You might also like
- Mycom N62BDocument21 pagesMycom N62BDaniel100% (1)
- Despiece compresor refrigeraciónDocument15 pagesDespiece compresor refrigeraciónAdrián Echeverría100% (2)
- Presiones de trabajo bombas calorDocument3 pagesPresiones de trabajo bombas calorNestor Eduardo Panetta MoreiraNo ratings yet
- INSTALACIÓN Y SERVICIO DE UNIDADES DE REFRIGERACIÓN PARA TRANSPORTEDocument64 pagesINSTALACIÓN Y SERVICIO DE UNIDADES DE REFRIGERACIÓN PARA TRANSPORTEgerardo100% (2)
- Tipos de PericiasDocument57 pagesTipos de PericiasAlessandra Montenegro89% (9)
- MATRIZ EPP RIESGO ELÉCTRICODocument3 pagesMATRIZ EPP RIESGO ELÉCTRICOVictor Andres Cardona LoaizaNo ratings yet
- Abono de DesechosDocument2 pagesAbono de DesechosAlex Rojas BuenoNo ratings yet
- Bombas de Inyección DieselDocument48 pagesBombas de Inyección DieselJuan Bruno100% (2)
- Valvula Motorizada HermeticaDocument19 pagesValvula Motorizada HermeticaAsereperuNo ratings yet
- AP003h+-+Aug+2015 - Autopurger Hasen-230vDocument20 pagesAP003h+-+Aug+2015 - Autopurger Hasen-230vCrypto LegendNo ratings yet
- Reg. de PresionDocument20 pagesReg. de PresionAsereperuNo ratings yet
- XRV 127-Ver. 2Document18 pagesXRV 127-Ver. 2melatorNo ratings yet
- COMPRESORES RECIPROCANTES VILTER 440 y 450xlDocument4 pagesCOMPRESORES RECIPROCANTES VILTER 440 y 450xlJossie SuarezNo ratings yet
- Vilter Compressor Course Amonnia Vilter Xl458Document9 pagesVilter Compressor Course Amonnia Vilter Xl458Gustavo Sepulveda BarbosaNo ratings yet
- Manual Carrier Refrigeración para Transporte T292SDocument1 pageManual Carrier Refrigeración para Transporte T292Sfrefi100% (1)
- 1Document33 pages1friguzNo ratings yet
- Recomendaciones para evitar golpes de líquido en evaporadoresDocument41 pagesRecomendaciones para evitar golpes de líquido en evaporadoresGuillermo ReynosoNo ratings yet
- Taylor 2Document66 pagesTaylor 2Jonnathan AponteNo ratings yet
- PaqueteTornillo MayekawaDocument5 pagesPaqueteTornillo MayekawaJose Antonio Andrade CruzNo ratings yet
- TermosifonDocument28 pagesTermosifonJulio SarasiNo ratings yet
- 02 Compresores de Piston R (Modo de Compatibilidad)Document23 pages02 Compresores de Piston R (Modo de Compatibilidad)david6669999No ratings yet
- Manual Compresores 2012Document38 pagesManual Compresores 2012Lubrication´s Room100% (4)
- 02 Witt-Componentes Es enDocument20 pages02 Witt-Componentes Es enLoko MayolNo ratings yet
- Compresores de tornillo: Mayor capacidad y rendimientoDocument32 pagesCompresores de tornillo: Mayor capacidad y rendimientoWilberFabiánNo ratings yet
- PDFDocument25 pagesPDFJorge OliveiraNo ratings yet
- Valvulas SolenoideDocument17 pagesValvulas SolenoideJerson Arley Martinez DiazNo ratings yet
- Frick Enfriamiento Termocifon Esp.Document28 pagesFrick Enfriamiento Termocifon Esp.elionoe100% (3)
- Libro MycomDocument97 pagesLibro MycomCesar Gabriel Carrasco MejiaNo ratings yet
- Compresores Presentacion EspañolDocument89 pagesCompresores Presentacion EspañolAlvaro Reimar Ferrufino Martinez100% (1)
- Compresores Vilter VMC 400 líderes en la industriaDocument1 pageCompresores Vilter VMC 400 líderes en la industriaAnderson Diaz50% (2)
- Manual Refrigerador Fensa Not Frost TX60 TX60 TX60E TX60W TX61 TX61 TX61E TX61WDocument36 pagesManual Refrigerador Fensa Not Frost TX60 TX60 TX60E TX60W TX61 TX61 TX61E TX61Wjonathan astudilloNo ratings yet
- Capacitación PENN y VerasysDocument101 pagesCapacitación PENN y VerasysJesus Felipe PoloNo ratings yet
- Refrigeracion Industrial IIDocument25 pagesRefrigeracion Industrial IILuis Espinoza100% (1)
- Válvula de Expansión Termostática Con MOPDocument2 pagesVálvula de Expansión Termostática Con MOPEmerson LeccaNo ratings yet
- Fricold Presentacion Hanbell PDFDocument91 pagesFricold Presentacion Hanbell PDFvickersNo ratings yet
- Refrigeracion EvaporadorDocument34 pagesRefrigeracion EvaporadorGeorge RamosNo ratings yet
- PhillipsDocument2 pagesPhillipsLupita González RmzNo ratings yet
- Catalogo Compre Sores GrassoDocument70 pagesCatalogo Compre Sores GrassoJose Palomino100% (2)
- Compresor Tornillo VDocument4 pagesCompresor Tornillo VRaúl PérezNo ratings yet
- GEA Uso de Variadores de VelocidadDocument28 pagesGEA Uso de Variadores de VelocidadCarlosOrlandoMarulandaH.No ratings yet
- Catalogo Desarme Sab 163 Mk3Document174 pagesCatalogo Desarme Sab 163 Mk3juan leyyon100% (1)
- Presentacion Curso Refrigeracion Jumex RCDocument58 pagesPresentacion Curso Refrigeracion Jumex RCHECTORITNL100% (1)
- 08 MYM Diseño de Sistemas de Co2 en Cascada - IIAR Colombia 2015Document30 pages08 MYM Diseño de Sistemas de Co2 en Cascada - IIAR Colombia 2015CarlosOrlandoMarulandaH.0% (1)
- 05-BI14 - Como Cambiar El Aceite de Los Compresores de Tornillos HS..OSDocument6 pages05-BI14 - Como Cambiar El Aceite de Los Compresores de Tornillos HS..OSdinoestarkxd100% (1)
- Compresor alternativo VMCDocument52 pagesCompresor alternativo VMCLucas Gauna100% (1)
- Manual servicio refrigerador modelos GRDocument97 pagesManual servicio refrigerador modelos GRjosesosa11810100% (1)
- VET Tipo TE5 - TE55 PDFDocument20 pagesVET Tipo TE5 - TE55 PDFceluis vargasNo ratings yet
- 9110 - David Solis Ansi 2 Iiar-Ciemi - RevDocument47 pages9110 - David Solis Ansi 2 Iiar-Ciemi - RevRoger Ramos100% (1)
- Secuencia de Operación de Fabricación de Hielo MANITOWOCDocument4 pagesSecuencia de Operación de Fabricación de Hielo MANITOWOCjavier nolascoNo ratings yet
- Indigo AWN Model Tech ES STH029Document252 pagesIndigo AWN Model Tech ES STH029aepavonNo ratings yet
- Manual Compresor Tornillos v3Document51 pagesManual Compresor Tornillos v318085012No ratings yet
- Manitowoc s450Document208 pagesManitowoc s450electrofrio07No ratings yet
- Curso Guía Básica Frigorista - Capítulo 12 - GasesDocument28 pagesCurso Guía Básica Frigorista - Capítulo 12 - GasesSusana AmuraNo ratings yet
- Purgador de incondensables automático Hansen APMDocument16 pagesPurgador de incondensables automático Hansen APMCarlos Mauricio Guerrero AguilarNo ratings yet
- Purgador de AireDocument16 pagesPurgador de Airecapc.asesoriasNo ratings yet
- Manual EspumadorDocument24 pagesManual EspumadorPaul Dongo HNo ratings yet
- Catálogo de Válvulas CetopDocument23 pagesCatálogo de Válvulas CetopKarina RickenNo ratings yet
- Como Instalar Un Equipo HidroneumaticoDocument36 pagesComo Instalar Un Equipo HidroneumaticoGabriel VeraNo ratings yet
- Instalacion DescalcificadorDocument7 pagesInstalacion DescalcificadorJuan Alberto Cruz CuevasNo ratings yet
- 09 Componentes de Estacion ActualizadoDocument27 pages09 Componentes de Estacion ActualizadoAngeles CastellanosNo ratings yet
- EyectoresDocument17 pagesEyectoresAlfonso MartinezNo ratings yet
- Accesorios TrafosDocument27 pagesAccesorios TrafosHectorArroyoNo ratings yet
- Imprimir X MirarDocument8 pagesImprimir X MirarGIMONNo ratings yet
- t680 t880 Aire Acondicionado HvacpdfDocument7 pagest680 t880 Aire Acondicionado HvacpdfMANUEL VICTORNo ratings yet
- IT701-01 Proceso de Inyeccion de Poliuretano en Cañerias y EstanquesDocument4 pagesIT701-01 Proceso de Inyeccion de Poliuretano en Cañerias y Estanquesgato_adNo ratings yet
- Aditivo Acelerante Resistencias Sikarapid 1Document2 pagesAditivo Acelerante Resistencias Sikarapid 1Maria Alejandra BautistaNo ratings yet
- Hds AnticorrisivoDocument8 pagesHds AnticorrisivoFelipe Vergara100% (1)
- Manual de Constitucion de CooperativasDocument12 pagesManual de Constitucion de CooperativasAlejandro SepulvedaNo ratings yet
- Barniz MarinoDocument3 pagesBarniz Marinogato_adNo ratings yet
- TDS Galvanizado en Frio PDFDocument3 pagesTDS Galvanizado en Frio PDFJorgeFernándezUrrutiaNo ratings yet
- Ficha de Datos - Amoniaco PDFDocument19 pagesFicha de Datos - Amoniaco PDFHarold Valle ReyesNo ratings yet
- Sds - Galvanizado en Frio (Es)Document12 pagesSds - Galvanizado en Frio (Es)gato_adNo ratings yet
- W-PH1-2500-U Motore Basso 2020 ESDocument91 pagesW-PH1-2500-U Motore Basso 2020 ESgato_adNo ratings yet
- Transpaletas Manuales-0Document4 pagesTranspaletas Manuales-0Francisco Garnham CabezasNo ratings yet
- Ficha de Datos - Amoniaco PDFDocument19 pagesFicha de Datos - Amoniaco PDFHarold Valle ReyesNo ratings yet
- Pavimentos AsfálticosDocument76 pagesPavimentos AsfálticosRicardo Andrés BArros TaffurNo ratings yet
- Instalación y puesta en marcha de compresores Ingersoll RandDocument1 pageInstalación y puesta en marcha de compresores Ingersoll Randgato_adNo ratings yet
- Refrigeracion IndustrialDocument397 pagesRefrigeracion Industrialgato_ad0% (1)
- Anticorrosivo Estructural-Base Solvente-2014.Document2 pagesAnticorrosivo Estructural-Base Solvente-2014.Gustavo MorenoNo ratings yet
- Detectores de GasesDocument19 pagesDetectores de Gasesgato_adNo ratings yet
- RIDAA Decreto MOP 752 21.7.03 Anexos PDFDocument64 pagesRIDAA Decreto MOP 752 21.7.03 Anexos PDFKaren GraceNo ratings yet
- Caja guarda rociadores automáticosDocument6 pagesCaja guarda rociadores automáticosgato_ad100% (1)
- Transpaletas Manuales-0Document4 pagesTranspaletas Manuales-0Francisco Garnham CabezasNo ratings yet
- Anticorrosivo Estructural-Base Solvente-2014.Document2 pagesAnticorrosivo Estructural-Base Solvente-2014.Gustavo MorenoNo ratings yet
- Catalogo Precios Cosmoplas Redes de Incendio (Chile)Document22 pagesCatalogo Precios Cosmoplas Redes de Incendio (Chile)vizion2k4No ratings yet
- Condensadores EvaporativosDocument17 pagesCondensadores EvaporativosJose PerezNo ratings yet
- Limpiador y pasivador de metales Sika DesoxidanteDocument2 pagesLimpiador y pasivador de metales Sika Desoxidantegato_ad100% (1)
- Catalogo Instapanel - 201512Document68 pagesCatalogo Instapanel - 201512JuanVSVNo ratings yet
- Fast Report DocumentDocument2 pagesFast Report Documentgato_adNo ratings yet
- Agorex TapagoterasDocument3 pagesAgorex Tapagoterasgato_adNo ratings yet
- Bba 250GPM@120PSI NacionalDocument2 pagesBba 250GPM@120PSI Nacionalgato_adNo ratings yet
- Tds Galvanizado en FrioDocument3 pagesTds Galvanizado en Friogato_adNo ratings yet
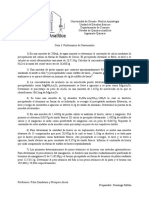
- Guía 4. Problemario de Gravimetría 2013Document8 pagesGuía 4. Problemario de Gravimetría 2013DomingoMillán0% (1)
- GUIA Laboratorio Fabricando JabónDocument5 pagesGUIA Laboratorio Fabricando Jabónluzmoore100% (1)
- Continuidad Caudal MasicoDocument8 pagesContinuidad Caudal MasicoEric Hernandez GarciaNo ratings yet
- Historia de las células fotovoltaicas desde Becquerel hasta los primeros paneles solaresDocument2 pagesHistoria de las células fotovoltaicas desde Becquerel hasta los primeros paneles solaresmarioNo ratings yet
- Final Cap03 PDFDocument88 pagesFinal Cap03 PDFDavid RiverosNo ratings yet
- Clase 1 Introduccion NuevaDocument38 pagesClase 1 Introduccion Nuevajoseandres floresNo ratings yet
- Pruebas Bioquimicas en MicrobiologiaDocument41 pagesPruebas Bioquimicas en MicrobiologiaPedro Jacinto HerviasNo ratings yet
- PoliuretanosDocument73 pagesPoliuretanosDavid UribeNo ratings yet
- 11-Acido BaseDocument47 pages11-Acido BaseJenniferNo ratings yet
- Resumen (Corrosion Microbiologica)Document2 pagesResumen (Corrosion Microbiologica)Dayis FerNo ratings yet
- Tarea 7-Los EteresDocument2 pagesTarea 7-Los EteresDevis UrbaezNo ratings yet
- Alimentos TransgénicosDocument26 pagesAlimentos TransgénicosKaren RochaNo ratings yet
- Metabolismo PDFDocument117 pagesMetabolismo PDFMaricruz Lucia Huaman HuamactoNo ratings yet
- Calor de Hidratacion Del Cemento PDocument14 pagesCalor de Hidratacion Del Cemento PRaul Malca100% (1)
- Seminario Del Género HaemophilusDocument24 pagesSeminario Del Género HaemophilusEnrique Herrera GonzálezNo ratings yet
- Lavado y PlanchadoDocument55 pagesLavado y PlanchadoPedroNo ratings yet
- Arte en El Espacio Publico 2Document72 pagesArte en El Espacio Publico 2Katherine Pinto Daza100% (1)
- Diagrama PHDocument5 pagesDiagrama PHRay PérezNo ratings yet
- Notificación de Riesgo EncuelladorDocument10 pagesNotificación de Riesgo EncuelladorManuel PérezNo ratings yet
- Mecanica de Suelos Pucp PDFDocument133 pagesMecanica de Suelos Pucp PDFSalustiano Felipe Huayhua Castro100% (1)
- III BIM - BIOLOGIA - 4TO AÑO - Guia 2 - Fotosíntesis IDocument8 pagesIII BIM - BIOLOGIA - 4TO AÑO - Guia 2 - Fotosíntesis Iprofesormiguel241No ratings yet
- Inmunoglobulina G FSDocument2 pagesInmunoglobulina G FSElian Garcia JimenezNo ratings yet
- Diálisis Peritoneal AutomatizadaDocument22 pagesDiálisis Peritoneal AutomatizadanaruzasNo ratings yet
- Quimica Analitica ComplexDocument24 pagesQuimica Analitica ComplexGardner1983No ratings yet
- Determinación de La Sección Económica Del Conductor para Líneas de TransmisiónDocument4 pagesDeterminación de La Sección Económica Del Conductor para Líneas de TransmisiónRicardo PerlaciosNo ratings yet
- Contaminación del agua y conciencia sobre su cuidadoDocument2 pagesContaminación del agua y conciencia sobre su cuidadoangel villanuevaNo ratings yet