You might also like
- Gestion Calidad TotalDocument12 pagesGestion Calidad TotalLaura Marquez Huarcaya0% (1)
- Coeficientes de Transferencia de CalorDocument2 pagesCoeficientes de Transferencia de CalorLeonardo Ramirez GuzmanNo ratings yet
- Catalogo SKF Rodamientos yDocument8 pagesCatalogo SKF Rodamientos yjesus medinaNo ratings yet
- Press ControlDocument1 pagePress Controljesus medinaNo ratings yet
- Unidades de Rodamientos Y Con Pestaña Cuadrada - FYJ 2. TFDocument2 pagesUnidades de Rodamientos Y Con Pestaña Cuadrada - FYJ 2. TFjesus medinaNo ratings yet
- Guia de Tolerancias DimensionalesDocument14 pagesGuia de Tolerancias Dimensionalesjesus medinaNo ratings yet
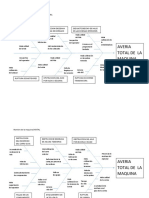
- Espina de PescadoDocument4 pagesEspina de Pescadojesus medinaNo ratings yet
- La Parábola de La Rana HervidaDocument1 pageLa Parábola de La Rana Hervidajesus medinaNo ratings yet
- Innovacion en La Industria AutomotrizDocument11 pagesInnovacion en La Industria Automotrizjesus medinaNo ratings yet
- Metodo JohnsonDocument6 pagesMetodo Johnsonjesus medina100% (1)
- Apendice F-Constante de Neuber PDFDocument2 pagesApendice F-Constante de Neuber PDFjesus medinaNo ratings yet
- 1 Teoria General Del SistemaDocument12 pages1 Teoria General Del Sistemajesus medinaNo ratings yet
- Apendice E-Factor de Concentración de Esfuerzo Geométrico KTDocument7 pagesApendice E-Factor de Concentración de Esfuerzo Geométrico KTjesus medinaNo ratings yet
- Actividades Económicas de MonsefúDocument3 pagesActividades Económicas de Monsefúelena50% (2)
- Practica GalvanizacionDocument5 pagesPractica Galvanizacionjose morenoNo ratings yet
- 013 Planilla de Metrado Especialidad Estructuras - IiDocument211 pages013 Planilla de Metrado Especialidad Estructuras - IiJulio Tony Aliaga CanoNo ratings yet
- Cat Outdoor 15-08-15Document146 pagesCat Outdoor 15-08-15Juan Manuel BazánNo ratings yet
- Quebrantadores Secundarios de RodillosDocument6 pagesQuebrantadores Secundarios de RodillosramiroNo ratings yet
- Vargas Carlos P2Document36 pagesVargas Carlos P2Andrés VargasNo ratings yet
- Informe de Resistencia y Elongación en Las Fibras de Algodón NTC 755Document3 pagesInforme de Resistencia y Elongación en Las Fibras de Algodón NTC 755JOSENo ratings yet
- Acabado SDocument7 pagesAcabado SEnmanuel ValeroNo ratings yet
- Manual FerreteroDocument16 pagesManual Ferreterokikoly1100% (1)
- LAB 1-Sistemas de Implementos 924GDocument26 pagesLAB 1-Sistemas de Implementos 924GNayib Alvarado GasparNo ratings yet
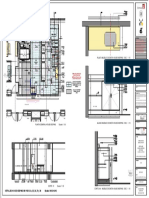
- Planta Mueble Cocineta House Keeping Esc. 1: 10Document1 pagePlanta Mueble Cocineta House Keeping Esc. 1: 10Jeisson CorredorNo ratings yet
- Capitulo 2 Aceite de PalmaDocument14 pagesCapitulo 2 Aceite de PalmaemilyvivancocubaNo ratings yet
- Escrito Concretos de Alto ComportamientoDocument32 pagesEscrito Concretos de Alto Comportamientosoccer934No ratings yet
- Informe 01 Mecánica de Rocas - Reconocimiento de EquiposDocument14 pagesInforme 01 Mecánica de Rocas - Reconocimiento de EquiposGrover SulcaNo ratings yet
- Analisis Obra01Document11 pagesAnalisis Obra01Renny HernandezNo ratings yet
- Sintenax FlexDocument4 pagesSintenax FlexFelipe SalesNo ratings yet
- Tanque Séptico Con Filtro Anaeróbico-1Document12 pagesTanque Séptico Con Filtro Anaeróbico-1Michelle RovayoNo ratings yet
- BIO-BIO Dosificaciones OMDocument6 pagesBIO-BIO Dosificaciones OMDaniloNuñezColladoNo ratings yet
- Gaceta Publicación Del Uso y Manejo Del CementoDocument20 pagesGaceta Publicación Del Uso y Manejo Del CementoEligio VargasNo ratings yet
- Breve Explicación de Planta de GLP MonteverdeDocument3 pagesBreve Explicación de Planta de GLP MonteverdeAlexChacónNo ratings yet
- 3er Practico de Hormigon ArmadoDocument12 pages3er Practico de Hormigon Armadosebastian justinianoNo ratings yet
- 393-138 Fichero de Software para La Industria QuímicaDocument14 pages393-138 Fichero de Software para La Industria QuímicasourcemenuNo ratings yet
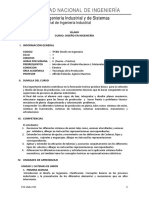
- F02 I1 TP304U Agüero Diseño en IngenieríaDocument4 pagesF02 I1 TP304U Agüero Diseño en IngenieríaDiego NeyraNo ratings yet
- Indice Dossier de CalidadDocument63 pagesIndice Dossier de CalidadAlexander CheroNo ratings yet
- Lab 5 - Pruebas de AislamientoDocument16 pagesLab 5 - Pruebas de AislamientoJørGë LûIs KBânâ HêrrêRaNo ratings yet
- Tesis 20 ADocument135 pagesTesis 20 AFernando Nevarez MaciasNo ratings yet
- Iluminarias SodimacDocument9 pagesIluminarias SodimacKrissTailorAaraujoTNo ratings yet