You might also like
- Paper Mills Roller Coverings: Chemical ResistanceDocument8 pagesPaper Mills Roller Coverings: Chemical ResistancefapivaNo ratings yet
- Hydro-Turbine Main Shaft Axial Seals ofDocument13 pagesHydro-Turbine Main Shaft Axial Seals ofAnonymous Hy5Ir9QXNo ratings yet
- Hydraulic Seal Catalogue 2022Document423 pagesHydraulic Seal Catalogue 2022tepu msosa100% (1)
- Lexan Process Guide PDFDocument18 pagesLexan Process Guide PDFwantamanual100% (1)
- Rubber Seal - O Rings - IRIDocument35 pagesRubber Seal - O Rings - IRIGnaneshNo ratings yet
- Seal Off Centrifugal Pump ProblemsDocument6 pagesSeal Off Centrifugal Pump ProblemsArturo Valles TerrazasNo ratings yet
- Industrial Coatings XylanDocument3 pagesIndustrial Coatings XylanLiu YangtzeNo ratings yet
- Mechanical Seal Failure ModesDocument9 pagesMechanical Seal Failure Modespmdongre100% (2)
- Mechanical Seal Failure ModesDocument9 pagesMechanical Seal Failure ModesMostafa MahmoudNo ratings yet
- SKF Spectraseal: Sealing Solutions For Extreme Application ChallengesDocument5 pagesSKF Spectraseal: Sealing Solutions For Extreme Application ChallengesmiguelNo ratings yet
- Basics of DesignDocument10 pagesBasics of DesignKrishna MohanNo ratings yet
- 05348G Sample BuyNowDocument13 pages05348G Sample BuyNowrahittNo ratings yet
- Gland Packing Vs Mech Seals PDFDocument9 pagesGland Packing Vs Mech Seals PDFbratishkaityNo ratings yet
- Gland Packing Vs Mech SealsDocument9 pagesGland Packing Vs Mech SealsbratishkaityNo ratings yet
- Turbine Seal: Shaft SealsDocument4 pagesTurbine Seal: Shaft SealssienlangphiooNo ratings yet
- 3M 3015 VP Vapor Permeable Air Barrier TDS v8!18!17Document4 pages3M 3015 VP Vapor Permeable Air Barrier TDS v8!18!17Hari SantosoNo ratings yet
- Conformal Coating 101Document9 pagesConformal Coating 101khers_zal100% (2)
- Gasket EngineeringDocument28 pagesGasket EngineeringRohit DaveNo ratings yet
- Hydraulics WhitepaperDocument4 pagesHydraulics WhitepaperHUERTANESTORNo ratings yet
- Friction Optimization On Hydraulic Piston Rod Seals PDFDocument8 pagesFriction Optimization On Hydraulic Piston Rod Seals PDFbogdan hodor0% (1)
- An Overview of The Use of Rheology For Adhesive ManufacturersDocument8 pagesAn Overview of The Use of Rheology For Adhesive ManufacturersCublktigressNo ratings yet
- OM 002 Belt Conveyor Idler Instruct 6E74091AB9993Document5 pagesOM 002 Belt Conveyor Idler Instruct 6E74091AB9993Imran DahalanNo ratings yet
- Seal Arm TPE TapesDocument4 pagesSeal Arm TPE TapesJoeNo ratings yet
- Tribology of PolymersDocument8 pagesTribology of Polymerssuman AcharyNo ratings yet
- Gluing Components: Practical GluesDocument4 pagesGluing Components: Practical GluesonafetsNo ratings yet
- PTFE Slide BearingsDocument5 pagesPTFE Slide BearingsUlissipo1955No ratings yet
- Metallically Sealed Demountable Titanium Window of Industrial AcceleratorsDocument7 pagesMetallically Sealed Demountable Titanium Window of Industrial Acceleratorsabhayk99No ratings yet
- 3 MDocument9 pages3 Mriki_scribdNo ratings yet
- Pds-Cpd-Sikaflex Mortar Fix-UsDocument2 pagesPds-Cpd-Sikaflex Mortar Fix-UsBudhi KurniawanNo ratings yet
- Comparative Study of Uncoated Steel and Fluorocarbon Coated Steel in Lubricated Sliding ConditionsDocument4 pagesComparative Study of Uncoated Steel and Fluorocarbon Coated Steel in Lubricated Sliding ConditionsAkash BodhaleNo ratings yet
- Control Valve PackingDocument12 pagesControl Valve Packingmayur mahajanNo ratings yet
- 2016 - Stratmann - Influence of Operating Conditions and Additive Concentration On The Formation of Anti-Wear Layers in Roller Bearings (00000002)Document6 pages2016 - Stratmann - Influence of Operating Conditions and Additive Concentration On The Formation of Anti-Wear Layers in Roller Bearings (00000002)Vijay HumidificationNo ratings yet
- 1 - Coating Solutions For Centrifugal Compressor Fouling (LR)Document4 pages1 - Coating Solutions For Centrifugal Compressor Fouling (LR)Mokhammad Fahmi Izdiharrudin100% (1)
- 10 Hydraulics Tips You Need To Know: Outside Factors Are A Vital Component of Hydraulic SystemsDocument4 pages10 Hydraulics Tips You Need To Know: Outside Factors Are A Vital Component of Hydraulic SystemsGunjanNo ratings yet
- Painting GNDocument3 pagesPainting GNAd FwyNo ratings yet
- Refresh Refresh (Dynamic - Bypass - Reload) Click Here If You Are Not Automatically Redirected. For Assistance, Contact Your Network Support Team.Document10 pagesRefresh Refresh (Dynamic - Bypass - Reload) Click Here If You Are Not Automatically Redirected. For Assistance, Contact Your Network Support Team.Kelvin LimNo ratings yet
- Surface EngineeringDocument27 pagesSurface Engineeringchuahuipeng100% (1)
- AG 15400 Steelmaster+120SB Euk GBDocument10 pagesAG 15400 Steelmaster+120SB Euk GBparathasiNo ratings yet
- Knuuttila1999 13Document9 pagesKnuuttila1999 13Camilo Andrés Vargas JiménezNo ratings yet
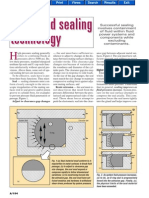
- Seals and Sealing TechnologyDocument9 pagesSeals and Sealing Technology1sympatyagaNo ratings yet
- "Vibration Welding Technology": A Presentation OnDocument15 pages"Vibration Welding Technology": A Presentation OnRahul YadavNo ratings yet
- Cpei SopDocument5 pagesCpei SopCorrosion FactoryNo ratings yet
- SF 0010 0 Metco 320NS PDFDocument8 pagesSF 0010 0 Metco 320NS PDFMehdi KoneshlouNo ratings yet
- A Guide To Laminate Rigid FR4 Board To Rigid Heat Sink: Technical Bulletin January, 2005Document3 pagesA Guide To Laminate Rigid FR4 Board To Rigid Heat Sink: Technical Bulletin January, 2005Farid AhmadNo ratings yet
- Seal SelectionDocument8 pagesSeal SelectionDiwakar NigamNo ratings yet
- Characteristics - of Solder - PasteDocument10 pagesCharacteristics - of Solder - PasteselvakumarNo ratings yet
- Composite FabricationDocument8 pagesComposite FabricationAbu Bakar SiddiqueNo ratings yet
- Photoresist CoatingDocument2 pagesPhotoresist CoatinglongsadforNo ratings yet
- Brush Seals and Common Issues in Brush Seal Applications: Mahmut Faruk AksitDocument18 pagesBrush Seals and Common Issues in Brush Seal Applications: Mahmut Faruk AksitАлена ЩщщNo ratings yet
- The Effect of Counter-Face Roughness On The Tribological Behavior of Filled and Unfilled PTFEDocument7 pagesThe Effect of Counter-Face Roughness On The Tribological Behavior of Filled and Unfilled PTFEfacebookdeepuNo ratings yet
- Thermoplastic Polyolefin Based Sheet Roofing: Standard Specification ForDocument3 pagesThermoplastic Polyolefin Based Sheet Roofing: Standard Specification Forasma hamzaNo ratings yet
- LT2662 Loctite Design Guide Bonding Rubber Thermoplastic ElastomersDocument78 pagesLT2662 Loctite Design Guide Bonding Rubber Thermoplastic ElastomersJose Leon Villalobos100% (1)
- Basf Masterseal NP 474 TdsDocument3 pagesBasf Masterseal NP 474 TdsAdnan ČehajićNo ratings yet
- TA - 031 - en General Information For Diaphragm SealsDocument5 pagesTA - 031 - en General Information For Diaphragm Sealstudonghoa tmpNo ratings yet
- Vulkem Athletic Play Surface Application SpecsDocument4 pagesVulkem Athletic Play Surface Application SpecsOgbedande Awo OrunmilaNo ratings yet
- PP Cast FilmDocument4 pagesPP Cast FilmMiguel MarujoNo ratings yet
- Lubrication Model in Forging ProcessDocument10 pagesLubrication Model in Forging Processnimesh singhNo ratings yet
- Seismic Response of Precast Prestressed Concrete Frames With Partially Debonded Tendons (1993)Document12 pagesSeismic Response of Precast Prestressed Concrete Frames With Partially Debonded Tendons (1993)Sofía Córdoba SáenzNo ratings yet
- XOMOX JacketedPlugValveDocument14 pagesXOMOX JacketedPlugValvedsiucNo ratings yet
- 4024q1 Specimen PaperdocxDocument12 pages4024q1 Specimen PaperdocxLeses MayNo ratings yet
- Pages From Certificate of Conformance For Lot-2 ASTM A490M Bolts, Nuts &washers (Key's and Clamp)Document1 pagePages From Certificate of Conformance For Lot-2 ASTM A490M Bolts, Nuts &washers (Key's and Clamp)Krishna VachaNo ratings yet
- Design of Slabs: - Types of Slabs - One-Way Slabs - Two-Way SlabsDocument21 pagesDesign of Slabs: - Types of Slabs - One-Way Slabs - Two-Way SlabsSharad SaterneNo ratings yet
- 175 026510Document2 pages175 026510Abu Anas M.SalaheldinNo ratings yet
- Boq For Store ShedDocument8 pagesBoq For Store ShedSaqib NawazNo ratings yet
- AED Design Requirements:: Breaker and Conductor SizingDocument4 pagesAED Design Requirements:: Breaker and Conductor SizingRicky Respondo TindocNo ratings yet
- Vessel Nozzle PDFDocument30 pagesVessel Nozzle PDFEugenia LorenzaNo ratings yet
- Cirebon Power Plant - R0Document213 pagesCirebon Power Plant - R0Teguh Wiradinata0% (1)
- 04 Melt Indexer Primer PDFDocument4 pages04 Melt Indexer Primer PDFNia SyafiqqNo ratings yet
- BecherDocument7 pagesBechervalholNo ratings yet
- Cold Weather Concrete ProceduresDocument1 pageCold Weather Concrete ProceduresVetrivel MuruganNo ratings yet
- Inspection Report PART 3Document53 pagesInspection Report PART 3renzo1221No ratings yet
- Exam Steel DesignDocument2 pagesExam Steel DesignAndrew PortugalNo ratings yet
- 1994 Merriespruit Disaster Paper Fourieetal.01Document14 pages1994 Merriespruit Disaster Paper Fourieetal.01Mart MugoniNo ratings yet
- Needles and Loop CatalogueDocument10 pagesNeedles and Loop CatalogueCamila Carla CapriglioniNo ratings yet
- Sheet MetalDocument46 pagesSheet Metalpreetham shekarNo ratings yet
- Weld Repairs:: Weld Repairs Can Be Divided Into Two Specific Areas: 1) Production Repairs 2) in Service RepairsDocument59 pagesWeld Repairs:: Weld Repairs Can Be Divided Into Two Specific Areas: 1) Production Repairs 2) in Service RepairsThe Engineers EDGE, CoimbatoreNo ratings yet
- Sulfate AttackDocument1 pageSulfate AttackbozarromegustaNo ratings yet
- Click' Chemistry in Polymer and Materials Science: ReviewDocument40 pagesClick' Chemistry in Polymer and Materials Science: ReviewDilip Kumar TiwariNo ratings yet
- Aircraft Metal Structural RepairDocument4 pagesAircraft Metal Structural Repairm sai ravi tejaNo ratings yet
- Copper-Brazed Steel Tubing: Standard Specification ForDocument4 pagesCopper-Brazed Steel Tubing: Standard Specification ForSofiaJabadanEspulgar100% (1)
- Lanco Antifloat D-14, TDSDocument2 pagesLanco Antifloat D-14, TDSZein HayekNo ratings yet
- RRLDocument5 pagesRRLEarl averzosaNo ratings yet
- THE IDEAL GAS (Topic6)Document17 pagesTHE IDEAL GAS (Topic6)ch0k3 iiiNo ratings yet
- For EntingDocument5 pagesFor EntingVicente TanNo ratings yet
- C0051-11 Standard Terminology Relating To Lime and Limestone (As Used by The IndustryDocument5 pagesC0051-11 Standard Terminology Relating To Lime and Limestone (As Used by The IndustryAnonymous YwFJrk0yCNo ratings yet
- (Pha6113 Lec) 1ST Shifting ReviewerDocument28 pages(Pha6113 Lec) 1ST Shifting ReviewerAndrei RoqueNo ratings yet
- Term Test For Class-12th JEE (Main) - 2024 - Term Test-3 - QP - 25-11-23Document10 pagesTerm Test For Class-12th JEE (Main) - 2024 - Term Test-3 - QP - 25-11-23Sai Babu GangulaNo ratings yet