You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Assignment No. 4 BlankDocument15 pagesAssignment No. 4 BlankahmedNo ratings yet
- Abdullah - Book Appointment With Consulate General of Pakistan, Jeddah PDFDocument1 pageAbdullah - Book Appointment With Consulate General of Pakistan, Jeddah PDFahmedNo ratings yet
- Grade Structure Revamping TemplateDocument1 pageGrade Structure Revamping TemplateahmedNo ratings yet
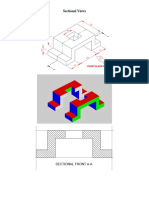
- Sectional ViewDocument2 pagesSectional ViewahmedNo ratings yet
- Department OF Mechanical Engineering Technology: Heat Engines LaboratoryDocument2 pagesDepartment OF Mechanical Engineering Technology: Heat Engines LaboratoryahmedNo ratings yet
- Fuel TrimsDocument6 pagesFuel TrimsahmedNo ratings yet
- Science Answer KeyDocument1 pageScience Answer KeyahmedNo ratings yet
- Department OF Mechanical Engineering Technology: Materials Testing LaboratoryDocument2 pagesDepartment OF Mechanical Engineering Technology: Materials Testing LaboratoryahmedNo ratings yet
- 7 Ways You Are Violating Welding Procedures and Don't Know ItDocument2 pages7 Ways You Are Violating Welding Procedures and Don't Know ItahmedNo ratings yet
- 5S PrincipleDocument53 pages5S PrincipleAmir M. VillasNo ratings yet
- Measuring Metal Strength (Tensile & Impact Strength)Document5 pagesMeasuring Metal Strength (Tensile & Impact Strength)ahmedNo ratings yet
- 6 Mistakes That Can Lead To Cracked WeldsDocument4 pages6 Mistakes That Can Lead To Cracked WeldsahmedNo ratings yet
- Drill Bit Size ChartDocument22 pagesDrill Bit Size ChartahmedNo ratings yet
- Illness Caused by Welding Fume and GasesDocument2 pagesIllness Caused by Welding Fume and GasesahmedNo ratings yet
- PlasmaDocument8 pagesPlasmaahmedNo ratings yet
- PlasmaDocument7 pagesPlasmaahmedNo ratings yet
- Plasma 2Document13 pagesPlasma 2ahmedNo ratings yet
- Deposition Rates For Stick ElectrodesDocument3 pagesDeposition Rates For Stick ElectrodesahmedNo ratings yet
- Btus, CFMS, and Gges DemystifiedDocument2 pagesBtus, CFMS, and Gges DemystifiedahmedNo ratings yet
- Tip Data For OFWDocument1 pageTip Data For OFWahmedNo ratings yet
- Why Is "Cold Cutting" Superior To Plasma Cutting?Document9 pagesWhy Is "Cold Cutting" Superior To Plasma Cutting?ahmedNo ratings yet
- Plasma 2Document14 pagesPlasma 2ahmedNo ratings yet
- Grinding Wheel SpecificationsDocument2 pagesGrinding Wheel SpecificationsahmedNo ratings yet
- ASGEpg187 PDFDocument3 pagesASGEpg187 PDFbkprodhNo ratings yet
- UNCUNF Threads - SizeDocument1 pageUNCUNF Threads - SizeahmedNo ratings yet
- Method of Calculating The Cooling Rate in HAZ During WeldingDocument6 pagesMethod of Calculating The Cooling Rate in HAZ During WeldingahmedNo ratings yet
- Carta de Conexiones CgaDocument1 pageCarta de Conexiones CgaSadot GutierrezNo ratings yet
- To Be Free From Oil and Dirt ADAPTOR, CGA-022 To 1/4 NPT GDG PSMDocument1 pageTo Be Free From Oil and Dirt ADAPTOR, CGA-022 To 1/4 NPT GDG PSMahmedNo ratings yet
- A Complete Guide To Pipe SizesDocument25 pagesA Complete Guide To Pipe SizesahmedNo ratings yet
- Help Welding Calculation - WeldingDocument14 pagesHelp Welding Calculation - Weldingahmed100% (1)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- FMC PDFDocument20 pagesFMC PDFAnggi SujiwoNo ratings yet
- Proceedings FinalDocument31 pagesProceedings FinalPalaniVelRajanNo ratings yet
- Api 577Document6 pagesApi 577Mohammed YoussefNo ratings yet
- px5879 Pantex Product Weld Inspection Form (Visual) PDFDocument2 pagespx5879 Pantex Product Weld Inspection Form (Visual) PDFbambaeeroNo ratings yet
- SR - No: Standerd Edition DescriptionDocument4 pagesSR - No: Standerd Edition DescriptionChintala YesukiranNo ratings yet
- 9f Summary SheetsDocument3 pages9f Summary SheetsbanaliaNo ratings yet
- India Nippon Electricals LimitedDocument26 pagesIndia Nippon Electricals Limitedsumit kumarNo ratings yet
- Study of The Effect of Melting and Casting Temperature and Heat Treatment On The Mechanical Properties of Aluminum 7075Document7 pagesStudy of The Effect of Melting and Casting Temperature and Heat Treatment On The Mechanical Properties of Aluminum 7075International Journal of Innovative Science and Research TechnologyNo ratings yet
- List of Top 10 Steel Companies in IndiaDocument7 pagesList of Top 10 Steel Companies in IndiaRahul SrivastavaNo ratings yet
- EN 10025-2 Steel Grade: Dimesnsion & PropertiesDocument2 pagesEN 10025-2 Steel Grade: Dimesnsion & Propertiesashmi hafianNo ratings yet
- Galvanizing Design Manual PDFDocument38 pagesGalvanizing Design Manual PDFResita Ichsani100% (1)
- Kanak MetalDocument7 pagesKanak MetalAakash KoradiyaNo ratings yet
- F1089 1479757-1Document3 pagesF1089 1479757-1Thaweekarn Changthong100% (1)
- National Oil Corporation: Rev Date Description Checked ApprovedDocument89 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- Final Report Thermo-Shell-Ectric: Executive SummaryDocument50 pagesFinal Report Thermo-Shell-Ectric: Executive SummarySam Neupane0% (1)
- R350HTDocument1 pageR350HT33abhisinghalNo ratings yet
- 316 & 316LDocument4 pages316 & 316LMechanicalNo ratings yet
- Appendix H-Properties of MaterialsDocument5 pagesAppendix H-Properties of MaterialsSamnang HangNo ratings yet
- BR Epv Pres 02Document20 pagesBR Epv Pres 02Mano NegraNo ratings yet
- Gme Sample Question PaperDocument2 pagesGme Sample Question PaperAbhishek PuriaNo ratings yet
- The Maximum Impact Energy of The Forging Hammer Is The Most Critical Parameter For Determining Its Working CapacityDocument2 pagesThe Maximum Impact Energy of The Forging Hammer Is The Most Critical Parameter For Determining Its Working CapacityAmrit SinghNo ratings yet
- 107 - WELDOX - 700 - UK - Data SheetDocument2 pages107 - WELDOX - 700 - UK - Data SheetLuis AguilarNo ratings yet
- Metal: Ferrous and Mild SteelDocument74 pagesMetal: Ferrous and Mild SteelRoshan MauryaNo ratings yet
- WPS&PQR For PipeDocument5 pagesWPS&PQR For PipeKAMALNo ratings yet
- Boehler FOX CN 25 9 CuT - CeDocument1 pageBoehler FOX CN 25 9 CuT - CeNiranjan Fakirchand YadavNo ratings yet
- 0620 s15 QP 31Document12 pages0620 s15 QP 31Enica RichardNo ratings yet
- Optimization of Steel Hardness Using Nanofluids QuenchantsDocument15 pagesOptimization of Steel Hardness Using Nanofluids QuenchantsRaid AlanbariNo ratings yet
- S 355 J2 + NDocument1 pageS 355 J2 + NValentin GalbenNo ratings yet
- EAF and Secondary Dust CharacterisationDocument8 pagesEAF and Secondary Dust CharacterisationJorge MadiasNo ratings yet
- Causes of Cracks:: Weld CrackDocument5 pagesCauses of Cracks:: Weld CrackJay R ChivaNo ratings yet