You might also like
- Piping Flexibility Analysis (B 31.3)Document151 pagesPiping Flexibility Analysis (B 31.3)Majid Sattar100% (1)
- Ringo Ball ValvesDocument60 pagesRingo Ball Valvesmulenbas100% (1)
- Test Bench VC25-SRVDocument6 pagesTest Bench VC25-SRVYacine Köning100% (1)
- The Use of Two Nuts To Prevent Self LooseningDocument4 pagesThe Use of Two Nuts To Prevent Self LooseningManojkumar ThilagamNo ratings yet
- Chart RecordersDocument4 pagesChart RecordersRichard More Leon100% (1)
- Test & Repair Equipment Engineered Solutions Valve AcademyDocument44 pagesTest & Repair Equipment Engineered Solutions Valve AcademyBouzaida Maher100% (1)
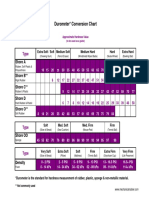
- Durometer Conversion Table PDFDocument1 pageDurometer Conversion Table PDFabthakurNo ratings yet
- Clamp Connections: Bearing Ring Load Ring Nut Washer DetailDocument2 pagesClamp Connections: Bearing Ring Load Ring Nut Washer DetailНикита ПромиснкийNo ratings yet
- O-Ring Failure AnalysisDocument5 pagesO-Ring Failure Analysismoganna73No ratings yet
- Installation, Operation and Maintenance Manual For Model WG-HLA Hydraulic ActuatorDocument15 pagesInstallation, Operation and Maintenance Manual For Model WG-HLA Hydraulic ActuatorNeilton Junior100% (1)
- J Valve MaintenanceDocument76 pagesJ Valve Maintenancepatriarca28No ratings yet
- Ashford Gauge Manual PDFDocument20 pagesAshford Gauge Manual PDFJoe_Merchant100% (1)
- Brines Fluids and FiltrationDocument90 pagesBrines Fluids and Filtrationqmax78No ratings yet
- Slotter MachineDocument20 pagesSlotter Machineshrikant100% (1)
- Hot Dip GalvanizingDocument6 pagesHot Dip GalvanizingjpkedahNo ratings yet
- Ball Valve Overhaul ProcedureDocument7 pagesBall Valve Overhaul Procedurerocket789No ratings yet
- Shackles - CrosbyDocument9 pagesShackles - CrosbyjsprtanNo ratings yet
- RSL Tools Operation and Maintenance Manual: Hex Wrench Square Drive Wrench SET SETDocument40 pagesRSL Tools Operation and Maintenance Manual: Hex Wrench Square Drive Wrench SET SETFranqui Fernandes100% (1)
- What Is The Impact of Flange Finish On Gasket PerformanceDocument2 pagesWhat Is The Impact of Flange Finish On Gasket Performancem_stasys9939100% (2)
- Bourdon Pressure GaugeDocument5 pagesBourdon Pressure GaugeMustafa Ani100% (1)
- FRP Installation GuideDocument8 pagesFRP Installation GuideDouglas HillNo ratings yet
- Durometer Types & Specifications: Type Model No. Force Indenter Description ApplicationsDocument2 pagesDurometer Types & Specifications: Type Model No. Force Indenter Description ApplicationsDarwin_Sidney100% (1)
- Worksheet OneDocument4 pagesWorksheet OneRefisa JiruNo ratings yet
- O Ring Size ChartDocument6 pagesO Ring Size ChartMoustafa Helmy100% (1)
- Helical Stair - CalculationDocument5 pagesHelical Stair - CalculationSuhail Ahamed0% (1)
- JC Ball Valves Fig 6000fb 7000rb Iom Rev 4 1Document39 pagesJC Ball Valves Fig 6000fb 7000rb Iom Rev 4 1Inspection Engineer100% (1)
- LH Max Expandable Liner Hanger System PsDocument2 pagesLH Max Expandable Liner Hanger System Psharshpatel18No ratings yet
- Carrier Chapter 3 Piping DesignDocument22 pagesCarrier Chapter 3 Piping DesignAhmad Al-rifaiNo ratings yet
- 09 BellevilleSpringWashersDocument5 pages09 BellevilleSpringWashersSteve John Poland100% (1)
- Introduction To Valves - Only The Basics - Valves Are Mechanical Devices That Controls The Flow and Pressure Within A System or ProcessDocument6 pagesIntroduction To Valves - Only The Basics - Valves Are Mechanical Devices That Controls The Flow and Pressure Within A System or Processamit100% (1)
- Wireline (Cabling) - WikipediaDocument9 pagesWireline (Cabling) - Wikipediaharshpatel18100% (2)
- Pipe Thread NPT and BSPT Fittings CompatibilityDocument5 pagesPipe Thread NPT and BSPT Fittings CompatibilityEduardoNo ratings yet
- Foundry CruciblesDocument8 pagesFoundry Cruciblesagusdn21100% (2)
- Technical Data: 1. DescriptionDocument10 pagesTechnical Data: 1. Descriptionpandi achmadan100% (1)
- EIGA 15.21 Gaseous Hydrogen InstallationsDocument37 pagesEIGA 15.21 Gaseous Hydrogen InstallationsSTFNo ratings yet
- Rubber White Paper - Nonlinear Finite Element Analysis of ElastomersDocument75 pagesRubber White Paper - Nonlinear Finite Element Analysis of ElastomersDan WolfNo ratings yet
- History, Advantages & Applications of Pressure Seals: What Are Pressure Seals, and How Do They Work?Document2 pagesHistory, Advantages & Applications of Pressure Seals: What Are Pressure Seals, and How Do They Work?JEGANATHANNo ratings yet
- Pile Cap 4Document8 pagesPile Cap 4Anonymous v1blzDsEWANo ratings yet
- TT Iso 5211 Drilling Patterns ImperialDocument1 pageTT Iso 5211 Drilling Patterns Imperialjkhgvdj mnhsnjkhgNo ratings yet
- CaBr2 and CaCl2 BrinesDocument2 pagesCaBr2 and CaCl2 Brinesharshpatel180% (1)
- Spiral Wound Gaskets Donit TesnitDocument0 pagesSpiral Wound Gaskets Donit Tesnitjhony1523No ratings yet
- Flexitallic FlexproDocument7 pagesFlexitallic FlexproHeryanto SyamNo ratings yet
- Ring Gasket ChartsDocument8 pagesRing Gasket ChartsTiffany DacinoNo ratings yet
- HeliCoil NPT Inserts 8UNDocument4 pagesHeliCoil NPT Inserts 8UNAce Industrial SuppliesNo ratings yet
- O RingDocument89 pagesO RingNikolat84No ratings yet
- Functioning of Flange Joints Findings From Full Scale Experiments and Fem AnalysisDocument10 pagesFunctioning of Flange Joints Findings From Full Scale Experiments and Fem AnalysisSpecial Sicim ProcessesNo ratings yet
- Suggested Methods and Guidelines For Torquing and Bolting Flange JointsDocument4 pagesSuggested Methods and Guidelines For Torquing and Bolting Flange JointsVivekananth AshokanNo ratings yet
- Twin SealDocument29 pagesTwin SealJefferson De Sousa Oliveira100% (1)
- Balon Full Valve CatalogDocument51 pagesBalon Full Valve CatalogVictor Muñoz0% (1)
- TYPE 1604/2609/3609: First Edition API 682 Type C Sealol Metal Bellows SealsDocument6 pagesTYPE 1604/2609/3609: First Edition API 682 Type C Sealol Metal Bellows SealsKapa KamalakarNo ratings yet
- K FactorDocument1 pageK FactorcarloslaioloNo ratings yet
- Helical Spring LockwashersDocument4 pagesHelical Spring LockwashersjoseocsilvaNo ratings yet
- Teesing Type of ThreadDocument13 pagesTeesing Type of ThreadVic Blázquez100% (1)
- Military Standardization Handbook: MXL-HDBK-692B 14 October 19&3 Superseding MIL-HDBK-692A (MR) 9 September 1977Document20 pagesMilitary Standardization Handbook: MXL-HDBK-692B 14 October 19&3 Superseding MIL-HDBK-692A (MR) 9 September 1977Victor Lopez Felix MNo ratings yet
- Anti Blow Out StemDocument48 pagesAnti Blow Out StemimthiyazmuhammedNo ratings yet
- Sealing Sense - Mech Seal StorageDocument4 pagesSealing Sense - Mech Seal StoragesurawutwijarnNo ratings yet
- MOV Test FormDocument1 pageMOV Test FormAli Akbar100% (1)
- Royal Purple BarrierDocument14 pagesRoyal Purple BarrierAnonymous H3I29yjNo ratings yet
- Double Piston EffectDocument1 pageDouble Piston EffectaiaudcoNo ratings yet
- Strainer CatalogDocument88 pagesStrainer CatalogPrasanta Kumar BeheraNo ratings yet
- EagleBurgmann BTE E2 PDF2 EagleBurgmann BT Mechanical Seals en 12.04.2016Document30 pagesEagleBurgmann BTE E2 PDF2 EagleBurgmann BT Mechanical Seals en 12.04.2016Alfa Rahadhi100% (1)
- Spare Part List-M3019Document30 pagesSpare Part List-M3019Saket SamratNo ratings yet
- 12 BSP FittingsDocument17 pages12 BSP Fittingsparag7676100% (1)
- Torque para PrisionerosDocument3 pagesTorque para PrisionerosJulian Chia100% (1)
- Devlon v-API OriginalDocument1 pageDevlon v-API OriginalCarlosIkedaNo ratings yet
- ORD 5700 Parker O-Ring HandbookDocument292 pagesORD 5700 Parker O-Ring Handbookcalaverilandia100% (1)
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryFrom EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryNo ratings yet
- O Ring Failure Analysis GuideDocument6 pagesO Ring Failure Analysis GuideSaikat Das Gupta100% (1)
- Why Do o Rings FailDocument10 pagesWhy Do o Rings Failabrham negashNo ratings yet
- Why Do o Rings FailDocument10 pagesWhy Do o Rings FailEyobNo ratings yet
- Common Seal FailuresDocument4 pagesCommon Seal Failuresbarry nancooNo ratings yet
- O Ring Failure AnalysisDocument5 pagesO Ring Failure AnalysisAmirmasoudNo ratings yet
- Eastomer Review PaperDocument33 pagesEastomer Review Paperharshpatel18No ratings yet
- Energies 12 00763 PDFDocument15 pagesEnergies 12 00763 PDFharshpatel18No ratings yet
- Energies 12 00763 PDFDocument15 pagesEnergies 12 00763 PDFharshpatel18No ratings yet
- 2016 Patel Harshkumar Thesis PDFDocument188 pages2016 Patel Harshkumar Thesis PDFharshpatel18No ratings yet
- Nanotechnology: Innovative Applications in The Oil & Gas IndustryDocument15 pagesNanotechnology: Innovative Applications in The Oil & Gas Industryharshpatel18No ratings yet
- Nanotechnology: Innovative Applications in The Oil & Gas IndustryDocument15 pagesNanotechnology: Innovative Applications in The Oil & Gas Industryharshpatel18No ratings yet
- Motion of Fracturing Fluid and Associated Environmental ImpactDocument22 pagesMotion of Fracturing Fluid and Associated Environmental Impactharshpatel18No ratings yet
- WP PJ PolyJetMaterialsDocument14 pagesWP PJ PolyJetMaterialsharshpatel18No ratings yet
- Nanotechnology: Innovative Applications in The Oil & Gas IndustryDocument15 pagesNanotechnology: Innovative Applications in The Oil & Gas Industryharshpatel18No ratings yet
- Laboratory Studies of In-Situ CombustionDocument5 pagesLaboratory Studies of In-Situ Combustionharshpatel18No ratings yet
- Dymetrol Automotive Seating System White Paper v5Document5 pagesDymetrol Automotive Seating System White Paper v5harshpatel18No ratings yet
- Gas Draft of White PaperDocument3 pagesGas Draft of White Paperharshpatel18No ratings yet
- Hydraulic Fracturing - PetroWikiDocument6 pagesHydraulic Fracturing - PetroWikiharshpatel18No ratings yet
- White Paper - Blow Molding TPOs With High Melt Strength Polyolefin ElastomersDocument4 pagesWhite Paper - Blow Molding TPOs With High Melt Strength Polyolefin Elastomersharshpatel18No ratings yet
- NEI Self-Healing FRC WhitePaperDocument4 pagesNEI Self-Healing FRC WhitePaperharshpatel18No ratings yet
- NEI Self-Healing FRC WhitePaperDocument4 pagesNEI Self-Healing FRC WhitePaperharshpatel18No ratings yet
- Coiled Tubing PetrowikiDocument3 pagesCoiled Tubing Petrowikiharshpatel18No ratings yet
- Model 35 Viscometer ManualDocument44 pagesModel 35 Viscometer Manualharshpatel18100% (2)
- Hydraulic Fracturing IntroductionDocument6 pagesHydraulic Fracturing Introductionharshpatel18No ratings yet
- Pore Pressure Prediction Using SeismicDocument2 pagesPore Pressure Prediction Using Seismicharshpatel18No ratings yet
- Fracture Diagnostic TechniquesDocument4 pagesFracture Diagnostic Techniquesharshpatel18No ratings yet
- CFDOil GasDocument2 pagesCFDOil GasCharlesDayanNo ratings yet
- Acid FracturingDocument3 pagesAcid Fracturingharshpatel18No ratings yet
- Material Product Data SheetDocument4 pagesMaterial Product Data SheethungNo ratings yet
- Min FlowDocument4 pagesMin FlowashrafNo ratings yet
- U Value Calculator - With Liner Only1Document1 pageU Value Calculator - With Liner Only1muathNo ratings yet
- ME8391-Engineering Thermodynamics PDFDocument20 pagesME8391-Engineering Thermodynamics PDFbharathNo ratings yet
- MacadamDocument14 pagesMacadamRakesh7770No ratings yet
- AFL Aluminum Bus ConductorsDocument24 pagesAFL Aluminum Bus Conductorstenk_manNo ratings yet
- Sporlan Valve Kit GuideDocument38 pagesSporlan Valve Kit GuideTroy LoveNo ratings yet
- Electrical Works - Transformer and HT LineDocument3 pagesElectrical Works - Transformer and HT LineSyed Abdul RawoofNo ratings yet
- Fosroc Conplast CNI: Constructive SolutionsDocument2 pagesFosroc Conplast CNI: Constructive SolutionsVincent JavateNo ratings yet
- Effect of Particle Shape of Silica Mineral On The Properties of Epoxy CompositesDocument8 pagesEffect of Particle Shape of Silica Mineral On The Properties of Epoxy CompositesOussama El BouadiNo ratings yet
- Resilmount Clip - Data SheetDocument2 pagesResilmount Clip - Data SheetKhader Abu-daggaNo ratings yet
- Xella Aircrete North America, IncDocument10 pagesXella Aircrete North America, Incaseem krishnaNo ratings yet
- Launceston General Hospital Expansion PlansDocument37 pagesLaunceston General Hospital Expansion PlansThe ExaminerNo ratings yet
- Section 08500 Windows Rev 0Document35 pagesSection 08500 Windows Rev 0Our SalahEddineNo ratings yet
- ProductCatalogue Aritco Home LiftDocument34 pagesProductCatalogue Aritco Home LiftNancy StarryNo ratings yet
- Deck Plate SDP-51Document2 pagesDeck Plate SDP-51Vince Ng Kean WeiNo ratings yet
- Chapter-01 What Is Human Comfort ?Document13 pagesChapter-01 What Is Human Comfort ?kartik chopraNo ratings yet
- Number:: Evaluation SubjectDocument22 pagesNumber:: Evaluation SubjectKevin ChanNo ratings yet
- EcogenDocument2 pagesEcogenBelle CervantesNo ratings yet
- Materials and Processes Quiz 3Document6 pagesMaterials and Processes Quiz 3RuthNo ratings yet
- Akguzel 2012Document14 pagesAkguzel 2012dewa made adityaNo ratings yet
- Homework #7Document3 pagesHomework #7Sebastián SantarrosaNo ratings yet