You might also like
- Weekly Report-NovDocument8 pagesWeekly Report-Novananda_beloshe75No ratings yet
- Purchase Orders for Engineering EquipmentDocument122 pagesPurchase Orders for Engineering Equipmentananda_beloshe75No ratings yet
- Pictorial Surface Preparation Standards For Painting Steel Surfaces - MHG PaintsDocument24 pagesPictorial Surface Preparation Standards For Painting Steel Surfaces - MHG PaintsBellana SirishNo ratings yet
- Synergia Inspected List-23.5.2019Document1 pageSynergia Inspected List-23.5.2019ananda_beloshe75No ratings yet
- Quality Certificate for SAIL Discharging Door AssemblyDocument1 pageQuality Certificate for SAIL Discharging Door Assemblyananda_beloshe75No ratings yet
- CRN 3493990263Document3 pagesCRN 3493990263ananda_beloshe75No ratings yet
- Quality Certificate for SAIL Discharging Door AssemblyDocument1 pageQuality Certificate for SAIL Discharging Door Assemblyananda_beloshe75No ratings yet
- Dissimilar Metal Weldability Concepts Alber SadekDocument45 pagesDissimilar Metal Weldability Concepts Alber SadekMohammad AliNo ratings yet
- Preferred Tol and FitsDocument9 pagesPreferred Tol and Fitsananda_beloshe75No ratings yet
- Comparison EN8D - IS 2062Document1 pageComparison EN8D - IS 2062ananda_beloshe75No ratings yet
- Dissimilar Metal WeldabilityDocument1 pageDissimilar Metal Weldabilityananda_beloshe75No ratings yet
- Standard Working Procedure - System 1Document6 pagesStandard Working Procedure - System 1ananda_beloshe75No ratings yet
- Comparison EN8D - Is 2062Document1 pageComparison EN8D - Is 2062ananda_beloshe75No ratings yet
- ISH Check List - EK288Document1 pageISH Check List - EK288ananda_beloshe75No ratings yet
- C Channel Length Extension WeldingDocument1 pageC Channel Length Extension Weldingananda_beloshe75No ratings yet
- Digital Lab OvenDocument3 pagesDigital Lab Ovenananda_beloshe75No ratings yet
- Steelwork Preparation S 2 EepvDocument6 pagesSteelwork Preparation S 2 Eepvananda_beloshe75No ratings yet
- Is 13311.2.1992 PDFDocument12 pagesIs 13311.2.1992 PDFTayyab AnwarNo ratings yet
- Guarantee Certificate For SRDocument1 pageGuarantee Certificate For SRananda_beloshe75No ratings yet
- ASTM A106 Seamless Carbon Steel Pipe For High Temperature Service PDFDocument9 pagesASTM A106 Seamless Carbon Steel Pipe For High Temperature Service PDFsingaravelan narayanasamyNo ratings yet
- Letter To Elca - 16 - 17 NewDocument89 pagesLetter To Elca - 16 - 17 Newananda_beloshe75No ratings yet
- TC For AVM WasherDocument4 pagesTC For AVM Washerananda_beloshe75No ratings yet
- Work Instructions For Blasting PaintingDocument2 pagesWork Instructions For Blasting Paintingananda_beloshe75No ratings yet
- Testrep - Lock NutDocument2 pagesTestrep - Lock Nutananda_beloshe75No ratings yet
- Status Report of Saddle AsslyDocument2 pagesStatus Report of Saddle Asslyananda_beloshe75No ratings yet
- Journal International SDLC 15 HalDocument15 pagesJournal International SDLC 15 HalAmandhaEarlyNo ratings yet
- COC - Entry and Exit Saddle Assembly.Document2 pagesCOC - Entry and Exit Saddle Assembly.ananda_beloshe75No ratings yet
- 55 Ni CR Mo V7Document1 page55 Ni CR Mo V7ananda_beloshe75No ratings yet
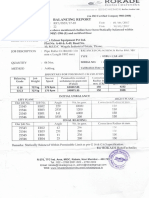
- Balancing ReportDocument2 pagesBalancing Reportananda_beloshe75No ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Bond Strength of Normal-to-Lightweight Concrete InterfacesDocument9 pagesBond Strength of Normal-to-Lightweight Concrete InterfacesStefania RinaldiNo ratings yet
- Blink CodesDocument3 pagesBlink CodesNightin VargheseNo ratings yet
- Ted Hughes's Crow - An Alternative Theological ParadigmDocument16 pagesTed Hughes's Crow - An Alternative Theological Paradigmsa46851No ratings yet
- Key Personnel'S Affidavit of Commitment To Work On The ContractDocument14 pagesKey Personnel'S Affidavit of Commitment To Work On The ContractMica BisaresNo ratings yet
- Lehman BrothersDocument10 pagesLehman BrothersJaikishin RuprajNo ratings yet
- Aluminium FOil SearchDocument8 pagesAluminium FOil SearchAtul KumarNo ratings yet
- Sustainability 15 06202Document28 pagesSustainability 15 06202Somesh AgrawalNo ratings yet
- Wicks Angela, Roethlein Christopher - A Satisfaction - Based Definition of QualityDocument1 pageWicks Angela, Roethlein Christopher - A Satisfaction - Based Definition of Qualityalfdjole0% (1)
- 01 Lab ManualDocument5 pages01 Lab ManualM Waqar ZahidNo ratings yet
- Entrepreneurship: Ali Raza (Ph.D. Scholar, Near East University, North Cyprus, Mersin 10, Turkey)Document35 pagesEntrepreneurship: Ali Raza (Ph.D. Scholar, Near East University, North Cyprus, Mersin 10, Turkey)Ameen KolachiNo ratings yet
- Chapter 9 Lease DecisionsDocument51 pagesChapter 9 Lease Decisionsceoji25% (4)
- Tensile TestDocument23 pagesTensile TestHazirah Achik67% (3)
- Product 243: Technical Data SheetDocument3 pagesProduct 243: Technical Data SheetRuiNo ratings yet
- 2017 2 Solarcon Catalogue Final RevisedDocument8 pages2017 2 Solarcon Catalogue Final RevisedNavarshi VishnubhotlaNo ratings yet
- Rapid ECG Interpretation Skills ChallengeDocument91 pagesRapid ECG Interpretation Skills ChallengeMiguel LizarragaNo ratings yet
- Adjective: the girl is beautifulDocument15 pagesAdjective: the girl is beautifulIn'am TraboulsiNo ratings yet
- Or Medallist Results WorldSkills Scale and 100 ScaleDocument39 pagesOr Medallist Results WorldSkills Scale and 100 ScaleJoseNo ratings yet
- Coriolis - Atlas CompendiumDocument62 pagesCoriolis - Atlas CompendiumSquamata100% (2)
- MAS Assessment Exam Answer Key SolutionDocument7 pagesMAS Assessment Exam Answer Key SolutionJonalyn JavierNo ratings yet
- Physics Force and BuoyancyDocument28 pagesPhysics Force and BuoyancySohan PattanayakNo ratings yet
- List of OperationsDocument3 pagesList of OperationsGibs_9122100% (3)
- Pathophysiology of Cardiogenic Pulmonary EdemaDocument8 pagesPathophysiology of Cardiogenic Pulmonary EdemaLili Fiorela CRNo ratings yet
- Texas LS Notes 19-20Document2 pagesTexas LS Notes 19-20Jesus del CampoNo ratings yet
- Case Study (DM)Document28 pagesCase Study (DM)Jai - Ho100% (1)
- Simple Present 60991Document17 pagesSimple Present 60991Ketua EE 2021 AndrianoNo ratings yet
- Iso 16399-2014-05Document52 pagesIso 16399-2014-05nadim100% (1)
- Teaching and Learning in the Multigrade ClassroomDocument18 pagesTeaching and Learning in the Multigrade ClassroomMasitah Binti TaibNo ratings yet
- Construction Internship ReportDocument8 pagesConstruction Internship ReportDreaminnNo ratings yet
- Audit AP TestsDocument3 pagesAudit AP TestsSweet Emme100% (1)
- Remembering Manoj ShuklaDocument2 pagesRemembering Manoj ShuklamadhukarshuklaNo ratings yet