You might also like
- PRACTICODocument18 pagesPRACTICOVictor NievesNo ratings yet
- Sustancia PeligrosaDocument46 pagesSustancia PeligrosaVictor NievesNo ratings yet
- MEZCLASDocument2 pagesMEZCLASVictor NievesNo ratings yet
- Hojas de Datos de Seguridad de MaterialesDocument27 pagesHojas de Datos de Seguridad de MaterialesVictor NievesNo ratings yet
- Agua OxigenadaDocument24 pagesAgua OxigenadaVictor NievesNo ratings yet
- Grado Practicas 2 Q InorganicaDocument82 pagesGrado Practicas 2 Q InorganicaCesarNo ratings yet
- Práctico de Regresión Lineal Múltiple - 1448492426244 - 1448550357377 - 1448550401443Document2 pagesPráctico de Regresión Lineal Múltiple - 1448492426244 - 1448550357377 - 1448550401443Victor NievesNo ratings yet
- Fichas de SeguridadDocument4 pagesFichas de SeguridadVictor NievesNo ratings yet
- AutoCAD Es Un Software Del Tipo CADDocument13 pagesAutoCAD Es Un Software Del Tipo CADVictor NievesNo ratings yet
- Img 0002 PDFDocument1 pageImg 0002 PDFVictor NievesNo ratings yet
- 1) - Que Programas de Diseño Asistido Por Computadora Existen en La ActualidadDocument5 pages1) - Que Programas de Diseño Asistido Por Computadora Existen en La ActualidadVictor NievesNo ratings yet
- ' Ut"''' R'" '''' (/i/., T'.io - ", LT'¡Document8 pages' Ut"''' R'" '''' (/i/., T'.io - ", LT'¡Victor NievesNo ratings yet
- Qué Es AutocadDocument4 pagesQué Es AutocadVictor NievesNo ratings yet
- Hidraulica de PerforacionDocument38 pagesHidraulica de PerforacionVictor NievesNo ratings yet
- Completacion Doble SelectivaDocument8 pagesCompletacion Doble SelectivaVictor NievesNo ratings yet
- Img PDFDocument1 pageImg PDFVictor NievesNo ratings yet
- Decada de Los 60Document17 pagesDecada de Los 60Yoa NitaNo ratings yet
- Presentación PetroquimicaDocument30 pagesPresentación PetroquimicaVictor NievesNo ratings yet
- AcetilenoDocument4 pagesAcetilenoVictor NievesNo ratings yet
- Diseño y Evaluación de Separadores Bifásicos y TrifásicoDocument281 pagesDiseño y Evaluación de Separadores Bifásicos y TrifásicoMelissa SanchezNo ratings yet
- Caracterizacion de Yacimientos de HidrocarburosDocument23 pagesCaracterizacion de Yacimientos de HidrocarburosVictor NievesNo ratings yet
- Bases de Lewis Son Donadoras de ElectronesDocument5 pagesBases de Lewis Son Donadoras de ElectronesVictor NievesNo ratings yet
- Distribución de ProbabilidadDocument16 pagesDistribución de ProbabilidadVictor NievesNo ratings yet
- AcetilenoDocument4 pagesAcetilenoVictor NievesNo ratings yet
- El Hidrógeno y Los Gases NoblesDocument10 pagesEl Hidrógeno y Los Gases NoblesVictor NievesNo ratings yet
- Quimica de Las Arcillas 1Document3 pagesQuimica de Las Arcillas 1Victor NievesNo ratings yet
- Tanque de AlmacenamientoDocument4 pagesTanque de AlmacenamientoVictor NievesNo ratings yet
- Intercambiadores PDFDocument2 pagesIntercambiadores PDFjosepripollNo ratings yet
- ReologiaDocument4 pagesReologiaVictor NievesNo ratings yet
- ReologiaDocument4 pagesReologiaVictor NievesNo ratings yet
- Generalidades Carpeta AsfálticaDocument4 pagesGeneralidades Carpeta AsfálticaJuan Carlos Vela MendozaNo ratings yet
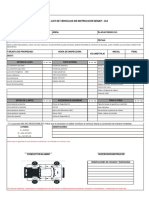
- Check List A Vehiculos de InstruccionDocument1 pageCheck List A Vehiculos de Instruccionvictor hilario ormeño morales100% (1)
- ReinosoDocument13 pagesReinosoJosue BravoNo ratings yet
- Simulacro General 02 Semestral - 2023 (Sin Claves)Document16 pagesSimulacro General 02 Semestral - 2023 (Sin Claves)Nicole Dela Cruz ChuquipomaNo ratings yet
- EXT fiBvsWqRX0TFzOyy4Q0FDocument5 pagesEXT fiBvsWqRX0TFzOyy4Q0FWilmerNo ratings yet
- Aeromexico - XEQXGO - 2020 - 06 - 30 - VSA-MTY - A - HAM DZIB - 1392117010422 PDFDocument2 pagesAeromexico - XEQXGO - 2020 - 06 - 30 - VSA-MTY - A - HAM DZIB - 1392117010422 PDFAndrés Arturo Ham DzibNo ratings yet
- Qué Es OctanajeDocument4 pagesQué Es OctanajeGuido Ronald RoqueNo ratings yet
- AF Catalogo Lubricantes Cajas Transmisiones Tcm13-54673Document28 pagesAF Catalogo Lubricantes Cajas Transmisiones Tcm13-54673Marvin Nta DgzNo ratings yet
- Lanzamiento Del Producto 1Document24 pagesLanzamiento Del Producto 1Luis Pacora GonzalesNo ratings yet
- Defensa Ribereña en LlacanoraDocument6 pagesDefensa Ribereña en LlacanoraWilson Cabrera FloresNo ratings yet
- Factura Ford 1996Document2 pagesFactura Ford 1996HECTOR NIETO QUINTANAR100% (1)
- Vías FérreasDocument7 pagesVías FérreasDiegoNo ratings yet
- Sociedades PortuariasDocument35 pagesSociedades PortuariasVanessa100% (4)
- Boletín 2. MRU. MRUA. Movimiento de Varias PartículasDocument3 pagesBoletín 2. MRU. MRUA. Movimiento de Varias PartículasOlenka Cabrera0% (1)
- Reglamento CandidatasDocument4 pagesReglamento CandidatasAlejandra JaramilloNo ratings yet
- Montacargas FinalDocument22 pagesMontacargas FinalErnesto CórdovaNo ratings yet
- Glosario TBUDocument2 pagesGlosario TBUAnonymous hR3e8SsNo ratings yet
- Proyecto TransporteDocument5 pagesProyecto TransporteDiegoLossioNo ratings yet
- Combustibles Bunker y GasDocument5 pagesCombustibles Bunker y GasGerman RomeroNo ratings yet
- Turbinas de Flujo AxialDocument41 pagesTurbinas de Flujo AxialOscar Alfonso PaezNo ratings yet
- Planilla de Anotación de Baloncesto PDFDocument1 pagePlanilla de Anotación de Baloncesto PDFhsjessica67% (3)
- H930,940C OM EsDocument155 pagesH930,940C OM EsEmilio Giraldo100% (1)
- Análisis de La Operativa Del Buque Petrolero y Diseño de La Zona de Carga PDFDocument174 pagesAnálisis de La Operativa Del Buque Petrolero y Diseño de La Zona de Carga PDFanita espinelNo ratings yet
- Informe Caldera AcuotubularDocument17 pagesInforme Caldera AcuotubularJuan UmanchukNo ratings yet
- Investigacion de PalieresDocument14 pagesInvestigacion de Palieresjuan luis ramon castroNo ratings yet
- Presupuesto DeductivoDocument1 pagePresupuesto DeductivoHURTADO TERRAZAS LuisNo ratings yet
- Ficha Tecnica Digital CX 5Document18 pagesFicha Tecnica Digital CX 5Ronald JordanNo ratings yet
- Tema 5 - Logística InternacionalDocument30 pagesTema 5 - Logística Internacionaldavid chozo valderaNo ratings yet
- SSP 353 EsDocument84 pagesSSP 353 EsMaximiliano AguirreNo ratings yet
- El Carricillo Carta TopograficaDocument1 pageEl Carricillo Carta TopograficaMiguel Angel Serna CuvasNo ratings yet