You might also like
- Physical, Mechanical and Thermal Properties of Jute and Bamboo Fiber Reinforced Unidirectional Epoxy CompositesDocument7 pagesPhysical, Mechanical and Thermal Properties of Jute and Bamboo Fiber Reinforced Unidirectional Epoxy Compositesdennisitty01No ratings yet
- 13 Ijmperdaug201813Document7 pages13 Ijmperdaug201813TJPRC PublicationsNo ratings yet
- Comparative Study Regarding Friction Coefficient For Three Epoxy ResinsDocument5 pagesComparative Study Regarding Friction Coefficient For Three Epoxy ResinsEdgar Arturo Gomez MeiselNo ratings yet
- P103 Vibration Damping of Fiber-Reinforced Polyurethane Using High and Negative Poisson'S Ratio LaminatesDocument15 pagesP103 Vibration Damping of Fiber-Reinforced Polyurethane Using High and Negative Poisson'S Ratio Laminatespippo2378793No ratings yet
- Effect of Fiber Surface Modification On The Interfacial and Mechanical Properties of Kenaf Fiber-Reinforced Thermoplastic and Thermosetting Polymer CompositesDocument20 pagesEffect of Fiber Surface Modification On The Interfacial and Mechanical Properties of Kenaf Fiber-Reinforced Thermoplastic and Thermosetting Polymer CompositesErick Omar Cisneros LopezNo ratings yet
- Polymers 13 03381 v2Document13 pagesPolymers 13 03381 v2Muhammad Zain NawwarNo ratings yet
- Damping Properties of PPTA Pulp Modified MaterialsDocument12 pagesDamping Properties of PPTA Pulp Modified Materialssunali jaishNo ratings yet
- Novel Polypropylene Biocomposites Reinforced With Carbon Nanotubes and Hydroxyapatite Nanorods For Bone ReplacementsDocument9 pagesNovel Polypropylene Biocomposites Reinforced With Carbon Nanotubes and Hydroxyapatite Nanorods For Bone ReplacementsDave DanceNo ratings yet
- Acoustical Properties of Lyocell, Hemp, and Flax CompositesDocument6 pagesAcoustical Properties of Lyocell, Hemp, and Flax CompositesNemanja SlavkovicNo ratings yet
- Thermal and Physico Mechanical Stability of Re - 2017 - Engineering Science andDocument9 pagesThermal and Physico Mechanical Stability of Re - 2017 - Engineering Science andYeamlak SisayNo ratings yet
- Materials Today: Proceedings: Nihel Ketata, Bastien Seantier, Noamen Guermazi, Yves GrohensDocument9 pagesMaterials Today: Proceedings: Nihel Ketata, Bastien Seantier, Noamen Guermazi, Yves GrohensElena RomeroNo ratings yet
- 2006 TahaDocument14 pages2006 Tahajoan manuel MolinaNo ratings yet
- Review Paper 3 PPDocument42 pagesReview Paper 3 PPKRISHNA VAMSINo ratings yet
- 2012 - Nonmetallic Textile Composite Bone Plate With Desired Mechanical Properties - Kharazi Et AlDocument10 pages2012 - Nonmetallic Textile Composite Bone Plate With Desired Mechanical Properties - Kharazi Et Alshayan mohammadiNo ratings yet
- Các Đặc Tính Và Cơ Chế Của Lớp Phủ Hydroxyapatite Được Điều Chế Bằng Cách Lắng Đọng Điện Trên Bện Cho Các Vách Ngăn Xương Có Thể Phân Hủy Sinh HọcDocument12 pagesCác Đặc Tính Và Cơ Chế Của Lớp Phủ Hydroxyapatite Được Điều Chế Bằng Cách Lắng Đọng Điện Trên Bện Cho Các Vách Ngăn Xương Có Thể Phân Hủy Sinh HọcPham Van Tin B1909842No ratings yet
- Mechanical Property of Surface Modified Natural Fiber Reinforced PLA BiocompositesDocument9 pagesMechanical Property of Surface Modified Natural Fiber Reinforced PLA BiocompositesAndy OliveraNo ratings yet
- Study On Mechanical Properties of Flax Fiber Reinforced With Different MatricesDocument9 pagesStudy On Mechanical Properties of Flax Fiber Reinforced With Different Matriceskehabtemaryam bayleyegnNo ratings yet
- Research Article: Mechanical Properties of Palm Fibre Reinforced Recycled HDPEDocument8 pagesResearch Article: Mechanical Properties of Palm Fibre Reinforced Recycled HDPEananthakumarNo ratings yet
- 1 s2.0 S2352492823007663 MainDocument11 pages1 s2.0 S2352492823007663 Mainmohamedsdk18No ratings yet
- Development of PLA Hybrid Yarns For Biobased SelfDocument7 pagesDevelopment of PLA Hybrid Yarns For Biobased SelfTehseen MarwatNo ratings yet
- Hakim 2016 IOP Conf. Ser.: Mater. Sci. Eng. 133 012018Document8 pagesHakim 2016 IOP Conf. Ser.: Mater. Sci. Eng. 133 012018phi dinhNo ratings yet
- Experimental and Numerical Investigation of The Damping of Flax-Epoxy Composite Plates.Document23 pagesExperimental and Numerical Investigation of The Damping of Flax-Epoxy Composite Plates.rahul reddyNo ratings yet
- Bioresources.: Thermal Analysis of Bamboo Fibre and Its CompositesDocument13 pagesBioresources.: Thermal Analysis of Bamboo Fibre and Its CompositesAppu MukundanNo ratings yet
- Box BehnkenDocument8 pagesBox BehnkenJHON ALEX LOPINTA CCANSAYANo ratings yet
- WPC Properties Using HDPE and Plywood WasteDocument6 pagesWPC Properties Using HDPE and Plywood WasteMatNoorNo ratings yet
- Impact Property of Flexible Epoxy Treated Natural Fiber Reinforced PLA C y P y P Omposites yDocument9 pagesImpact Property of Flexible Epoxy Treated Natural Fiber Reinforced PLA C y P y P Omposites yAnurag TripathiNo ratings yet
- Metal BiodegredableDocument11 pagesMetal BiodegredableAfdal FaisalNo ratings yet
- Fabrication and Characterization of Porous Hydroxyapatite Scaffold and Nano Silver Coated On Scaffold For Tissue Engineering ApplicationDocument4 pagesFabrication and Characterization of Porous Hydroxyapatite Scaffold and Nano Silver Coated On Scaffold For Tissue Engineering ApplicationVanHieu LuyenNo ratings yet
- Thermal Conductivity of Natural Fiber CompositesDocument3 pagesThermal Conductivity of Natural Fiber CompositesSamir Alejandro MachadoNo ratings yet
- Experimental Characterization of Tensile Properties of Epoxy Resin by Using Micro-Fiber SpecimensDocument10 pagesExperimental Characterization of Tensile Properties of Epoxy Resin by Using Micro-Fiber SpecimenskumareshNo ratings yet
- Mechanical Properties of Silanized Jute-Polypropylene CompositesDocument6 pagesMechanical Properties of Silanized Jute-Polypropylene CompositesJuan Camilo Pedraza OrtizNo ratings yet
- AshutoshDocument7 pagesAshutoshPratul DesouzaNo ratings yet
- Adhesive Characteristics of Epoxy/Dendritic Hyperbranched Polymer BlendsDocument11 pagesAdhesive Characteristics of Epoxy/Dendritic Hyperbranched Polymer Blendssamuelben87No ratings yet
- Natural Fiber Reinforced Composites ThesisDocument4 pagesNatural Fiber Reinforced Composites Thesisafknufgbn100% (2)
- Parametric Investigation and Optimisation of Mechanical Properties of Thick Tri-Material Based Composite of PLA-PETG-ABS - 2023Document13 pagesParametric Investigation and Optimisation of Mechanical Properties of Thick Tri-Material Based Composite of PLA-PETG-ABS - 2023bakhrul ilmiNo ratings yet
- Failure Analysis AM-final PDFDocument7 pagesFailure Analysis AM-final PDFSiddharthNo ratings yet
- Composite Material AssignmentDocument12 pagesComposite Material AssignmentMohd Shahrizan100% (1)
- Material Today ProcDocument10 pagesMaterial Today ProcVikasKhatkarNo ratings yet
- Dynamic Properties of High Structural Integrity Auxetic Open Cell FoamDocument9 pagesDynamic Properties of High Structural Integrity Auxetic Open Cell FoamATISH KUMAR DASNo ratings yet
- 1 s2.0 S0014305711001959 MainDocument9 pages1 s2.0 S0014305711001959 MainOnall SebsNo ratings yet
- Refiadi 2019 IOP Conf. Ser. Mater. Sci. Eng. 547 012043Document11 pagesRefiadi 2019 IOP Conf. Ser. Mater. Sci. Eng. 547 012043gunawan refiadiNo ratings yet
- 1410 2022t04 Rajat Rathore Saugata enDocument9 pages1410 2022t04 Rajat Rathore Saugata enshimelis TameneNo ratings yet
- cảm biến áp suất GOPUDocument35 pagescảm biến áp suất GOPUNguyễn Trần Hòa HợpNo ratings yet
- Ijser: Impact and Flexural Properties of Chemically Treatment DateDocument10 pagesIjser: Impact and Flexural Properties of Chemically Treatment DateAnirbanNo ratings yet
- Moha Patra 2011Document14 pagesMoha Patra 2011sssdaitNo ratings yet
- Memon 2013Document9 pagesMemon 2013Likith Kumar B GNo ratings yet
- Efecto en La Morfologia ArtDocument10 pagesEfecto en La Morfologia ArtVivi AbelloNo ratings yet
- Resin Composite Blocks Via High-Pressure High-Temperature PolymerizationDocument6 pagesResin Composite Blocks Via High-Pressure High-Temperature PolymerizationWilver MuñozNo ratings yet
- Mechanical Properties of Polypropylene Composites A Review: Journal of Thermoplastic Composite Materials April 2013Document31 pagesMechanical Properties of Polypropylene Composites A Review: Journal of Thermoplastic Composite Materials April 2013Gufran AhmadNo ratings yet
- Ajassp 2017 878 885Document8 pagesAjassp 2017 878 885vijayNo ratings yet
- Carbon Fiber Polymer CompositesDocument5 pagesCarbon Fiber Polymer CompositesMalak ShatiNo ratings yet
- Weight Loss Investigation On The Surface Area of Ultra-High Molecular Weight Polyethylene (UHMWPE)Document8 pagesWeight Loss Investigation On The Surface Area of Ultra-High Molecular Weight Polyethylene (UHMWPE)Research Publish JournalsNo ratings yet
- Two Roller MillDocument5 pagesTwo Roller MillJohnny 17No ratings yet
- 1 s2.0 S0266353820323253 MainDocument10 pages1 s2.0 S0266353820323253 MainArunNo ratings yet
- High-Tenacity Man-Made Cellulose Fibre Reinforced Thermoplastics - Injection Moulding Compounds With Polypropylene and Alternative MatricesDocument9 pagesHigh-Tenacity Man-Made Cellulose Fibre Reinforced Thermoplastics - Injection Moulding Compounds With Polypropylene and Alternative MatricesSiddharthBhasneyNo ratings yet
- Hybrid Composite Laminates From Esoa-Bisgma Blend and 2-Hydroxyethyl Acrylate (Hea) Treated Jute FiberDocument12 pagesHybrid Composite Laminates From Esoa-Bisgma Blend and 2-Hydroxyethyl Acrylate (Hea) Treated Jute Fibermurad_ceNo ratings yet
- Review 1Document14 pagesReview 1karthikkolli420No ratings yet
- Hybrid Biodegradable Electrospun Scaffolds Based On Poly (L-Lactic Acid) and Reduced Graphene Oxide With Improved Piezoelectric ResponseDocument16 pagesHybrid Biodegradable Electrospun Scaffolds Based On Poly (L-Lactic Acid) and Reduced Graphene Oxide With Improved Piezoelectric ResponseJagannath NathNo ratings yet
- Suresha 2020 Mater. Res. Express 7 015325Document17 pagesSuresha 2020 Mater. Res. Express 7 015325Hemanth BryantNo ratings yet
- Elastic, Plastic and Yield Design of Reinforced StructuresFrom EverandElastic, Plastic and Yield Design of Reinforced StructuresNo ratings yet
- Research On The Effect of Residual Stress To The Measurement of Shaft PowerDocument5 pagesResearch On The Effect of Residual Stress To The Measurement of Shaft Poweryaser yasNo ratings yet
- Adv Tech Design Fab Compos Components AB2025Document5 pagesAdv Tech Design Fab Compos Components AB2025yaser yasNo ratings yet
- 2 40 139486466624 29Document6 pages2 40 139486466624 29Parag NaikNo ratings yet
- Optimum Design of Automotive Composite Drive ShaftDocument12 pagesOptimum Design of Automotive Composite Drive ShaftIAEME PublicationNo ratings yet
- A Study On The Role of Powertrain System DynamicsDocument18 pagesA Study On The Role of Powertrain System Dynamicsyaser yasNo ratings yet
- Full Velocity Difference Model For A Car-Following TheoryDocument4 pagesFull Velocity Difference Model For A Car-Following Theoryyaser yasNo ratings yet
- Active Vibration Control of A Car BodyDocument16 pagesActive Vibration Control of A Car Bodyyaser yasNo ratings yet
- CV JointsDocument6 pagesCV Jointsyaser yas0% (1)
- c1 PDFDocument43 pagesc1 PDFMadhushan DassanayakeNo ratings yet
- An Investigation Into NVC Characteristics of Vehicle Behaviour Using Modal AnalysisDocument14 pagesAn Investigation Into NVC Characteristics of Vehicle Behaviour Using Modal Analysisyaser yasNo ratings yet
- A Universal Suspension Test Rig For ElectrohydraulicDocument12 pagesA Universal Suspension Test Rig For Electrohydraulicyaser yasNo ratings yet
- Singh 2010Document6 pagesSingh 2010yaser yasNo ratings yet
- c1 PDFDocument43 pagesc1 PDFMadhushan DassanayakeNo ratings yet
- 2007-4-11 Book Review MyslinskiDocument2 pages2007-4-11 Book Review Myslinskiyaser yasNo ratings yet
- 00 Isme16 537 5443379Document6 pages00 Isme16 537 5443379yaser yasNo ratings yet
- A ModelupdatingmethodforhybridcompositealuminumDocument14 pagesA Modelupdatingmethodforhybridcompositealuminumyaser yasNo ratings yet
- Buckling of Annular Orthotropic PlatesDocument4 pagesBuckling of Annular Orthotropic Platesyaser yasNo ratings yet
- Asperity Excited Temperature Field in A Coated Medium With A Random Uniform Coating ThicknessDocument7 pagesAsperity Excited Temperature Field in A Coated Medium With A Random Uniform Coating Thicknessyaser yasNo ratings yet
- Buckling of Annular Orthotropic PlatesDocument4 pagesBuckling of Annular Orthotropic Platesyaser yasNo ratings yet
- System and Source Identification From Operational Vehicle ResponsesDocument19 pagesSystem and Source Identification From Operational Vehicle Responsesyaser yasNo ratings yet
- The Modelling and Correlation Procedure For Assessment of Vibration Performance of A Heavy Commercial TruckDocument13 pagesThe Modelling and Correlation Procedure For Assessment of Vibration Performance of A Heavy Commercial Truckyaser yasNo ratings yet
- Vibration Noise Harshness of A Light Truck DriveshaftDocument4 pagesVibration Noise Harshness of A Light Truck Driveshaftyaser yasNo ratings yet
- Vehicle Roof Crush Modelling ValidationDocument13 pagesVehicle Roof Crush Modelling Validationyaser yasNo ratings yet
- The PolyMAX Frequency-Domain Method A PDFDocument16 pagesThe PolyMAX Frequency-Domain Method A PDFyaser yasNo ratings yet
- Elastic Buckling Property of Steel Plate Shear Wall With Discrete StiffenersDocument4 pagesElastic Buckling Property of Steel Plate Shear Wall With Discrete Stiffenersyaser yasNo ratings yet
- سوکت عیب یابی - 1396-4-2-17-03 PDFDocument1 pageسوکت عیب یابی - 1396-4-2-17-03 PDFyaser yasNo ratings yet
- The Nonlinear Behavior of A Post-Buckled Circular PlateDocument4 pagesThe Nonlinear Behavior of A Post-Buckled Circular Plateyaser yasNo ratings yet
- TR Oil MachineSoft IRDocument20 pagesTR Oil MachineSoft IRyaser yasNo ratings yet
- 3.2.2 General Application Fasteners (31-36) r21Document9 pages3.2.2 General Application Fasteners (31-36) r21Jonathan DouglasNo ratings yet
- Grounding Sets - Complete AssembliesDocument13 pagesGrounding Sets - Complete AssembliesJasm MutingNo ratings yet
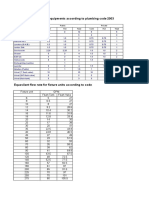
- Fixture Unit For Sanitary Equipments According To Plumbing Code 2003Document2 pagesFixture Unit For Sanitary Equipments According To Plumbing Code 2003Alaa FaiqNo ratings yet
- TECHNOLOGY AND LIVELIHOOD EDUCATION EXAM REVIEWDocument5 pagesTECHNOLOGY AND LIVELIHOOD EDUCATION EXAM REVIEWmaryjeandolino100% (1)
- Method Statement For Concrete Core CuttingDocument5 pagesMethod Statement For Concrete Core CuttingSimon GikonyoNo ratings yet
- Cyclic Response of Unbonded Posttensioned Precast Columns With Ductile Fiber-Reinforced ConcreteDocument11 pagesCyclic Response of Unbonded Posttensioned Precast Columns With Ductile Fiber-Reinforced ConcreteMarimuthu KaliyamoorthyNo ratings yet
- Glass IndustryDocument40 pagesGlass IndustrynNo ratings yet
- Assessment of Setting Characteristics, Water Absorption, Thermal Performance and Compressive Stength of Energy-Efficient Phase Change Material (PCM) - Ashcrete BlocksDocument19 pagesAssessment of Setting Characteristics, Water Absorption, Thermal Performance and Compressive Stength of Energy-Efficient Phase Change Material (PCM) - Ashcrete BlocksVelchuri SairamNo ratings yet
- 海名斯特殊化學-Acrylic ResinDocument53 pages海名斯特殊化學-Acrylic ResinEmilio Hipola100% (2)
- Oetiker SV Dn6 PlasticoDocument6 pagesOetiker SV Dn6 PlasticoHIDRAFLUIDNo ratings yet
- Price: Public Works DepartmentDocument14 pagesPrice: Public Works DepartmentarunNo ratings yet
- 3D Printed CETME/HK Receiver Bending JigDocument13 pages3D Printed CETME/HK Receiver Bending Jigrand0No ratings yet
- CHAPTER 2 p6-10Document144 pagesCHAPTER 2 p6-10Kirk Gwapo SilvaNo ratings yet
- Thermal Insulation - Methods, Materials & ECBC StandardsDocument42 pagesThermal Insulation - Methods, Materials & ECBC Standardsdilip bNo ratings yet
- HALFEN Cast-In Channels Concrete B2000.1-EDocument56 pagesHALFEN Cast-In Channels Concrete B2000.1-EPaul ConstantinescuNo ratings yet
- 269 276Document8 pages269 276jl_arvizoNo ratings yet
- Duoline Gre Lined Tubing in Comparison VS Cra TubingDocument1 pageDuoline Gre Lined Tubing in Comparison VS Cra Tubingsigit praNo ratings yet
- CVH Series PDFDocument9 pagesCVH Series PDFhendrabudimanNo ratings yet
- Prestressed - Solved ExamplesDocument4 pagesPrestressed - Solved ExamplesSofya Sa91% (11)
- Thermal Conductivity Test-PUDocument2 pagesThermal Conductivity Test-PUshazeb aliNo ratings yet
- Design and Control of Concrete Mixtures (1929)Document80 pagesDesign and Control of Concrete Mixtures (1929)flukemonsterNo ratings yet
- Addressing Anchors (Steelwise Article On Anchor Bolt Fixes)Document3 pagesAddressing Anchors (Steelwise Article On Anchor Bolt Fixes)Justin UyarNo ratings yet
- Bill of Quantities Summary For Snec Office Building: Item. No Description Total (US$)Document24 pagesBill of Quantities Summary For Snec Office Building: Item. No Description Total (US$)Sothea BornNo ratings yet
- SP-50-15H Rev 2Document18 pagesSP-50-15H Rev 2JacquesBritsNo ratings yet
- Loxeal InfotechDocument16 pagesLoxeal InfotechAlexNo ratings yet
- Typ. Ductile Moment Frame Girder Detail 4: Schedule of Footing BeamDocument1 pageTyp. Ductile Moment Frame Girder Detail 4: Schedule of Footing Beammichael saycoNo ratings yet
- GRP Industrial Housings: Quinshield LTDDocument4 pagesGRP Industrial Housings: Quinshield LTDsameer233No ratings yet
- Building construction cost estimate sheet for ground floor, first floor and second floorDocument6 pagesBuilding construction cost estimate sheet for ground floor, first floor and second floorErMelvinDiasNo ratings yet
- G.A. Bom, Isometric Views, Parts and Assemblies 6 Cylinder "Elbow" Steam EngineDocument1 pageG.A. Bom, Isometric Views, Parts and Assemblies 6 Cylinder "Elbow" Steam EngineErrol NietoNo ratings yet
- Hardness TestDocument2 pagesHardness TestGurdeep KohliNo ratings yet