You might also like
- CrochetDocument31 pagesCrochetMonstrare Vee75% (4)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Blade Building Made Easy: Don FoggDocument162 pagesBlade Building Made Easy: Don FoggFerreirarocha Ferreira Rocha100% (4)
- Know All About Jewelry Maki NG Jewelry Desi Gni NG and Metal Worki NG PDFDocument116 pagesKnow All About Jewelry Maki NG Jewelry Desi Gni NG and Metal Worki NG PDFhung garul100% (2)
- Blasting and Painting ProcedureDocument9 pagesBlasting and Painting Procedureisukuru67% (12)
- Quality Assurance PlanDocument3 pagesQuality Assurance PlanVicky Gautam100% (1)
- Method Statement: Al-Khafji FDP Phase-I Onshore FacilitiesDocument8 pagesMethod Statement: Al-Khafji FDP Phase-I Onshore FacilitiesSiddiqui Muhammad AshfaqueNo ratings yet
- Pickling & Passivation Procedure MainDocument6 pagesPickling & Passivation Procedure Mainvijay padale100% (3)
- Hastelloy C-276 WeldingDocument4 pagesHastelloy C-276 WeldingClaudia MmsNo ratings yet
- Vaccum Test MethodDocument4 pagesVaccum Test MethodMahmud AlamNo ratings yet
- Reports - QAQC - R0Document10 pagesReports - QAQC - R0talupurumNo ratings yet
- WPS PQR 12Document9 pagesWPS PQR 12Ranjan KumarNo ratings yet
- Feroxyl and Copper Sulfate TestingDocument23 pagesFeroxyl and Copper Sulfate TestingPrashant RaneNo ratings yet
- 62-P-90Rev A Method Statement For Oxygen Line FabricationDocument13 pages62-P-90Rev A Method Statement For Oxygen Line FabricationAsadAliAliNo ratings yet
- Acid Cleaning ReportDocument1 pageAcid Cleaning Reportg_sanchetiNo ratings yet
- The Illustrated Encyclopedia of The Elements Periodic TableDocument1 pageThe Illustrated Encyclopedia of The Elements Periodic TableChronicleBooksNo ratings yet
- Pickling & Passivation - InspectionDocument7 pagesPickling & Passivation - InspectionBhanu Pratap ChoudhuryNo ratings yet
- Pickling and Passivation ProcedureDocument5 pagesPickling and Passivation ProcedureBoby Thomas100% (5)
- Passivating & Pickling Stainless SteelDocument16 pagesPassivating & Pickling Stainless Steelfeki2607No ratings yet
- Weekly Welder Repair Rate MonitoringDocument15 pagesWeekly Welder Repair Rate MonitoringSiddiqui Abdul Khaliq100% (1)
- Liquid Penetrant Testing Report SummaryDocument1 pageLiquid Penetrant Testing Report SummaryAbdul NaveedNo ratings yet
- Procedure For Tubing & ExpansionDocument6 pagesProcedure For Tubing & ExpansionBoby ThomasNo ratings yet
- Wps PQR For Reference p1 To p1 Smawxls PDF FreeDocument6 pagesWps PQR For Reference p1 To p1 Smawxls PDF FreeMahmoud GaberNo ratings yet
- WPS GF170 As 1554.6Document1 pageWPS GF170 As 1554.6Syed Mahmud Habibur Rahman100% (1)
- Basic of Asme Sec IxDocument116 pagesBasic of Asme Sec IxHamid Mansouri100% (1)
- Pig Traps Launcher 2016428 CriDocument7 pagesPig Traps Launcher 2016428 CriKrishna KusumaNo ratings yet
- NDT Weld Visual Inspection ProcedureDocument4 pagesNDT Weld Visual Inspection Procedureg_sancheti100% (2)
- QC Documents for Manufacturing Equipment AR-001Document1 pageQC Documents for Manufacturing Equipment AR-001VishnuGKNo ratings yet
- To Commissioning Manual: Appendix No. 1Document7 pagesTo Commissioning Manual: Appendix No. 1Bassem BalghouthiNo ratings yet
- Repair and Buttering ProcedureDocument14 pagesRepair and Buttering Proceduremohd as shahiddin jafri100% (3)
- DRP001-OUF-STA-MTS-L-000-030-O1 - WMS Pickling and Passivation PDFDocument36 pagesDRP001-OUF-STA-MTS-L-000-030-O1 - WMS Pickling and Passivation PDFrodman823No ratings yet
- Proposed WPSDocument2 pagesProposed WPSChisom Ikengwu100% (2)
- 1.method Statement For Passivation and PicklingDocument6 pages1.method Statement For Passivation and Picklingsethu1091100% (10)
- Con-011 Instruction For Painting Work Rev.0Document11 pagesCon-011 Instruction For Painting Work Rev.0monchai_626No ratings yet
- Inar Profiles Pvt. LTD., Kotturu, Industrial Area, Visakhapatnam, Andhrapradesh, IndiaDocument14 pagesInar Profiles Pvt. LTD., Kotturu, Industrial Area, Visakhapatnam, Andhrapradesh, IndiaSreedhar Patnaik.MNo ratings yet
- Pickling and Passivity Procedure - Rev A PDFDocument7 pagesPickling and Passivity Procedure - Rev A PDFthanh100% (1)
- Pickling and Passivation Procedure A380Document3 pagesPickling and Passivation Procedure A380Suyog Gawande100% (3)
- Guide to Strip Lining of Pressure VesselsDocument6 pagesGuide to Strip Lining of Pressure VesselsaminNo ratings yet
- 240-77196678 - Heat Treatment of Welded Components Standard (Rev 1)Document15 pages240-77196678 - Heat Treatment of Welded Components Standard (Rev 1)Amna AmjadNo ratings yet
- 038-Pro Welding Consumable Control Procedure PDFDocument20 pages038-Pro Welding Consumable Control Procedure PDFKöksal Patan100% (7)
- Pickling and Passivation 399Document14 pagesPickling and Passivation 399fpiccoli_4100% (1)
- QCP For Control of Welding ConsumablesDocument9 pagesQCP For Control of Welding ConsumablesUmair Awan100% (1)
- Painting Procedure NG SystemsDocument6 pagesPainting Procedure NG SystemsTanveer Rajput EngrNo ratings yet
- ASSDA - Pickling and PassivationDocument2 pagesASSDA - Pickling and Passivationippon_osotoNo ratings yet
- Coating Application & Inspection Procedure-Rev 0Document27 pagesCoating Application & Inspection Procedure-Rev 0tinphat100% (1)
- Pickling Passivation Procedure by JSDocument2 pagesPickling Passivation Procedure by JSAkhilesh Kumar67% (3)
- Tank Vessel HandbookDocument76 pagesTank Vessel HandbooklsgmzNo ratings yet
- Hydrostatic Testing Procedures for FacilitiesDocument17 pagesHydrostatic Testing Procedures for Facilitiesprakash07343No ratings yet
- Method Statement For Titanium PipeworkDocument3 pagesMethod Statement For Titanium Pipeworkprem nautiyalNo ratings yet
- Pig Launcher and Receiver TrapDocument1 pagePig Launcher and Receiver TrapJaroslaw KoniecznyNo ratings yet
- Astm A1078 PDFDocument5 pagesAstm A1078 PDFmmendez113100% (1)
- Pickling and Passivation ProcedureDocument4 pagesPickling and Passivation ProcedureWaqas Waqas89% (18)
- Isometric Symbol KeysDocument91 pagesIsometric Symbol KeysAldo88% (17)
- Isometric Symbol KeysDocument91 pagesIsometric Symbol KeysAldo88% (17)
- Pickling ProcedureDocument2 pagesPickling Proceduremahazari100% (6)
- GENERAL Specification Piping Fabrication and Pressure TestingDocument49 pagesGENERAL Specification Piping Fabrication and Pressure Testingalizadeh2222100% (2)
- Welding ProceduresDocument29 pagesWelding ProceduresLaith Salman100% (1)
- Acid Pickling Procedure Rev.c1Document6 pagesAcid Pickling Procedure Rev.c1hannanNo ratings yet
- Vacuum Box Testing ProcedureDocument6 pagesVacuum Box Testing ProcedureKandula Raju100% (1)
- Radiography Test & Liquid Penetrant Test ProcedureDocument7 pagesRadiography Test & Liquid Penetrant Test ProcedurePrashant MalveNo ratings yet
- C-1-30 - Cleaning and Passivating of Stainless Steel EquipmentDocument6 pagesC-1-30 - Cleaning and Passivating of Stainless Steel EquipmentdgemillerNo ratings yet
- B2020-TDC-VF-009 Vessel Fabrication R0Document5 pagesB2020-TDC-VF-009 Vessel Fabrication R0Ramalingam PrabhakaranNo ratings yet
- Pig Calc PDFDocument286 pagesPig Calc PDFJaroslaw KoniecznyNo ratings yet
- Welder Imperfection SummaryDocument16 pagesWelder Imperfection Summaryprem nautiyal100% (1)
- Ferrite Content ReportDocument2 pagesFerrite Content ReportJawad MunirNo ratings yet
- Pig Launcher Receiver TrapsDocument2 pagesPig Launcher Receiver TrapsJaroslaw Konieczny100% (1)
- Patrones PicapauyanDocument6 pagesPatrones Picapauyangina ariasNo ratings yet
- Balance Doc 1Document7 pagesBalance Doc 1Alexa AnguloNo ratings yet
- Passivation and Pickling Method for Stainless Steel WeldsDocument7 pagesPassivation and Pickling Method for Stainless Steel WeldsHabib RehmanNo ratings yet
- BPV IX-16-3 QW-283 - ButteringDocument1 pageBPV IX-16-3 QW-283 - ButteringyutweldingNo ratings yet
- Welding Procedure Specification and Procedure Qualification RecordDocument2 pagesWelding Procedure Specification and Procedure Qualification RecordNatdanai NorawanNo ratings yet
- Fabrication Procedure for Rolling Shell PlatesDocument10 pagesFabrication Procedure for Rolling Shell PlatesMuhammad Yunus NurdinNo ratings yet
- WPS for SS to CS WeldingDocument1 pageWPS for SS to CS WeldingLipika GayenNo ratings yet
- Pressure Vessel Dimension Inspection PDFDocument17 pagesPressure Vessel Dimension Inspection PDFEqubal KhanNo ratings yet
- Blasting and Painting Inspection Report: Achieved Profile Date of Report No: DFT Application DateDocument3 pagesBlasting and Painting Inspection Report: Achieved Profile Date of Report No: DFT Application DateLOPA THANDARNo ratings yet
- TDC - CS PipeDocument1 pageTDC - CS PipetrushalpanchalNo ratings yet
- Method Statements of Surface Treatment and Painting For Valves Nh3 ProjectDocument5 pagesMethod Statements of Surface Treatment and Painting For Valves Nh3 ProjectDuongthithuydung0% (1)
- Passivation InstructionsDocument6 pagesPassivation Instructionsmahdi khNo ratings yet
- Pickling & Passivation ProcedureDocument2 pagesPickling & Passivation ProcedureSunil Kumar GoudaNo ratings yet
- Pickling of Carbon Steel PipeworkDocument4 pagesPickling of Carbon Steel PipeworkBruce QuareNo ratings yet
- Hydrotest ProcedureDocument4 pagesHydrotest ProcedureJaroslaw KoniecznyNo ratings yet
- Process Specification for Passivation and Pickling of Metallic MaterialsDocument9 pagesProcess Specification for Passivation and Pickling of Metallic MaterialsJaroslaw KoniecznyNo ratings yet
- Pickling Procedures: - Acid Treatments - Sand ControlDocument25 pagesPickling Procedures: - Acid Treatments - Sand ControlhjshjhsjhjhjhjNo ratings yet
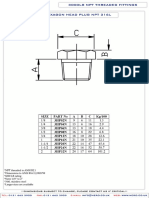
- Hexagon Plug NPT 3000LB DimensionsDocument1 pageHexagon Plug NPT 3000LB DimensionsJaroslaw KoniecznyNo ratings yet
- Sweco CatDocument21 pagesSweco CatArmandoZacariasAcostaNo ratings yet
- Asme A13 - 1Document13 pagesAsme A13 - 1Jaroslaw KoniecznyNo ratings yet
- Pertamina slide way series optimized for machine toolsDocument1 pagePertamina slide way series optimized for machine toolsapriambadhaNo ratings yet
- A Review of Standards For Biodegradable PlasticsDocument33 pagesA Review of Standards For Biodegradable PlasticsCarinna Saldaña - Pierard100% (1)
- 2021 Decora Door Styleand FinishDocument15 pages2021 Decora Door Styleand FinishjunNo ratings yet
- ORLENOIL Folder Przemyslowy en 2014Document45 pagesORLENOIL Folder Przemyslowy en 2014Handerson PanjaitanNo ratings yet
- Chemistry Investigatory Project Work OnDocument14 pagesChemistry Investigatory Project Work OnAanchal Kumari;9427No ratings yet
- 3 Qualitative Tests of Cholesterol:: Cholesterol C H ODocument5 pages3 Qualitative Tests of Cholesterol:: Cholesterol C H OApple MendozaNo ratings yet
- 27 Technical DataDocument28 pages27 Technical DataaafaqueNo ratings yet
- Ulman Part 1Document1,000 pagesUlman Part 1Yana RahmadaniNo ratings yet
- Retrofitting of 6-Storey Paulino HospitalDocument36 pagesRetrofitting of 6-Storey Paulino HospitalRhea Marie AlabatNo ratings yet
- Stationery QuotationDocument4 pagesStationery Quotationsdr stationeryNo ratings yet
- Problems in The Cement Industry PDFDocument35 pagesProblems in The Cement Industry PDFAnujKumarVermaNo ratings yet
- 1982 - Method of Encapsulating WasteDocument11 pages1982 - Method of Encapsulating WasteÉrica RodriguesNo ratings yet
- STPM Past Year Objectives Question 1999 2015 PDFDocument28 pagesSTPM Past Year Objectives Question 1999 2015 PDFNora ShikinNo ratings yet
- Kitchen: Hygiene PlanDocument2 pagesKitchen: Hygiene PlanGhuyyorNo ratings yet
- Cenovnik Školski Katalog 2022Document92 pagesCenovnik Školski Katalog 2022Aleksandar TimoticNo ratings yet
- Construction Material Request: Worldcity Development CorporationDocument1 pageConstruction Material Request: Worldcity Development CorporationJOHN CARLO JAPLOSNo ratings yet
- مهم٢Document127 pagesمهم٢سجى وليدNo ratings yet
- Chapter 26 PDFDocument10 pagesChapter 26 PDFruel delacruzNo ratings yet
- Instructions To Surveyors: Domestic Commercial VesselDocument7 pagesInstructions To Surveyors: Domestic Commercial VesselAnonymous wnCaPNIspNo ratings yet
- Caswell, Inc - Plating Manual - Powder Coating Gun InstructionsDocument8 pagesCaswell, Inc - Plating Manual - Powder Coating Gun InstructionsClaudio SiqueiraNo ratings yet
- Hydro CrackingDocument12 pagesHydro CrackingsalemNo ratings yet