You might also like
- Acce So RiosDocument7 pagesAcce So RiosFabián AlonsoNo ratings yet
- 02 - 15172 - GEjercicios-N°2: TurbinasDocument2 pages02 - 15172 - GEjercicios-N°2: TurbinasFabián AlonsoNo ratings yet
- NCH 2369 of 2003 Diseno Sismico de Estructuras e Instalaciones Industriales PDFDocument131 pagesNCH 2369 of 2003 Diseno Sismico de Estructuras e Instalaciones Industriales PDFVale Ulloa Fritz100% (4)
- Apuntes Planta DesaladoraDocument7 pagesApuntes Planta DesaladoraFabián AlonsoNo ratings yet
- Acce So RiosDocument7 pagesAcce So RiosFabián AlonsoNo ratings yet
- Apuntes Planta DesaladoraDocument7 pagesApuntes Planta DesaladoraFabián AlonsoNo ratings yet
- SellosDocument1 pageSellosFabián AlonsoNo ratings yet
- Unidad - 4: Turbinas AccionDocument44 pagesUnidad - 4: Turbinas AccionFabián AlonsoNo ratings yet
- Unidad - 3: Turbinas ReaccionDocument35 pagesUnidad - 3: Turbinas ReaccionFabián AlonsoNo ratings yet
- NCH 2369 of 2003 Diseno Sismico de Estructuras e Instalaciones Industriales PDFDocument131 pagesNCH 2369 of 2003 Diseno Sismico de Estructuras e Instalaciones Industriales PDFVale Ulloa Fritz100% (4)
- Conducción TransienteDocument25 pagesConducción TransienteFabián AlonsoNo ratings yet
- Aranceles Titulacion 2019 030119Document1 pageAranceles Titulacion 2019 030119Fabián AlonsoNo ratings yet
- ViscosidadDocument5 pagesViscosidadFabián AlonsoNo ratings yet
- 2019 Udla Malla Traduccion e Interpretacion en InglesDocument1 page2019 Udla Malla Traduccion e Interpretacion en InglesFabián AlonsoNo ratings yet
- Ecuación Difusión CalorDocument11 pagesEcuación Difusión CalorFabián AlonsoNo ratings yet
- Conducción de Calor 1D PDFDocument28 pagesConducción de Calor 1D PDFFabián AlonsoNo ratings yet
- Guia de VideoTutoriales HeTProDocument89 pagesGuia de VideoTutoriales HeTProCristian Q. RodríguezNo ratings yet
- Soldadura C608Document12 pagesSoldadura C608Fabián AlonsoNo ratings yet
- Ayudantia Codigo G Programacion CNCDocument4 pagesAyudantia Codigo G Programacion CNCFabián AlonsoNo ratings yet
- Doblado C602Document11 pagesDoblado C602Fabián AlonsoNo ratings yet
- Valores Tramites Universitarios R8314 261218 030119Document3 pagesValores Tramites Universitarios R8314 261218 030119Fabián AlonsoNo ratings yet
- 2019 Udla Malla Traduccion e Interpretacion en InglesDocument1 page2019 Udla Malla Traduccion e Interpretacion en InglesFabián AlonsoNo ratings yet
- Mecánica Fluidos Curso2019Document228 pagesMecánica Fluidos Curso2019Fabián AlonsoNo ratings yet
- Pep Resistencia de MaterialesDocument2 pagesPep Resistencia de MaterialesFabián AlonsoNo ratings yet
- Mecánica Fluidos Curso2019Document228 pagesMecánica Fluidos Curso2019Fabián AlonsoNo ratings yet
- Guia GUM - CEM JCGM 100 - 2008 PDFDocument142 pagesGuia GUM - CEM JCGM 100 - 2008 PDFROBINNo ratings yet
- ErichsenDocument41 pagesErichsenSebastian DiazNo ratings yet
- Pranificación y Control de ProducciónDocument9 pagesPranificación y Control de ProducciónluisNo ratings yet
- 01 Introducción General PDFDocument24 pages01 Introducción General PDFFabián AlonsoNo ratings yet
- Clase 3 Envase y Embalaje 2022-IDocument5 pagesClase 3 Envase y Embalaje 2022-IDyanira ElíasNo ratings yet
- Ejercicios de ConversiónDocument3 pagesEjercicios de ConversiónjaviquirarteNo ratings yet
- Hoja de Seguridad MSDS Cloruro de Zinc ModeloDocument3 pagesHoja de Seguridad MSDS Cloruro de Zinc ModeloGester Tafur RojasNo ratings yet
- Registros de Apriete de PernosDocument2 pagesRegistros de Apriete de PernosLuis Alexander Cristobal UbaldoNo ratings yet
- Lista de Precios Pintura QuimicolorDocument3 pagesLista de Precios Pintura QuimicolorCarlos Luis Morales PinedaNo ratings yet
- 86 Trucos para ExcelDocument22 pages86 Trucos para ExcelPollo IturraldeNo ratings yet
- Autonomo Parcial Escenario 4Document15 pagesAutonomo Parcial Escenario 4ALBERTNo ratings yet
- Banco de Preguntas SNCDocument3 pagesBanco de Preguntas SNCVilma Eduviges Roca BosquezNo ratings yet
- Propuesta Plan de CapacitacionDocument4 pagesPropuesta Plan de CapacitacionAllen Marcelo Ballesteros LópezNo ratings yet
- Divircio Lisbeth RojasDocument3 pagesDivircio Lisbeth RojasNELLY PEÑANo ratings yet
- 4°jeg MateDocument28 pages4°jeg MateTANIA GUTIERREZNo ratings yet
- Expo Sed®ulacionDocument19 pagesExpo Sed®ulacionAlejandra azuelaNo ratings yet
- Programa - Lectura de Textos en Inglés I-Genérico - Diseño Gráfico-2016-1Document3 pagesPrograma - Lectura de Textos en Inglés I-Genérico - Diseño Gráfico-2016-1Keelly GoMezNo ratings yet
- 01 TermoquímicaDocument45 pages01 Termoquímicajoe1000100% (14)
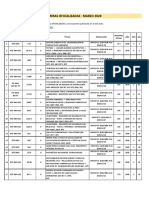
- Normas Oficializadas Marzo 2020Document2 pagesNormas Oficializadas Marzo 2020Martha AvilaNo ratings yet
- Propiedades Coligativa 2023Document5 pagesPropiedades Coligativa 2023elizabethNo ratings yet
- Placa de Yeso EstandarDocument5 pagesPlaca de Yeso EstandarSICON ProyectosNo ratings yet
- Criterios de Integracion Al MNVCCDocument7 pagesCriterios de Integracion Al MNVCCVI .23 Loaiza riojas july andreaNo ratings yet
- Semana 6Document2 pagesSemana 6RenatoNo ratings yet
- Ruta PR-CV-428 (LCAFD en Betxí)Document28 pagesRuta PR-CV-428 (LCAFD en Betxí)Jorge de la RosaNo ratings yet
- Reporte Seguimiento Nutricional - 2019-12-02T162121.288Document352 pagesReporte Seguimiento Nutricional - 2019-12-02T162121.288Luis Carlos PALACIO IBARGUENNo ratings yet
- 2 Semiologia NeuromuscularDocument38 pages2 Semiologia NeuromuscularBenjamin Urrea ortizNo ratings yet
- Sentencias ComercialDocument4 pagesSentencias ComercialLuisa GómezNo ratings yet
- Criptonomicon I - El Código EnigmaDocument280 pagesCriptonomicon I - El Código EnigmaClaudio Cotar100% (2)
- TestDocument3 pagesTestUrisasma 3000No ratings yet
- Unidad Didactica 2020Document24 pagesUnidad Didactica 2020Carmen Alicia Molinares SalcedoNo ratings yet
- Problemas de ArmadurasDocument3 pagesProblemas de ArmadurasRoberto Andres VallejosNo ratings yet
- Cuál Es El Propósito de La EducaciónDocument2 pagesCuál Es El Propósito de La Educaciónkeila benavidesNo ratings yet
- 110 Recetas de CocinaDocument182 pages110 Recetas de CocinaAlejandra BerónNo ratings yet
- Los Ejercicios PsicoprofilaxisDocument15 pagesLos Ejercicios PsicoprofilaxisBi PalNo ratings yet