You might also like
- CNC Training Milling PDFDocument2 pagesCNC Training Milling PDFFikri SiplhoNo ratings yet
- Brosur EDU-Solidworks PDFDocument8 pagesBrosur EDU-Solidworks PDFFikri SiplhoNo ratings yet
- Brochure CFD-ACE+ PDFDocument12 pagesBrochure CFD-ACE+ PDFFikri SiplhoNo ratings yet
- 2010 (Zahari Taha) Effect Insert Geometry On Surface Roughness in The Turning Process of AISI D2 PDFDocument6 pages2010 (Zahari Taha) Effect Insert Geometry On Surface Roughness in The Turning Process of AISI D2 PDFFikri SiplhoNo ratings yet
- 2009 (Bala Murugan Gopalsamy & Biswanath Mondal & Sukamal Ghosh) PDFDocument19 pages2009 (Bala Murugan Gopalsamy & Biswanath Mondal & Sukamal Ghosh) PDFFikri SiplhoNo ratings yet
- Ijest11 03 01 015Document7 pagesIjest11 03 01 015sbrkdkNo ratings yet
- 2011 (S. Singh and M.F Yeh) Optimization of Abrasive Powder Mixed EDM of Aluminum Matrix Composites With Multiple Respons 1 PDFDocument11 pages2011 (S. Singh and M.F Yeh) Optimization of Abrasive Powder Mixed EDM of Aluminum Matrix Composites With Multiple Respons 1 PDFFikri SiplhoNo ratings yet
- 2011 (Anil Gupta, Hari Singh, Aman Aggarwal) Taguchi-Fuzzy Multi Output Optimization (MOO) in High Speed CNC Turning of A 1 PDFDocument7 pages2011 (Anil Gupta, Hari Singh, Aman Aggarwal) Taguchi-Fuzzy Multi Output Optimization (MOO) in High Speed CNC Turning of A 1 PDFFikri SiplhoNo ratings yet
- 2011 (C. Dhavamani, T. Alwarsamy) Review On Optimization of Machining Operation PDFDocument10 pages2011 (C. Dhavamani, T. Alwarsamy) Review On Optimization of Machining Operation PDFFikri SiplhoNo ratings yet
- 2010 (Nihat Tosun & Hasim Pihtili) PDFDocument7 pages2010 (Nihat Tosun & Hasim Pihtili) PDFFikri SiplhoNo ratings yet
- 2009 (Nun-Ming Liu DKK) The Method of Grey-Fuzzy Logic For Optimizing Multi-Response Problems During The Manufacturing PR 1 PDFDocument11 pages2009 (Nun-Ming Liu DKK) The Method of Grey-Fuzzy Logic For Optimizing Multi-Response Problems During The Manufacturing PR 1 PDFFikri SiplhoNo ratings yet
- 2008 (H.-S. Lu, J.-Y. Chen, Ch.-T. Chung) PDFDocument4 pages2008 (H.-S. Lu, J.-Y. Chen, Ch.-T. Chung) PDFFikri SiplhoNo ratings yet
- Ijsrp p1816 PDFDocument6 pagesIjsrp p1816 PDFFikri SiplhoNo ratings yet
- 1999 (C.Y. Nian, W.H. Yang, Y.S. Tarng) Optimization of Turning Operations With Multiple Performance Characteristic PDFDocument7 pages1999 (C.Y. Nian, W.H. Yang, Y.S. Tarng) Optimization of Turning Operations With Multiple Performance Characteristic PDFFikri SiplhoNo ratings yet
- 1999 (C.Y. Nian, W.H. Yang, Y.S. Tarng) Optimization of Turning Operations With Multiple Performance Characteristic PDFDocument7 pages1999 (C.Y. Nian, W.H. Yang, Y.S. Tarng) Optimization of Turning Operations With Multiple Performance Characteristic PDFFikri SiplhoNo ratings yet
- Process Optimization in Dry Turning of Steel, Cast Iron and Bakelite Using Low Cost Tool MaterialDocument22 pagesProcess Optimization in Dry Turning of Steel, Cast Iron and Bakelite Using Low Cost Tool MaterialIAEME PublicationNo ratings yet
- Taguchi MethodDocument8 pagesTaguchi MethodLSARAVANAN91No ratings yet
- Taguchi MethodDocument8 pagesTaguchi MethodLSARAVANAN91No ratings yet
- Optimization of Surface Roughness and Material Removal Rate in Turning of Aisi D2Document3 pagesOptimization of Surface Roughness and Material Removal Rate in Turning of Aisi D2Fikri SiplhoNo ratings yet
- Jaser4001 PDFDocument10 pagesJaser4001 PDFFikri SiplhoNo ratings yet
- Perancangan Mesin Perajang Daun Tembakau: Anwar Hidayat, Drs. Bambang Setyo H.P, M.PDDocument13 pagesPerancangan Mesin Perajang Daun Tembakau: Anwar Hidayat, Drs. Bambang Setyo H.P, M.PDFikri SiplhoNo ratings yet
- 20 4 7Document16 pages20 4 7Agus GunawanNo ratings yet
- Effect of Spindle Speed and Feed Rate On Surface Roughness and Material Removal Rate of AA6063A in CNC Turning Using Response Surface MethodologyDocument5 pagesEffect of Spindle Speed and Feed Rate On Surface Roughness and Material Removal Rate of AA6063A in CNC Turning Using Response Surface MethodologyFikri SiplhoNo ratings yet
- 1 s2.0 S221282711501166X Main PDFDocument6 pages1 s2.0 S221282711501166X Main PDFFikri SiplhoNo ratings yet
- Experimental Study of Turning Operation and Optimization of MRR and Surface Roughness Using Taguchi MethodDocument7 pagesExperimental Study of Turning Operation and Optimization of MRR and Surface Roughness Using Taguchi MethodIJIRAE- International Journal of Innovative Research in Advanced EngineeringNo ratings yet
- 48 - 401-Optimization of Material Removal Rate in CNC Turning of Mild Steel 1018 Using Taguchi Method PDFDocument7 pages48 - 401-Optimization of Material Removal Rate in CNC Turning of Mild Steel 1018 Using Taguchi Method PDFFikri SiplhoNo ratings yet
- Investigation of Material Removal Rate in Turning OperationDocument6 pagesInvestigation of Material Removal Rate in Turning OperationFikri SiplhoNo ratings yet
- Perancangan Mesin Perajang Daun Tembakau: Anwar Hidayat, Drs. Bambang Setyo H.P, M.PDDocument13 pagesPerancangan Mesin Perajang Daun Tembakau: Anwar Hidayat, Drs. Bambang Setyo H.P, M.PDFikri SiplhoNo ratings yet
- ID Rancang Bangun Sistem Kontrol Mesin CNC PDFDocument8 pagesID Rancang Bangun Sistem Kontrol Mesin CNC PDFFikri SiplhoNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Chemistry EUEE 2013 (14) - 151269132054Document12 pagesChemistry EUEE 2013 (14) - 151269132054mintesnot udessaNo ratings yet
- PPS polymer specificationDocument4 pagesPPS polymer specificationரஞ்சன் ஞானயோளிNo ratings yet
- Electrcal 300l AttendanceDocument4 pagesElectrcal 300l AttendancebennykurfNo ratings yet
- Catalogo Brossard ParafusosDocument0 pagesCatalogo Brossard ParafusosMarco ViniciusNo ratings yet
- AspenPolymersUnitOpsV8 - 4-Usr PDFDocument841 pagesAspenPolymersUnitOpsV8 - 4-Usr PDFValeria MolinaNo ratings yet
- 210 Interfaces in Accessories For Extruded HV and EHV CablesDocument15 pages210 Interfaces in Accessories For Extruded HV and EHV CablesepriNo ratings yet
- Sediment Transport Mechanics Initiation of Motion CalculationDocument12 pagesSediment Transport Mechanics Initiation of Motion CalculationzelalemniguseNo ratings yet
- Modelling The Tribocharging Process in 2D and 3DDocument12 pagesModelling The Tribocharging Process in 2D and 3DnaghmeabaviNo ratings yet
- Burst Pressure Prediction of Pressure Vessel Using FEADocument6 pagesBurst Pressure Prediction of Pressure Vessel Using FEAMario TirabassiNo ratings yet
- Re BoilersDocument42 pagesRe BoilersShashi MashalNo ratings yet
- Practise Questions 2019Document8 pagesPractise Questions 2019Sehar IshtiaqNo ratings yet
- Cross-Linked Polymer Synthesis: SynonymsDocument11 pagesCross-Linked Polymer Synthesis: Synonymsdca13No ratings yet
- Understanding Emf BookletDocument20 pagesUnderstanding Emf Bookletsinghrudra420agraNo ratings yet
- SR Failure in IndiaDocument8 pagesSR Failure in IndiaMilan SjausNo ratings yet
- Solution - Assignment 1 PoolDocument7 pagesSolution - Assignment 1 Poolf20230405No ratings yet
- Subsea Pipeline Design Engineering MethodologyDocument11 pagesSubsea Pipeline Design Engineering MethodologyKumarJR86100% (1)
- Effect of Temperature On Tensile Properties of HDPE Pipe MaterialDocument7 pagesEffect of Temperature On Tensile Properties of HDPE Pipe MaterialthietbimoitruongNo ratings yet
- Modeling of Welded Connections in Solidworks Simulation: Conference PaperDocument6 pagesModeling of Welded Connections in Solidworks Simulation: Conference PaperpatrickNX9420No ratings yet
- EC6016 Opto Electronic Devices University Question Paper Nov Dec 2017Document2 pagesEC6016 Opto Electronic Devices University Question Paper Nov Dec 2017Dr J. ArunarasiNo ratings yet
- Organic Polymer ChemistryDocument32 pagesOrganic Polymer ChemistryUmamaheswari GanesanNo ratings yet
- 20 Things You Can Do With Graphene: ApplicationsDocument4 pages20 Things You Can Do With Graphene: ApplicationsEmilio Lecaros BustamanteNo ratings yet
- Analysis of Heat and Mass Transfer in Cooling Tower FillDocument8 pagesAnalysis of Heat and Mass Transfer in Cooling Tower FillabdulazizrohmanhakimNo ratings yet
- Anchor Bolt Design (ACI318)Document5 pagesAnchor Bolt Design (ACI318)Ashraful AlamNo ratings yet
- PLCCDocument15 pagesPLCCSanjeev KumarNo ratings yet
- RO4000 Laminates Data SheetDocument4 pagesRO4000 Laminates Data SheetJavier De La VegaNo ratings yet
- Peristaltic Transport of A Viscous Fluid in An Asymmetric Channel With Permeable WallsDocument13 pagesPeristaltic Transport of A Viscous Fluid in An Asymmetric Channel With Permeable WallsRakeshconclaveNo ratings yet
- En 1993-1-6 EUROCODE 3 Strength and Stability of Shell StructuresDocument1 pageEn 1993-1-6 EUROCODE 3 Strength and Stability of Shell StructuressaurabhsubhuNo ratings yet
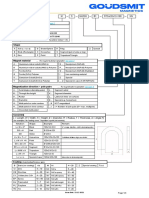
- Product Key MX - Magnet PermanentDocument4 pagesProduct Key MX - Magnet PermanentFooNo ratings yet
- DF002 Polymer Chemistry 7Document35 pagesDF002 Polymer Chemistry 7Asad KhanNo ratings yet
- The Hall Effect-1Document4 pagesThe Hall Effect-1lewyn.socialNo ratings yet