You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Atlassian Certificate-IsO 27001Document2 pagesAtlassian Certificate-IsO 27001David BriggsNo ratings yet
- SHG 25 3000 SeriesDocument23 pagesSHG 25 3000 Seriesjpsingh75No ratings yet
- 6 Shifter Interlock System in 90's Transmissions-ServiceDocument10 pages6 Shifter Interlock System in 90's Transmissions-ServiceJack Carl100% (1)
- Digital BandDocument93 pagesDigital BandTofel EmedNo ratings yet
- Cam DynamicsDocument8 pagesCam DynamicsRitik PatelNo ratings yet
- Richard GrisenthwaiteDocument25 pagesRichard GrisenthwaitecaarthiyayiniNo ratings yet
- Distance Measurement Methods & CalculationsDocument16 pagesDistance Measurement Methods & CalculationsAlfonso John AnthonyNo ratings yet
- TS1A-13A: Operation and Maintenance ManualDocument204 pagesTS1A-13A: Operation and Maintenance ManualJavier AponteNo ratings yet
- NZS 4298:1998 Materials and Workmanship For Earth Buildings: Skip To Main Content Skip To Primary NavigationDocument10 pagesNZS 4298:1998 Materials and Workmanship For Earth Buildings: Skip To Main Content Skip To Primary NavigationRui TerrasNo ratings yet
- Otis Relay Coils SpecificationsDocument1 pageOtis Relay Coils SpecificationsDamian Alberto EspositoNo ratings yet
- Marking Fixture PresentationDocument31 pagesMarking Fixture PresentationAvinash JejurkarNo ratings yet
- Acoustic Emission-Based Monitoring Approach For Friction Stir Welding of Aluminum Alloy AA6063-T6 With Different Tool Pin ProfilesDocument10 pagesAcoustic Emission-Based Monitoring Approach For Friction Stir Welding of Aluminum Alloy AA6063-T6 With Different Tool Pin ProfileslarryNo ratings yet
- RE 1 (BAB 8 DAN BAB 9) - Halaman-9-18Document10 pagesRE 1 (BAB 8 DAN BAB 9) - Halaman-9-18Yesi Indri HeryaniNo ratings yet
- Brochure Ef SchoolDocument2 pagesBrochure Ef SchoolperulapiaNo ratings yet
- ABC Vs Acb Phase Seq t60 Get-8431bDocument3 pagesABC Vs Acb Phase Seq t60 Get-8431bkcirrenwodNo ratings yet
- Fls Brochure Usa v2 PDFDocument4 pagesFls Brochure Usa v2 PDFXa ViNo ratings yet
- Abbreviations GuideDocument12 pagesAbbreviations GuideHosein AsgariNo ratings yet
- Geh 6130Document132 pagesGeh 6130Sergio FurutaNo ratings yet
- Gauss Lab 01Document4 pagesGauss Lab 01Diego Giraldo BoteroNo ratings yet
- The Writer Is A Young Boy Who Is Taken To The Railway Station To See Soldiers Departing For The Second World WarDocument2 pagesThe Writer Is A Young Boy Who Is Taken To The Railway Station To See Soldiers Departing For The Second World WarFariha RahmanNo ratings yet
- Limodor: Ventilation According To DIN 18017-3Document16 pagesLimodor: Ventilation According To DIN 18017-3Petar BaricevicNo ratings yet
- Ec7 WallapDocument20 pagesEc7 WallapJack DoverNo ratings yet
- Astm C109-16Document10 pagesAstm C109-16Travis TwaddellNo ratings yet
- Structural Analysis With The Finite Element Method. Linear StaticsDocument1 pageStructural Analysis With The Finite Element Method. Linear StaticsluchogilmourNo ratings yet
- Manual Erie 541NDocument43 pagesManual Erie 541NrichmondinnNo ratings yet
- Terminal Blocks: KasugaDocument6 pagesTerminal Blocks: KasugaKs MuraliNo ratings yet
- Volvo FMX: Product Guide - Euro 3-5Document24 pagesVolvo FMX: Product Guide - Euro 3-5HiT Dayat100% (2)
- Centerline Alfa Catalog13Document53 pagesCenterline Alfa Catalog13sisonco100% (1)
- Satellite 2755dvdDocument2 pagesSatellite 2755dvdeduinnNo ratings yet
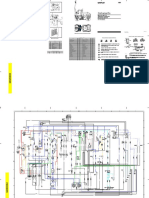
- Electric Schematic CB113 114 QENR2003 PDFDocument2 pagesElectric Schematic CB113 114 QENR2003 PDFHipac TapicuNo ratings yet