You might also like
- Fria ReviewerDocument5 pagesFria ReviewerPearl Angeli Quisido CanadaNo ratings yet
- Sample Computaion of Estate TaxDocument6 pagesSample Computaion of Estate TaxlheyniiNo ratings yet
- Research New Trends in AccountingDocument41 pagesResearch New Trends in AccountinglheyniiNo ratings yet
- Anti Corruption SloganDocument1 pageAnti Corruption SloganlheyniiNo ratings yet
- Fire TacticsDocument127 pagesFire Tacticsaquatr100% (2)
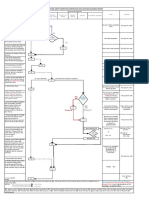
- BFP Flowchart Guide New Business Fire Safety CertificateDocument1 pageBFP Flowchart Guide New Business Fire Safety CertificatelheyniiNo ratings yet
- BFP Anti Fixer Campaign Theme PDFDocument1 pageBFP Anti Fixer Campaign Theme PDFlheyniiNo ratings yet
- Fire Hydrants PDFDocument8 pagesFire Hydrants PDFlheyniiNo ratings yet
- RRLDocument6 pagesRRLlheynii0% (1)
- Go Forward Co.,Ltd.Document112 pagesGo Forward Co.,Ltd.Pornnipa Sanyarattanaphit100% (1)
- Jazz's Ice Drop System - PapersDocument1 pageJazz's Ice Drop System - PaperslheyniiNo ratings yet
- Business PlanDocument40 pagesBusiness Planbrindusa gtj94% (16)
- WDocument6 pagesWlheyniiNo ratings yet
- RA 7942: Philippine Mining ActDocument55 pagesRA 7942: Philippine Mining ActlheyniiNo ratings yet
- Pi 3.141593 Round 0 3 1 3.1 12 2 3.14 12 3 3.142 45 Up 3.142 78 Down 3.141 65Document3 pagesPi 3.141593 Round 0 3 1 3.1 12 2 3.14 12 3 3.142 45 Up 3.142 78 Down 3.141 65lheyniiNo ratings yet
- 002Document12 pages002lheyniiNo ratings yet
- Jazz's Ice Drop System - PapersDocument1 pageJazz's Ice Drop System - PaperslheyniiNo ratings yet
- Master The Civil Service Exams Study Guide 1Document3 pagesMaster The Civil Service Exams Study Guide 1lheyniiNo ratings yet
- Constitutional Law ReviewerDocument185 pagesConstitutional Law ReviewerlheyniiNo ratings yet
- Obligations and ContractsDocument27 pagesObligations and ContractsMiGay Tan-Pelaez93% (80)
- English 007 Report - Writing MemosDocument17 pagesEnglish 007 Report - Writing MemoslheyniiNo ratings yet
- Part II Philippines' Civil Service Professional ReviewerDocument25 pagesPart II Philippines' Civil Service Professional ReviewerJed Tedor89% (122)
- Part I Philippines' Civil Service Professional ReviewerDocument24 pagesPart I Philippines' Civil Service Professional ReviewerJed Tedor94% (893)
- Reviewer in Philippine ConstitutionDocument7 pagesReviewer in Philippine ConstitutionMarvin Cabantac50% (2)
- Republic Act NoDocument55 pagesRepublic Act NolheyniiNo ratings yet
- Love in The Open HandDocument1 pageLove in The Open HandlheyniiNo ratings yet
- In The EndDocument1 pageIn The EndlheyniiNo ratings yet
- Execution AccrualDocument11 pagesExecution AccrualKumar AnimeshNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Cdi 6 Fire Technology and Arson InvestigationDocument40 pagesCdi 6 Fire Technology and Arson InvestigationTodd RamiscalNo ratings yet
- Miscible Gas Injection Report SummaryDocument9 pagesMiscible Gas Injection Report SummaryAli MahmoudNo ratings yet
- Blow-Down Procedure For Marine Boilers PDFDocument7 pagesBlow-Down Procedure For Marine Boilers PDFRejoGevargheseRajanNo ratings yet
- Produced Water Treatment TechnologiesDocument21 pagesProduced Water Treatment TechnologiesAhmed Ali100% (1)
- CC1 & CC2 Revision NotesDocument2 pagesCC1 & CC2 Revision NotestBLE806No ratings yet
- Pool Hydraulic Analysis FormDocument6 pagesPool Hydraulic Analysis FormtonyonlyNo ratings yet
- Heisler Graphics PDFDocument3 pagesHeisler Graphics PDFPedro Augusto Soares100% (1)
- Kinetic Theory and Gas LawsDocument3 pagesKinetic Theory and Gas LawsMarvin IdigaNo ratings yet
- Air Blowing: Method Statement FORDocument6 pagesAir Blowing: Method Statement FORrvsreddysenaNo ratings yet
- New ServicesDocument45 pagesNew ServicesMudassar MaqsoodNo ratings yet
- IntelliLevel BrocDocument2 pagesIntelliLevel BrocChristian GHNo ratings yet
- Prelim Quiz 2Document4 pagesPrelim Quiz 2onyxNo ratings yet
- KIL3012 - WEEK 3 - 24.9.19 (Student Copy)Document84 pagesKIL3012 - WEEK 3 - 24.9.19 (Student Copy)EdNo ratings yet
- Measure and compare drag forces on scaled models and prototypesDocument8 pagesMeasure and compare drag forces on scaled models and prototypesTimNo ratings yet
- Gate Solved Paper - Me: Heat TransferDocument38 pagesGate Solved Paper - Me: Heat Transferrudresh JmNo ratings yet
- Experimental Investigation of Boundary Layer Separation Influence of Pressure Distribution On Cylinder Surface in Wind Tunnel Armfield C15-10Document4 pagesExperimental Investigation of Boundary Layer Separation Influence of Pressure Distribution On Cylinder Surface in Wind Tunnel Armfield C15-10zivkovic brankoNo ratings yet
- Acs Iecr 5b00480 PDFDocument11 pagesAcs Iecr 5b00480 PDFAvijit KarmakarNo ratings yet
- Activated Sludge Process, Design Criteria, Advantages & DisadvantagesDocument3 pagesActivated Sludge Process, Design Criteria, Advantages & DisadvantagesThrishnaa BalasupurManiamNo ratings yet
- Furnace DesignDocument19 pagesFurnace DesignAli RazaNo ratings yet
- ME 152L-2 SY2122 2Q Module 1 Exam - QuestDocument2 pagesME 152L-2 SY2122 2Q Module 1 Exam - QuestCarlos Luis BarquillaNo ratings yet
- H05899 - H2Zero - Gas Shutoff (Carbonate Formations)Document5 pagesH05899 - H2Zero - Gas Shutoff (Carbonate Formations)Leopold Roj DomNo ratings yet
- Matlab Code For Biomass Gasifier ModelDocument87 pagesMatlab Code For Biomass Gasifier ModelAli Kalisa100% (1)
- Air Compressor List DataDocument22 pagesAir Compressor List DataHina Thetenders.comNo ratings yet
- Area 2Document16 pagesArea 2Krisher DhayNo ratings yet
- Enclosure Phenomena in Confined Natural ConvectionDocument14 pagesEnclosure Phenomena in Confined Natural ConvectionAJER JOURNALNo ratings yet
- Column Flotation Systems With Cavitation TubeDocument8 pagesColumn Flotation Systems With Cavitation TubeRogério Leonardo OliveiraNo ratings yet
- Chapter A8-Prestressed Concrete Cylinder Pipe (PCCP) and Fittings PDFDocument19 pagesChapter A8-Prestressed Concrete Cylinder Pipe (PCCP) and Fittings PDFRoel RicamaraNo ratings yet
- Computation Water Hammer With Finite ElementDocument6 pagesComputation Water Hammer With Finite ElementyousefNo ratings yet
- Ta BBV LF: Balancing ValvesDocument12 pagesTa BBV LF: Balancing ValvesDanZel DanNo ratings yet
- Dokumen - Pub - Modern Pressure Transient Analysis of Petroleum Reservoirs A Practical View 3031288882 9783031288883Document230 pagesDokumen - Pub - Modern Pressure Transient Analysis of Petroleum Reservoirs A Practical View 3031288882 9783031288883sajjad moradiNo ratings yet