You might also like
- M64 RS 232 Setup PDFDocument9 pagesM64 RS 232 Setup PDFLuthfi Naufal WaliyyudienNo ratings yet
- Re Initialise t32 mc116Document5 pagesRe Initialise t32 mc116GopiNo ratings yet
- Fanuc 0 C BACKUP PDFDocument2 pagesFanuc 0 C BACKUP PDFsunhuynhNo ratings yet
- HANDY-ROM User's ManualDocument10 pagesHANDY-ROM User's ManualJamilNo ratings yet
- Main Card 3 E48090-450-38-C Opus 5000 1911-1103 Okuma Datasheet PDFDocument7 pagesMain Card 3 E48090-450-38-C Opus 5000 1911-1103 Okuma Datasheet PDFaaamil13No ratings yet
- Maintenance Manual For MDS A MDS B and MDocument242 pagesMaintenance Manual For MDS A MDS B and MWaldo LaunspachNo ratings yet
- Meldas 60 SeriesDocument443 pagesMeldas 60 SeriesAlinhart EquipamentosNo ratings yet
- M100741H MAI Memex Memory Upgrade For Fanuc 16 182Document32 pagesM100741H MAI Memex Memory Upgrade For Fanuc 16 182Nica BogdanNo ratings yet
- Operação M64Document347 pagesOperação M64Luciano MalheiroNo ratings yet
- Fanuc 16i 210i Ts AlarmsDocument109 pagesFanuc 16i 210i Ts AlarmstugskulNo ratings yet
- Meldasmagic Monitor Operation Manual: BNP-B2192 (ENG)Document14 pagesMeldasmagic Monitor Operation Manual: BNP-B2192 (ENG)Durairaj TNo ratings yet
- Yasnac J300 PLC Programming ManualDocument224 pagesYasnac J300 PLC Programming Manualsunhuynh100% (1)
- Ncboot 32Document12 pagesNcboot 32Hà ChínhNo ratings yet
- File - 20210920 - 111340 - G7 YasnacDocument1 pageFile - 20210920 - 111340 - G7 YasnacPhong HuynhNo ratings yet
- Fanuc: 0 Series ControllerDocument16 pagesFanuc: 0 Series ControllerHoangvinh Duong100% (1)
- Fanuc: Spindle ControlDocument8 pagesFanuc: Spindle ControlTony AntonyNo ratings yet
- BNP-A3040 Meldas5000 CNCDocument175 pagesBNP-A3040 Meldas5000 CNCchidambaram kasiNo ratings yet
- Fanuc PM PDFDocument26 pagesFanuc PM PDFnamnp2007No ratings yet
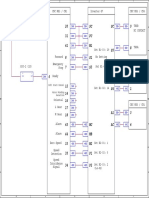
- Electrico Vtc200cDocument140 pagesElectrico Vtc200cJefferson TeixeiraNo ratings yet
- F400 Instruction Manual PDFDocument414 pagesF400 Instruction Manual PDFДТМ-Інжиніринг. Вестати з ЧПК, Південна КореяNo ratings yet
- Specifications of High-Precision Contour Control Function For Complex LatheDocument75 pagesSpecifications of High-Precision Contour Control Function For Complex LathemikeNo ratings yet
- Functions With PHPDocument11 pagesFunctions With PHPJothi KumarNo ratings yet
- FANUC Series 16 Trouble Diagnosis Specifications: i/18i/21i-MB/TBDocument17 pagesFANUC Series 16 Trouble Diagnosis Specifications: i/18i/21i-MB/TBmikeNo ratings yet
- Variaxis Electrical CircuitDocument218 pagesVariaxis Electrical CircuitPaolo GuarnizoNo ratings yet
- Fanuc Alarm 12 Troubleshooting GuideDocument20 pagesFanuc Alarm 12 Troubleshooting GuidePhong HuynhNo ratings yet
- Parameter ManualDocument794 pagesParameter ManualEX LSNo ratings yet
- List of Alarm Codes for CNC MachinesDocument78 pagesList of Alarm Codes for CNC Machinessssf-doboj100% (2)
- FX27/FX727 Memory ClearDocument6 pagesFX27/FX727 Memory ClearBobby BradburyNo ratings yet
- Fanuc 6mDocument3 pagesFanuc 6mLưu QuýNo ratings yet
- 64113EN1Document1,224 pages64113EN1João Paulo Moreira Santos BarbosaNo ratings yet
- Meldas 64Document352 pagesMeldas 64Maria Cristina MendesNo ratings yet
- M.drive - dms08bf - Rev.05.eng - Final (Drive Barufaldi)Document23 pagesM.drive - dms08bf - Rev.05.eng - Final (Drive Barufaldi)Claudio Almici100% (2)
- Cyclone Fanuc OTADocument68 pagesCyclone Fanuc OTAPham LongNo ratings yet
- FANUC Series 0-PC Function Connection Manual B-64153EN01 CNC ManualDocument148 pagesFANUC Series 0-PC Function Connection Manual B-64153EN01 CNC ManualMartin huntNo ratings yet
- 41-NC Maint PDFDocument510 pages41-NC Maint PDFakirenaviNo ratings yet
- I80 Maintenance ManualDocument226 pagesI80 Maintenance ManualsunhuynhNo ratings yet
- LH-630 服務手冊Document378 pagesLH-630 服務手冊LndIngenieria50% (2)
- PrecisionZone Manuals 325Document16 pagesPrecisionZone Manuals 325AlexDaniel20No ratings yet
- Fanuc 10-11 Memory Backup ProceduresDocument1 pageFanuc 10-11 Memory Backup ProceduressunhuynhNo ratings yet
- M500 Re-Initialization & Format Procedure: MELDAS 500 SeriesDocument4 pagesM500 Re-Initialization & Format Procedure: MELDAS 500 SeriesRafael López100% (1)
- Fanuc 0i Control Packages Memory Backup and Restore GuideDocument2 pagesFanuc 0i Control Packages Memory Backup and Restore GuideLeonardusNo ratings yet
- COM - TM Series Servo Drive Operation Manual - E (RevB) - 140115 PDFDocument127 pagesCOM - TM Series Servo Drive Operation Manual - E (RevB) - 140115 PDFHakan BlgNo ratings yet
- Mazak m2Document3 pagesMazak m2hungNo ratings yet
- 63173EN - Power Mate I-Model D - H Connection ManualDocument545 pages63173EN - Power Mate I-Model D - H Connection Manualmrtans100% (1)
- Easy Guide Programming Manual For Mc.Document55 pagesEasy Guide Programming Manual For Mc.JohnPaulSmith1No ratings yet
- CNC Error Code Table AppendixDocument32 pagesCNC Error Code Table Appendixakirenavi100% (1)
- 62543en1 PDFDocument519 pages62543en1 PDFroshan lal100% (1)
- Okuma Manuals 2771Document96 pagesOkuma Manuals 2771kkcm100% (1)
- 20ab - Operation Manual PDFDocument103 pages20ab - Operation Manual PDFNormaudettegmailcomNo ratings yet
- Fanuc Operator Manual 31iDocument174 pagesFanuc Operator Manual 31iClaudintoshNo ratings yet
- FANUC Series 16i 18i 21i-TBMB FANUC Series 16i18i21i-TBMB Safety Function at Opening Protection Door (Safe Spindle Stop Function)Document9 pagesFANUC Series 16i 18i 21i-TBMB FANUC Series 16i18i21i-TBMB Safety Function at Opening Protection Door (Safe Spindle Stop Function)mahdi elmay0% (1)
- Option PDFDocument6 pagesOption PDFWazabi MooNo ratings yet
- MRJ2Document44 pagesMRJ2Michael Naím Dévora QuintanarNo ratings yet
- Miyano-BNC-34T Fanuc OT G M Codes 1Document13 pagesMiyano-BNC-34T Fanuc OT G M Codes 1Nguyễn Khắc LợiNo ratings yet
- RS232 Support: CNC: Fanuc 0i CNC ParametersDocument2 pagesRS232 Support: CNC: Fanuc 0i CNC ParametersNguyễn Khắc Lợi100% (1)
- Parameter Manual: Fanuc Ac Spindle Motor @ Series Fanuc Ac Spindle Motor # SeriesDocument939 pagesParameter Manual: Fanuc Ac Spindle Motor @ Series Fanuc Ac Spindle Motor # SeriesTony AntonyNo ratings yet
- How To Disassemble The Turret Clamp UnclampDocument13 pagesHow To Disassemble The Turret Clamp Unclampangeldorta2002No ratings yet
- Activate Software ATM Installation - Win7 Ver 04 00 00 05 Kh5Document16 pagesActivate Software ATM Installation - Win7 Ver 04 00 00 05 Kh5Gerald BrannNo ratings yet
- Mazak Service Biuletyn 02Document5 pagesMazak Service Biuletyn 02Rafał Bugalski100% (2)
- Citizen M320LC-V Reinitialize and Restore Procedure L16 L20 MachinesDocument6 pagesCitizen M320LC-V Reinitialize and Restore Procedure L16 L20 MachinessunhuynhNo ratings yet
- (Lathe Series) 0iTD, 18i - 21iTBDocument253 pages(Lathe Series) 0iTD, 18i - 21iTBavalente112100% (1)
- It6427-0409 SMDocument24 pagesIt6427-0409 SMavalente112100% (1)
- Siemans MesszykDocument291 pagesSiemans Messzykavalente112No ratings yet
- 0312Document4 pages0312avalente112No ratings yet
- Fanuc Psu ManualDocument660 pagesFanuc Psu Manualavalente112100% (1)
- (Lathe Series) 0iTD, 18i - 21iTBDocument253 pages(Lathe Series) 0iTD, 18i - 21iTBavalente112100% (1)
- Specifications: FANUC Series 16/18-MB/TB/MC/TC FANUC Series 16Document15 pagesSpecifications: FANUC Series 16/18-MB/TB/MC/TC FANUC Series 16avalente112No ratings yet
- 1966 Bridge Port ManualDocument40 pages1966 Bridge Port Manualengineer1588No ratings yet
- Straightness Measurement and ApplicationDocument12 pagesStraightness Measurement and Applicationavalente112No ratings yet
- Read and Program Encoder Memory More Easily With TI-5000EXDocument1 pageRead and Program Encoder Memory More Easily With TI-5000EXavalente112No ratings yet
- 810 - 820 ReloadDocument7 pages810 - 820 Reloadavalente112No ratings yet
- CNC Programming WorkshopDocument150 pagesCNC Programming WorkshopThanh BaronNo ratings yet
- PCINDocument2 pagesPCINavalente112No ratings yet
- Syntec ManualDocument82 pagesSyntec Manualavalente112100% (1)
- VM-1000-1300 VMC-1100-1300 - V2012-01Document71 pagesVM-1000-1300 VMC-1100-1300 - V2012-01avalente112No ratings yet
- OMP60 Installation GuideDocument54 pagesOMP60 Installation Guideavalente112No ratings yet
- 65160e PDFDocument419 pages65160e PDFavalente112100% (1)
- Centroid CNC10 Mill ManualDocument248 pagesCentroid CNC10 Mill ManualAndrewBrownNo ratings yet
- Toshiba Satellite A300Document37 pagesToshiba Satellite A300Nagy József100% (1)
- Lab 3 - Series and Parallel CircuitsDocument7 pagesLab 3 - Series and Parallel CircuitsHảo PhùngNo ratings yet
- Tacloban Master Training Schedule (January-June 2012) For Web New FormatDocument5 pagesTacloban Master Training Schedule (January-June 2012) For Web New FormatFariq AdlawanNo ratings yet
- Jolywood-JW-HD144N-545-570 Bifacial 2285x1134x30Document2 pagesJolywood-JW-HD144N-545-570 Bifacial 2285x1134x30Agata GuzikNo ratings yet
- BYG Опросный лист на режущую кромкуDocument51 pagesBYG Опросный лист на режущую кромкуMMM-MMMNo ratings yet
- Tutorial 4 - BMCG 2613 - Hydrostatic Force PDFDocument2 pagesTutorial 4 - BMCG 2613 - Hydrostatic Force PDFmege1105No ratings yet
- Ford Accessories CatalogueDocument47 pagesFord Accessories CataloguePedro OliveiraNo ratings yet
- Technical Information HANSA-FLEX Hose ConnectionsDocument75 pagesTechnical Information HANSA-FLEX Hose ConnectionshorsanicuNo ratings yet
- Documentation For: Bank - MasterDocument6 pagesDocumentation For: Bank - MastervijucoolNo ratings yet
- ISa GRAFDocument18 pagesISa GRAFEdwin MateusNo ratings yet
- 2.3 One Way Slab Design-SS, Cant, ContinuousDocument54 pages2.3 One Way Slab Design-SS, Cant, ContinuousAhmed SiddiqueNo ratings yet
- MSDS 42935Document3 pagesMSDS 42935EliasNo ratings yet
- HVDC Grid Feasibility StudyDocument189 pagesHVDC Grid Feasibility StudyDeoudrafNo ratings yet
- Understanding Japanese Management PracticesDocument16 pagesUnderstanding Japanese Management PracticesBusiness Expert Press100% (3)
- 92v Parts List ViperDocument194 pages92v Parts List Viperreltih18No ratings yet
- Phoenix Contact 3247055 enDocument6 pagesPhoenix Contact 3247055 enDGNo ratings yet
- Tds G. Beslux Tribopaste L-2-3 S (26.03.09)Document1 pageTds G. Beslux Tribopaste L-2-3 S (26.03.09)Iulian BarbuNo ratings yet
- Physics (Jee Advanced)Document8 pagesPhysics (Jee Advanced)PranavMachingal100% (1)
- Inductance Measurements For Synchronous MachinesDocument2 pagesInductance Measurements For Synchronous MachinesYusuf YaşaNo ratings yet
- Operating Procedure ERLDCDocument154 pagesOperating Procedure ERLDCbramhanand vermaNo ratings yet
- MS Electrical Cable InstallationDocument11 pagesMS Electrical Cable InstallationAhmed Rashed ANo ratings yet
- Technical VolumeDocument162 pagesTechnical Volumeiamskg63891583No ratings yet
- Queen Sala Celinda Del Rosario LECCION2 Actividad de Produccion 2.4Document4 pagesQueen Sala Celinda Del Rosario LECCION2 Actividad de Produccion 2.4Salustino AbreuNo ratings yet
- Bricks CalculationDocument3 pagesBricks CalculationAravindanNo ratings yet
- Interior Latex Semi-Gloss GL64XX: PremiumDocument2 pagesInterior Latex Semi-Gloss GL64XX: PremiumVenkatesh SridharanNo ratings yet
- Well Control - Fundamental - W2 - Well Control PrincipleDocument17 pagesWell Control - Fundamental - W2 - Well Control PrincipleGilbert SunaryoNo ratings yet
- Reliability and Integrity Management 1Document37 pagesReliability and Integrity Management 1Giannos Kastanas100% (1)
- Data Acquisition Systems (DAS) in GeneralDocument3 pagesData Acquisition Systems (DAS) in GeneralArjun SinghNo ratings yet
- Williams CatalogoDocument3 pagesWilliams CatalogoMartin AcuñaNo ratings yet
- CS20 Instruction Manual: Inverted Vertical Turning CellDocument83 pagesCS20 Instruction Manual: Inverted Vertical Turning CellHenryNo ratings yet
- K1 RootingDocument20 pagesK1 RootingHassan BallouzNo ratings yet