You might also like
- Water-Based Paint Formulations, Vol. 3From EverandWater-Based Paint Formulations, Vol. 3Rating: 4.5 out of 5 stars4.5/5 (6)
- CE 441 Foundation Engineering 05 07 2019Document216 pagesCE 441 Foundation Engineering 05 07 2019Md. Azizul Hakim100% (1)
- Painting SpecificationDocument19 pagesPainting Specificationamirthraj74No ratings yet
- SSPC Paint 44Document5 pagesSSPC Paint 44Fredy Xavier Domínguez100% (1)
- Increasing the Durability of Paint and Varnish Coatings in Building Products and ConstructionFrom EverandIncreasing the Durability of Paint and Varnish Coatings in Building Products and ConstructionNo ratings yet
- AngularJS Cheat SheetDocument3 pagesAngularJS Cheat SheetZulqarnain Hashmi100% (1)
- Annex 1C - Ice Plant and Cold Storage Inspection ChecklistDocument9 pagesAnnex 1C - Ice Plant and Cold Storage Inspection ChecklistMaxmore Karumamupiyo100% (2)
- Guest AccountingDocument8 pagesGuest Accountingjhen01gongonNo ratings yet
- Central Bureau of Investigation ManualDocument2 pagesCentral Bureau of Investigation Manualcsudha38% (13)
- Hydrostatic and Hydro-Testing in the Oil and Gas FieldFrom EverandHydrostatic and Hydro-Testing in the Oil and Gas FieldRating: 3 out of 5 stars3/5 (2)
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- Paint Calc-UaeDocument16 pagesPaint Calc-UaeKawser Hossain100% (2)
- U-Blox Parameters Setting ProtocolsDocument2 pagesU-Blox Parameters Setting Protocolspedrito perezNo ratings yet
- Corus - A Corrosion Protection GuideDocument6 pagesCorus - A Corrosion Protection GuideBellana SirishNo ratings yet
- Jotaprime Mastic 80 AGDocument8 pagesJotaprime Mastic 80 AGMuthu Sivarama Krishnan Nallaiah100% (2)
- ABAP On HANA Interview QuestionsDocument26 pagesABAP On HANA Interview QuestionsNagesh reddyNo ratings yet
- Chemflake Special AGDocument9 pagesChemflake Special AGAnantha PadmanabhanNo ratings yet
- Jo Tamasic 87 Mio Application GuideDocument10 pagesJo Tamasic 87 Mio Application GuideJurijs BNo ratings yet
- Cathodic Electrocoating of Body Skin Parts Made From Aluminum Semi-Finished ProductsDocument5 pagesCathodic Electrocoating of Body Skin Parts Made From Aluminum Semi-Finished ProductsMaryana c100% (1)
- The Fabrication of Materials: Materials TechnologyFrom EverandThe Fabrication of Materials: Materials TechnologyRating: 5 out of 5 stars5/5 (1)
- Instrumentation and Control Important Questions and AnswersDocument72 pagesInstrumentation and Control Important Questions and AnswersAjay67% (6)
- Paint Specification 1phDocument5 pagesPaint Specification 1phNhien ManNo ratings yet
- Teknomastic 80 Primer 8803-00 Tds enDocument6 pagesTeknomastic 80 Primer 8803-00 Tds en8q5tgtfn7tNo ratings yet
- Jotamastic 80 Aluminium: Technical Data Sheet Application GuideDocument10 pagesJotamastic 80 Aluminium: Technical Data Sheet Application GuideRohit KambleNo ratings yet
- Corrosion Prevent at Ion TechnologyDocument12 pagesCorrosion Prevent at Ion TechnologyandraspappNo ratings yet
- Jotamastic 87: Technical Data Sheet Application GuideDocument10 pagesJotamastic 87: Technical Data Sheet Application GuideMina RemonNo ratings yet
- 03 - Paint Spec - Added - FDC 25KDocument15 pages03 - Paint Spec - Added - FDC 25KJIM CAMPBELLNo ratings yet
- Barrier: Technical Data Sheet Application GuideDocument8 pagesBarrier: Technical Data Sheet Application GuideNurmalinda SihombingNo ratings yet
- Application Jotamastic 90 AlDocument13 pagesApplication Jotamastic 90 Aladitya kristantoNo ratings yet
- Application Guide Barrier 80Document8 pagesApplication Guide Barrier 80adeoye_okunoyeNo ratings yet
- Jotamastic 87: Technical Data Sheet Application GuideDocument10 pagesJotamastic 87: Technical Data Sheet Application GuideMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Barrier 77: Technical Data Sheet Application GuideDocument8 pagesBarrier 77: Technical Data Sheet Application GuideNurmalinda SihombingNo ratings yet
- Chemflake Special Application GuideDocument10 pagesChemflake Special Application GuideMohanadNo ratings yet
- Jotamastic 80 AG NewDocument10 pagesJotamastic 80 AG NewMuthu Sivarama Krishnan NallaiahNo ratings yet
- Jotamastic 70Document9 pagesJotamastic 70Muhammad HanafiNo ratings yet
- Marathon 500 AGDocument10 pagesMarathon 500 AGAbdul KharisNo ratings yet
- Amerlock 2C: Fast Drying High Solids Epoxy Product Data/ Application InstructionsDocument4 pagesAmerlock 2C: Fast Drying High Solids Epoxy Product Data/ Application InstructionsTony KhouryNo ratings yet
- Barrier - 80 - Product - Description - Technicad HL PDFDocument8 pagesBarrier - 80 - Product - Description - Technicad HL PDFDimas BatamNo ratings yet
- G16S-0205-01 - Repair Hot Drip Galv SurfaceDocument5 pagesG16S-0205-01 - Repair Hot Drip Galv Surfacepuwarin naja100% (1)
- Barrier 80: Technical Data Sheet Application GuideDocument8 pagesBarrier 80: Technical Data Sheet Application GuideAyman JadNo ratings yet
- Jotamastic 90: Technical Data Sheet Application GuideDocument13 pagesJotamastic 90: Technical Data Sheet Application GuideAditya NugrahaNo ratings yet
- Barrier: Technical Data Sheet Application GuideDocument8 pagesBarrier: Technical Data Sheet Application GuideANIBALLOPEZVEGANo ratings yet
- Penguard Express Application GuideDocument10 pagesPenguard Express Application GuidenizamuddinNo ratings yet
- Barrier 77 PDFDocument8 pagesBarrier 77 PDFRizki AhmadNo ratings yet
- AG 462 Jota Armour Euk GBDocument10 pagesAG 462 Jota Armour Euk GBEirikJohansenNo ratings yet
- Barrier 65: Technical Data Sheet Application GuideDocument8 pagesBarrier 65: Technical Data Sheet Application Guidesabari ramasamyNo ratings yet
- Penguard Xpress - Application GuideDocument10 pagesPenguard Xpress - Application GuideMarcos MacaiaNo ratings yet
- Jotamastic 90 GF: Technical Data Sheet Application GuideDocument11 pagesJotamastic 90 GF: Technical Data Sheet Application GuidemanthoexNo ratings yet
- Tankguard PlusDocument11 pagesTankguard PlusAbrar HussainNo ratings yet
- Interbond 1202UPC: Universal Pipe CoatingDocument4 pagesInterbond 1202UPC: Universal Pipe CoatingChennaNo ratings yet
- Jotun Jotamastic Plus - Aluminium Application GuideDocument9 pagesJotun Jotamastic Plus - Aluminium Application Guidehendro.saranghaeNo ratings yet
- Penguard Mio Application GuideDocument9 pagesPenguard Mio Application Guidenachi100No ratings yet
- LS Nylon 12 GF Material SpecificationsDocument10 pagesLS Nylon 12 GF Material SpecificationsAlexandreau del FierroNo ratings yet
- Chemflake SpecialDocument10 pagesChemflake SpecialNabeel K SNo ratings yet
- AG 2521 Barrier Euk GBDocument9 pagesAG 2521 Barrier Euk GBDoni RandanuNo ratings yet
- Penguard Express ZP: Technical Data Sheet Application GuideDocument8 pagesPenguard Express ZP: Technical Data Sheet Application GuideAzar SKNo ratings yet
- Jota MasticDocument13 pagesJota MasticSing Yew LamNo ratings yet
- Application Guide Jotamastic Smart PackDocument10 pagesApplication Guide Jotamastic Smart Packdin100% (1)
- G16S-0205-04 - Shop Coat Galv Surf (Duplex)Document3 pagesG16S-0205-04 - Shop Coat Galv Surf (Duplex)puwarin naja100% (1)
- Penguard Express ZP Application GuideDocument8 pagesPenguard Express ZP Application GuidenizamuddinNo ratings yet
- AG 18420 Penguard Pro GF Euk GBDocument12 pagesAG 18420 Penguard Pro GF Euk GBaandueza_1No ratings yet
- Tankguard DW: Technical Data Sheet Application GuideDocument10 pagesTankguard DW: Technical Data Sheet Application GuideNico NgNo ratings yet
- Marathon XHB: Technical Data Sheet Application GuideDocument9 pagesMarathon XHB: Technical Data Sheet Application GuideDamar WardhanaNo ratings yet
- Penguard HB AGDocument10 pagesPenguard HB AGSindh ScrapNo ratings yet
- Alkydprimer AGDocument8 pagesAlkydprimer AGangelito bernalNo ratings yet
- PDFDocument12 pagesPDFThamaraikani ManiNo ratings yet
- Durability of Coating Repair Systems For Offshore Services - Eurocorr 2014Document17 pagesDurability of Coating Repair Systems For Offshore Services - Eurocorr 2014ANIBALLOPEZVEGA100% (1)
- AG Penguard Universal GB English ProtectiveDocument14 pagesAG Penguard Universal GB English ProtectiveajuhaseenNo ratings yet
- AG 7740 Tankguard SF Euk GBDocument11 pagesAG 7740 Tankguard SF Euk GBChandran NairNo ratings yet
- SP 11 Nov2013Document4 pagesSP 11 Nov2013Fredy Xavier DomínguezNo ratings yet
- Ureprime HS2 TDDocument2 pagesUreprime HS2 TDFredy Xavier DomínguezNo ratings yet
- Product Data Sheet: 100 RTS (256J9) Concrete and Metal PrimerDocument2 pagesProduct Data Sheet: 100 RTS (256J9) Concrete and Metal PrimerFredy Xavier DomínguezNo ratings yet
- PDS Hempadur 45883Document2 pagesPDS Hempadur 45883Fredy Xavier DomínguezNo ratings yet
- Pds Versiline Tl-91 S En-UsDocument2 pagesPds Versiline Tl-91 S En-UsFredy Xavier Domínguez100% (1)
- UT Dallas Syllabus For cs4341.001.09s Taught by (Moldovan)Document4 pagesUT Dallas Syllabus For cs4341.001.09s Taught by (Moldovan)UT Dallas Provost's Technology GroupNo ratings yet
- FGD MetallurgyDocument5 pagesFGD MetallurgyrajivashishNo ratings yet
- Comprehensive Case 2 - QuestionDocument7 pagesComprehensive Case 2 - QuestionPraveen RoshenNo ratings yet
- Man 3Document38 pagesMan 3Paylo KatolykNo ratings yet
- 1 General: Fig. 1.1 Industrial RobotDocument40 pages1 General: Fig. 1.1 Industrial RobotArunNo ratings yet
- Lenovo Security ThinkShield-Solutions-Guide Ebook IDG NA HV DownloadDocument10 pagesLenovo Security ThinkShield-Solutions-Guide Ebook IDG NA HV DownloadManeshNo ratings yet
- Modeling Cover Letter No ExperienceDocument7 pagesModeling Cover Letter No Experienceimpalayhf100% (1)
- LIC Form - Intimation of Death Retirement Leaving ServiceDocument1 pageLIC Form - Intimation of Death Retirement Leaving ServicekaustubhNo ratings yet
- Refference 01 Sheethal Visa Rejection Reason ExplanationDocument3 pagesRefference 01 Sheethal Visa Rejection Reason ExplanationAniket PatelNo ratings yet
- Philips Chassis Lc4.31e Aa Power Dps 181 PDFDocument9 pagesPhilips Chassis Lc4.31e Aa Power Dps 181 PDFAouadi AbdellazizNo ratings yet
- Octopus 900 Instructions For UseDocument18 pagesOctopus 900 Instructions For UseAli FadhilNo ratings yet
- 9a Grundfos 50Hz Catalogue-1322Document48 pages9a Grundfos 50Hz Catalogue-1322ZainalNo ratings yet
- MC 10226555 0001Document7 pagesMC 10226555 0001Hema IbraNo ratings yet
- Electrical NTPCDocument24 pagesElectrical NTPCSenthil KumarNo ratings yet
- Routing Fundamentals: How A Juniper Device Makes Forwarding DecisionsDocument8 pagesRouting Fundamentals: How A Juniper Device Makes Forwarding DecisionsLarsec LarsecNo ratings yet
- 4439 Chap01Document28 pages4439 Chap01bouthaina otNo ratings yet
- Tech Bee JavaDocument57 pagesTech Bee JavaA KarthikNo ratings yet
- 036 ColumnComparisonGuideDocument16 pages036 ColumnComparisonGuidefarkad rawiNo ratings yet
- Shell Omala s2 GX 320 TdsDocument2 pagesShell Omala s2 GX 320 TdsOnie Hammamz OylNo ratings yet
- Chapter 3: Classical Production Models: News Vendor ModelDocument85 pagesChapter 3: Classical Production Models: News Vendor ModelmauriciovendraminNo ratings yet
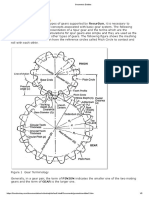
- Geometric Entities: Basic Gear TerminologyDocument5 pagesGeometric Entities: Basic Gear TerminologyMatija RepincNo ratings yet
- Sterling PumpeDocument20 pagesSterling PumpesrdzaNo ratings yet