You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- NAPE 2018 FloorplanDocument1 pageNAPE 2018 FloorplanAmbie Joseph-ZitubohNo ratings yet
- Wellhead Control Systems SolutionDocument2 pagesWellhead Control Systems SolutionAmbie Joseph-ZitubohNo ratings yet
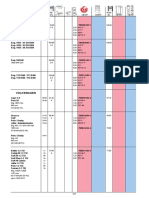
- API 6A Spec Flange Bolt+ Ring Chart PDFDocument1 pageAPI 6A Spec Flange Bolt+ Ring Chart PDFAlan JuanNo ratings yet
- ENI Okono Okpoho - UpdateDocument2 pagesENI Okono Okpoho - UpdateAmbie Joseph-ZitubohNo ratings yet
- Worldwide Broadband Speed League 2018Document20 pagesWorldwide Broadband Speed League 2018Ambie Joseph-ZitubohNo ratings yet
- Emergency Spill Response 111Document1 pageEmergency Spill Response 111Ambie Joseph-ZitubohNo ratings yet
- 12 Step Goal Setting GuideDocument9 pages12 Step Goal Setting GuideJohnNo ratings yet
- TMC 0000 Le 0019 PDFDocument7 pagesTMC 0000 Le 0019 PDFAmbie Joseph-ZitubohNo ratings yet
- Separating Stuck Flanges 223Document10 pagesSeparating Stuck Flanges 223Ambie Joseph-ZitubohNo ratings yet
- Wellhead Control Panel: 1 General IntroductionDocument7 pagesWellhead Control Panel: 1 General IntroductionQuán Cóc Sài Gòn100% (1)
- Coiltools Back Pressure Valve PsDocument1 pageCoiltools Back Pressure Valve PsDiseno VATNo ratings yet
- Marketing Plan GuideDocument51 pagesMarketing Plan GuideAmbie Joseph-ZitubohNo ratings yet
- Bayou Concrete Weight Coating PDFDocument2 pagesBayou Concrete Weight Coating PDFTinuoye Folusho OmotayoNo ratings yet
- API Flanges Brochure PDFDocument10 pagesAPI Flanges Brochure PDFguru4lifegmailcomNo ratings yet
- Wellhead Control Panel: 1 General IntroductionDocument7 pagesWellhead Control Panel: 1 General IntroductionQuán Cóc Sài Gòn100% (1)
- 02-MRC - Bolt - Chart (Stud and Flange Chart)Document2 pages02-MRC - Bolt - Chart (Stud and Flange Chart)Ambie Joseph-Zituboh100% (1)
- Demco DM IomDocument24 pagesDemco DM IomAmbie Joseph-ZitubohNo ratings yet
- CC 22 Casing HeadDocument2 pagesCC 22 Casing HeadAmbie Joseph-ZitubohNo ratings yet
- Oil & Gas Glossary of TermsDocument104 pagesOil & Gas Glossary of TermsAmbie Joseph-Zituboh100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 2240SRM001 899648 (03 2003) en PDFDocument22 pages2240SRM001 899648 (03 2003) en PDFFernando CidreNo ratings yet
- LPG Domestic Cooking Gas Customers: AttentionDocument1 pageLPG Domestic Cooking Gas Customers: AttentionBachchan MishraNo ratings yet
- Operator'S Manual: For Models: M673L2 and M673LD2Document40 pagesOperator'S Manual: For Models: M673L2 and M673LD2CarlosNo ratings yet
- Nano Ic EngineDocument12 pagesNano Ic EngineSaroj KumarNo ratings yet
- LFL Burner ControlsDocument26 pagesLFL Burner ControlsbledmikifrNo ratings yet
- VolkswagenDocument24 pagesVolkswagenLakshay Garg100% (2)
- 03 HAL-2011 Steering Tools FDocument10 pages03 HAL-2011 Steering Tools FMiftahul Riski NasutionNo ratings yet
- About Topsøe - and What We DoDocument20 pagesAbout Topsøe - and What We DoAbhishek ChaudharyNo ratings yet
- Tractor Td15mDocument8 pagesTractor Td15mivan100% (1)
- ACEA Engine Oil Specification What Does ACEA Mean?: Why New Classifications?Document1 pageACEA Engine Oil Specification What Does ACEA Mean?: Why New Classifications?RxHughesNo ratings yet
- L3-Reservoir Fluids ClassificationDocument91 pagesL3-Reservoir Fluids ClassificationadeeyoNo ratings yet
- A102 Material GuideDocument6 pagesA102 Material GuideVincent Irawan100% (1)
- Dp6h Ufaa62 ProposalDocument10 pagesDp6h Ufaa62 ProposalFerdinan Tulus Yones TobingNo ratings yet
- SAMAND Ecu SCHEMATIC DIAGRAMDocument1 pageSAMAND Ecu SCHEMATIC DIAGRAMvik_md80% (5)
- Midterm 1Document2 pagesMidterm 1fayaz5uin1234No ratings yet
- DX 600Document3 pagesDX 600Mauricio Nestor Guzmán ZentenoNo ratings yet
- Gas Kicks N Special ProblemsDocument14 pagesGas Kicks N Special ProblemsGhavban DavidNo ratings yet
- British PetroleumDocument10 pagesBritish PetroleumVPrasarnth RaajNo ratings yet
- Problem Set #2 - ChE 124 - Summer 2018Document3 pagesProblem Set #2 - ChE 124 - Summer 2018SkambalahardarNo ratings yet
- 16 1800MANUALcompleteDocument32 pages16 1800MANUALcompletelbsandNo ratings yet
- Grundfos JP Brochure 50Hz LDocument0 pagesGrundfos JP Brochure 50Hz LChevronelleNo ratings yet
- Bomba SERA - Modelo RF410.2 PDFDocument2 pagesBomba SERA - Modelo RF410.2 PDFJonathan VillagraNo ratings yet
- MHT860L PDFDocument555 pagesMHT860L PDFSARAMQR100% (2)
- Gama de Solventes Alifaticos en ChileDocument9 pagesGama de Solventes Alifaticos en ChileFelipe OtarolaNo ratings yet
- Bharat Oman Refineriery LimitedDocument11 pagesBharat Oman Refineriery LimitedAnonymous QxzhK4No ratings yet
- 3s Steam BoilerDocument13 pages3s Steam BoilertahirNo ratings yet
- Sbec 3Document7 pagesSbec 3gatito1971No ratings yet
- Hotwork Checklist TKP-ADocument96 pagesHotwork Checklist TKP-Aanjangandak2932No ratings yet
- Opposed Piston Engine Modeling in GT SUITE From Pinnacle EnginesDocument16 pagesOpposed Piston Engine Modeling in GT SUITE From Pinnacle EnginesArchanakarthikNo ratings yet