M10x28 BoltsDocument11 pagesFailure Analysis of Cold Forged 37Cr4 Alloy M10x28 BoltsSuchana WatthanachaiNo ratings yet
- Wear of Spur and Helical Gears: TRITA-MMK 2000:1 ISSN 1400-117 ISRN/KTH/MMK/R - 00/12 - SDocument39 pagesWear of Spur and Helical Gears: TRITA-MMK 2000:1 ISSN 1400-117 ISRN/KTH/MMK/R - 00/12 - Smetin_mehel8130100% (2)
- Microstructures and Failure Mechanisms of Friction Stir Spot Welds of Aluminum 6061-T6 SheetsDocument24 pagesMicrostructures and Failure Mechanisms of Friction Stir Spot Welds of Aluminum 6061-T6 SheetsAnand Kumar MandalNo ratings yet
- Engineering Failure Analysis: Abhay K. Jha, K. Sreekumar, P.P. SinhaDocument8 pagesEngineering Failure Analysis: Abhay K. Jha, K. Sreekumar, P.P. Sinhascg1234No ratings yet
- Ball Bearing PDFDocument8 pagesBall Bearing PDFMuhammad Rafli Ichwan NoorNo ratings yet
- 24675-Article Text-84377-1-10-20200420Document6 pages24675-Article Text-84377-1-10-20200420Diego RiveraNo ratings yet
- J Csefa 2017 02 001Document21 pagesJ Csefa 2017 02 001giri10 krishnaNo ratings yet
- Case Studies in Engineering Failure Analysis: Wei Sha, Savko MalinovDocument7 pagesCase Studies in Engineering Failure Analysis: Wei Sha, Savko MalinovriessanandaNo ratings yet
- Brittle Fracture in Steel StructuresFrom EverandBrittle Fracture in Steel StructuresG.M. BoydNo ratings yet
- What Is A Power Plant - Type of Power PlantsDocument2 pagesWhat Is A Power Plant - Type of Power PlantsJoão Paulo VissottoNo ratings yet
- Nrel TCC PDFDocument77 pagesNrel TCC PDFRowieNo ratings yet
- Lec4 908191698Document11 pagesLec4 908191698MANISH PARDHINo ratings yet
- Energy Use Pattern in Rice Processing Plants: January 2010Document4 pagesEnergy Use Pattern in Rice Processing Plants: January 2010João Paulo VissottoNo ratings yet
- Beer CombustionDocument33 pagesBeer CombustionRaveendhra IitrNo ratings yet
- Application and Development of Rice Husk FurnaceDocument9 pagesApplication and Development of Rice Husk FurnaceJoão Paulo VissottoNo ratings yet
- Gnielinski Validation Ammar2020Document9 pagesGnielinski Validation Ammar2020João Paulo VissottoNo ratings yet
- Biomass OverviewDocument10 pagesBiomass OverviewrathinurwighaNo ratings yet
- Shell and TubeDocument66 pagesShell and TubeCachoNo ratings yet
- Cyclone PDFDocument34 pagesCyclone PDFRodrigo Florindo100% (1)
- Measuring The Energy Required To Dry Rice in Commercial Rice DryeDocument119 pagesMeasuring The Energy Required To Dry Rice in Commercial Rice DryeJoão Paulo VissottoNo ratings yet
- Pressure Uessel and Piping CadesDocument9 pagesPressure Uessel and Piping CadesJoão Paulo VissottoNo ratings yet
- Analytical Modeling of Spur Gear Corner Contact EffectsDocument19 pagesAnalytical Modeling of Spur Gear Corner Contact EffectsJoão Paulo VissottoNo ratings yet
- Mold DesigningDocument19 pagesMold Designingmitrofan.dragosNo ratings yet
- A Study On Common Failure of GearsDocument7 pagesA Study On Common Failure of GearsJoão Paulo VissottoNo ratings yet
- Tube Banks, Crossflow OverDocument1 pageTube Banks, Crossflow OverJoão Paulo VissottoNo ratings yet
- Gear FailureDocument20 pagesGear FailureJames HoldenNo ratings yet
- AGMA Standards ListDocument1 pageAGMA Standards ListMauro MLRNo ratings yet
- Damage To Gears - KHK GearsDocument9 pagesDamage To Gears - KHK GearsJoão Paulo VissottoNo ratings yet
- Tab A-4 VaporDocument1 pageTab A-4 VaporJoão Paulo VissottoNo ratings yet
- Helically Coiled Heat ExchangersDocument33 pagesHelically Coiled Heat ExchangersJoão Paulo VissottoNo ratings yet
- A Review of The Primary Measures For Tar Elimination in Biomass GasificationDocument16 pagesA Review of The Primary Measures For Tar Elimination in Biomass GasificationJoão Paulo VissottoNo ratings yet
- Thongwik 2008Document5 pagesThongwik 2008João Paulo VissottoNo ratings yet
- Tespl Waste Heat Recovery BoilerDocument14 pagesTespl Waste Heat Recovery BoilerJoão Paulo VissottoNo ratings yet
- Nrel TCC PDFDocument77 pagesNrel TCC PDFRowieNo ratings yet
- Analysis of Optimization Potential in Commercial Biomass Gasification Plants Using Process SimulationDocument10 pagesAnalysis of Optimization Potential in Commercial Biomass Gasification Plants Using Process SimulationJoão Paulo VissottoNo ratings yet
- Cop21: Final Draft TextDocument27 pagesCop21: Final Draft TextedienewsNo ratings yet
- Biomass Gasification and Syngas Combustion For Greenhouse Co2 EnrichmentDocument19 pagesBiomass Gasification and Syngas Combustion For Greenhouse Co2 EnrichmentJoão Paulo VissottoNo ratings yet
- Design of Reinforced Concrete Structure - Volume 1 - DR Mashhour A GhoneimDocument219 pagesDesign of Reinforced Concrete Structure - Volume 1 - DR Mashhour A GhoneimAbera Deressa100% (2)
- Cepovi MikrofiberDocument47 pagesCepovi MikrofiberSonja DragovicNo ratings yet
- Estimation of Lining Thickness ShaftDocument8 pagesEstimation of Lining Thickness ShaftBUDAPESNo ratings yet
- Mild Steel Tensile Test ResultsDocument30 pagesMild Steel Tensile Test ResultsDipesh GugaleNo ratings yet
- Home WorkDocument152 pagesHome Workra44993541No ratings yet
- Article On Brittle Failures by K.K.Parthiban, Boiler Expert, IndiaDocument12 pagesArticle On Brittle Failures by K.K.Parthiban, Boiler Expert, Indiaparthi20065768No ratings yet
- Component Response To Flexural, Axial and Shearing ForcesDocument31 pagesComponent Response To Flexural, Axial and Shearing ForcesEkky CecilNo ratings yet
- IRC-SP-89 (Part II) - 2018 - Guideline For Design of Stabilised PavementDocument37 pagesIRC-SP-89 (Part II) - 2018 - Guideline For Design of Stabilised PavementSachin TagdeNo ratings yet
- Hilti Re500 Embedded LengthDocument1 pageHilti Re500 Embedded LengthPYAINo ratings yet
- Innovative Compact Load CarieerDocument41 pagesInnovative Compact Load CarieerYash TankNo ratings yet
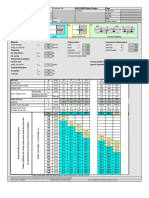
- Plan, Design, Analyze and Estimate Small Bridge ProjectDocument91 pagesPlan, Design, Analyze and Estimate Small Bridge ProjectSuthir SuthiNo ratings yet
- Floor Deck Profile TS 47/180: Product Data SheetDocument3 pagesFloor Deck Profile TS 47/180: Product Data SheetMohamed KareemNo ratings yet
- Technical Specifications For Bird Flight DiverterDocument19 pagesTechnical Specifications For Bird Flight DiverterVidyavathiDavuluriNo ratings yet
- Chute Design Considerations for Efficient Feeding and TransferDocument11 pagesChute Design Considerations for Efficient Feeding and TransferWaris La Joi WakatobiNo ratings yet
- Atc 24 PDFDocument58 pagesAtc 24 PDFNavid100% (4)
- Unit-I 2 MarksDocument87 pagesUnit-I 2 Marksapi-297121029No ratings yet
- Modelling and Stress Analysis of Column Bracket For Rotary Jib CraneDocument10 pagesModelling and Stress Analysis of Column Bracket For Rotary Jib CraneFitra VertikalNo ratings yet
- Technique For Strengthening of Masonry Wall Panels Using Steel StripsDocument18 pagesTechnique For Strengthening of Masonry Wall Panels Using Steel StripsMiss NatalieNo ratings yet
- Seminar Report Design ProjectDocument8 pagesSeminar Report Design Projectfaimy josephNo ratings yet
- Experimental Bullet Impact On Steel and ArmourDocument29 pagesExperimental Bullet Impact On Steel and Armoursunil481No ratings yet
- 2 Science and Engineering of Composite MaterialsDocument9 pages2 Science and Engineering of Composite MaterialsrsrjramNo ratings yet
- Development of Reciprocating Parts and Crankshaft in Honda's Third Formula One EraDocument10 pagesDevelopment of Reciprocating Parts and Crankshaft in Honda's Third Formula One EraBlaze123xNo ratings yet
- FatigueFailureAnalysisofCrankshafts AreviewDocument15 pagesFatigueFailureAnalysisofCrankshafts Areviewtugas beresNo ratings yet
- Adhesive Bonding ECSS E HB 32 21A 20march2011Document461 pagesAdhesive Bonding ECSS E HB 32 21A 20march2011Li-chung Jea100% (1)
- Report Template I3 GIMDocument19 pagesReport Template I3 GIMPan ThonvuthNo ratings yet
- Replacing Materials in Aging Aircraft to Improve Corrosion Resistance and Fatigue PerformanceDocument22 pagesReplacing Materials in Aging Aircraft to Improve Corrosion Resistance and Fatigue Performancemarin.petre2815100% (1)
- D Internet Myiemorgmy Intranet Assets Doc Alldoc Document 12078 en 206 Conformity Testing For Concrete StrengthDocument11 pagesD Internet Myiemorgmy Intranet Assets Doc Alldoc Document 12078 en 206 Conformity Testing For Concrete StrengthHarish Kumar MahavarNo ratings yet
- Slab On Grade Reinforcing DesignDocument11 pagesSlab On Grade Reinforcing DesignAti KhongNo ratings yet
- Inconel Alloy 751Document4 pagesInconel Alloy 751poulad pousheshNo ratings yet