You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Excelente Welding Inspection Qualifications Testing Procedures PDFDocument117 pagesExcelente Welding Inspection Qualifications Testing Procedures PDFravi00098No ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Cast IronDocument21 pagesCast Irondellibabu509No ratings yet
- Coaches Handbook - Updated PDFDocument52 pagesCoaches Handbook - Updated PDFtecht0n1c100% (1)
- Junior Coaching Kit Cricket NSWDocument18 pagesJunior Coaching Kit Cricket NSWapi-4019634730% (1)
- Design Manual For Structural Stainless Steel - Commentary PDFDocument105 pagesDesign Manual For Structural Stainless Steel - Commentary PDFcromwell2000No ratings yet
- Loadout AnalysisDocument23 pagesLoadout AnalysisChinnaraja GandhiNo ratings yet
- Engineering Materials MCQs PDFDocument41 pagesEngineering Materials MCQs PDFRamesh KondriNo ratings yet
- ASTM A 967 Passivation PDFDocument7 pagesASTM A 967 Passivation PDFmanesarkar100% (1)
- The Personal Mastery Journal - DailyDocument85 pagesThe Personal Mastery Journal - DailyChinnaraja GandhiNo ratings yet
- PASSPORT DETAILS FOR VARSHA FROM INDIADocument1 pagePASSPORT DETAILS FOR VARSHA FROM INDIAChinnaraja GandhiNo ratings yet
- UntitledDocument1 pageUntitledChinnaraja GandhiNo ratings yet
- Dunes International School chemistry notes provide key detailsDocument3 pagesDunes International School chemistry notes provide key detailsChinnaraja GandhiNo ratings yet
- Grandma's cookies become village famous treatDocument3 pagesGrandma's cookies become village famous treatChinnaraja GandhiNo ratings yet
- Youtube ChannelDocument1 pageYoutube ChannelChinnaraja GandhiNo ratings yet
- Indian passport details for Pandiammal born in 1952Document1 pageIndian passport details for Pandiammal born in 1952Chinnaraja GandhiNo ratings yet
- Dunes International SchoolDocument4 pagesDunes International SchoolChinnaraja GandhiNo ratings yet
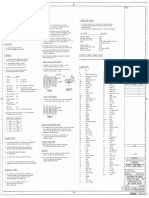
- General NotesDocument12 pagesGeneral NotesChinnaraja GandhiNo ratings yet
- Famous Person (Autosaved)Document5 pagesFamous Person (Autosaved)Chinnaraja GandhiNo ratings yet
- Wiac - Info PDF Learn Telugu Through Tamil PRDocument3 pagesWiac - Info PDF Learn Telugu Through Tamil PRChinnaraja GandhiNo ratings yet
- Dunes International School: L.15-Knowledge Is PowerDocument3 pagesDunes International School: L.15-Knowledge Is PowerChinnaraja GandhiNo ratings yet
- Dunes International School January 2023 Monthly Planner Grade 8Document3 pagesDunes International School January 2023 Monthly Planner Grade 8Chinnaraja GandhiNo ratings yet
- Dunes International School: Worksheet Answer Key Subject: SST Class: 5 Section: NameDocument4 pagesDunes International School: Worksheet Answer Key Subject: SST Class: 5 Section: NameChinnaraja GandhiNo ratings yet
- Lookbook CatalogueDocument168 pagesLookbook CataloguemythygpbhuNo ratings yet
- Std-Iv CWDocument2 pagesStd-Iv CWChinnaraja GandhiNo ratings yet
- 2021 Calendar: January 2021 February 2021Document1 page2021 Calendar: January 2021 February 2021Chinnaraja GandhiNo ratings yet
- Natwest Inter Cricket Session PlansDocument30 pagesNatwest Inter Cricket Session PlansChinnaraja GandhiNo ratings yet
- ContainerDocument9 pagesContainerChinnaraja GandhiNo ratings yet
- HKTS 9/16: Home Theater Speaker SystemDocument14 pagesHKTS 9/16: Home Theater Speaker SystemChinnaraja GandhiNo ratings yet
- Natwest Inter Cricket Session PlansDocument30 pagesNatwest Inter Cricket Session PlansChinnaraja GandhiNo ratings yet
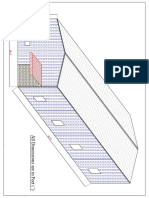
- 3D ViewDocument1 page3D ViewChinnaraja GandhiNo ratings yet
- NEROLAMDocument56 pagesNEROLAMChinnaraja GandhiNo ratings yet
- Acrylic MDF and Decorative Wall Panel SolutionsDocument24 pagesAcrylic MDF and Decorative Wall Panel SolutionsChinnaraja GandhiNo ratings yet
- © 2009 Gullane (Thomas) Limited. HIT and The HIT Logo Are Trademarks of HIT Entertainment LimitedDocument16 pages© 2009 Gullane (Thomas) Limited. HIT and The HIT Logo Are Trademarks of HIT Entertainment LimitedChinnaraja Gandhi100% (1)
- Waca Community Coach Participant InformationDocument55 pagesWaca Community Coach Participant Informationapi-443327549No ratings yet
- Myca Batting SkillsDocument25 pagesMyca Batting SkillsChinnaraja GandhiNo ratings yet
- Electrode Dan Welding Wires 1646204294Document7 pagesElectrode Dan Welding Wires 1646204294Gibran RamadhanNo ratings yet
- QW-483 (Red) PQR No.: Tme 358Document1 pageQW-483 (Red) PQR No.: Tme 358Sudhir KotkarNo ratings yet
- Is 319 2007 PDFDocument14 pagesIs 319 2007 PDFsingaravelan narayanasamyNo ratings yet
- VALVULA CHECK Dorot PDFDocument1 pageVALVULA CHECK Dorot PDFGustavo RomanNo ratings yet
- Extended Catalog: Flanged Safety Relief Valves Series 526Document6 pagesExtended Catalog: Flanged Safety Relief Valves Series 526Roddy IgnacioNo ratings yet
- Gravimetry Sample ProbDocument1 pageGravimetry Sample ProbRizza Mae RaferNo ratings yet
- Effect of Postweld Heat Treatment On Microstructures and Hardness of TIG Weldment Between P22 and P91 Steels With Inconel 625 Filler MetalDocument7 pagesEffect of Postweld Heat Treatment On Microstructures and Hardness of TIG Weldment Between P22 and P91 Steels With Inconel 625 Filler MetalParmodSharmaNo ratings yet
- Machine Design and Shop Practice (ELEMENTS)Document5 pagesMachine Design and Shop Practice (ELEMENTS)Gold BlandoNo ratings yet
- Hot-Dip Galvanized Steel Sheet With Excellent Surface Quality For Automotive Outer PanelsDocument6 pagesHot-Dip Galvanized Steel Sheet With Excellent Surface Quality For Automotive Outer PanelsHerdisNo ratings yet
- ISWP Report - Kunal VaidyaDocument41 pagesISWP Report - Kunal VaidyaKunal VaidyaNo ratings yet
- Ace 2014Document139 pagesAce 2014Maaeglobal ResourcesNo ratings yet
- Optimal Hot-Dipped Tinning Process Routine For TheDocument15 pagesOptimal Hot-Dipped Tinning Process Routine For TheMina RemonNo ratings yet
- Fundamentals of Mobile Heavy EquipmentDocument9 pagesFundamentals of Mobile Heavy Equipmentwin min soeNo ratings yet
- MS 1210 Part 1 1991Document32 pagesMS 1210 Part 1 1991Thinagaran N ManiamNo ratings yet
- Heat Treatment Procedure Qualification ReportDocument96 pagesHeat Treatment Procedure Qualification ReportrecnessNo ratings yet
- Vật liệu học và xử lý: +AnnealingDocument13 pagesVật liệu học và xử lý: +AnnealingĐinh Gia HuyNo ratings yet
- WeldingDocument16 pagesWeldingKhuda BukshNo ratings yet
- A1016A1016M 18a Standard Specification For General Requirements For Ferritic Alloy Steel, Austenitic Alloy Steel, and Stainless Steel TubesDocument12 pagesA1016A1016M 18a Standard Specification For General Requirements For Ferritic Alloy Steel, Austenitic Alloy Steel, and Stainless Steel TubesEda VergiliNo ratings yet
- Health and Safety Data SheetDocument5 pagesHealth and Safety Data SheetthumperwardNo ratings yet
- Metallurgy Question Bank - Questions OnlyDocument6 pagesMetallurgy Question Bank - Questions OnlyMANYAM. HARI KRISHNA MECHANICAL ENGINEERINGNo ratings yet
- A668Document8 pagesA668Vladimir JaraNo ratings yet
- Faculty of Engineering, UNIMASDocument4 pagesFaculty of Engineering, UNIMASjohnNo ratings yet
- Surface PreparationDocument31 pagesSurface PreparationT aljuNo ratings yet
- Novakovic J. y Vassiliou P. Corrosion Silver Alloy Artefacts in Soil. 2007Document7 pagesNovakovic J. y Vassiliou P. Corrosion Silver Alloy Artefacts in Soil. 2007Trinidad Pasíes Arqueología-ConservaciónNo ratings yet
- 7 Benefits of Stainless SteelDocument3 pages7 Benefits of Stainless SteelMohamed SafeerNo ratings yet