You might also like
- Welded Connection 7Document17 pagesWelded Connection 7radhe soniNo ratings yet
- Steel ConnectionsDocument41 pagesSteel ConnectionsSamhitha100% (4)
- Lecture Three - Welded ConnectionsDocument30 pagesLecture Three - Welded ConnectionsAhmedNo ratings yet
- Splice Connection 200Document19 pagesSplice Connection 200Gheorghe IonicaNo ratings yet
- Structural SteelDocument30 pagesStructural Steelnandi_scr100% (1)
- Connection TypesDocument22 pagesConnection TypesWilliam FoxNo ratings yet
- Column SpliceDocument2 pagesColumn SpliceMdShahbazAhmedNo ratings yet
- STeelCON Presentation - ConnectionsDocument42 pagesSTeelCON Presentation - Connectionsprabhu81No ratings yet
- Simple Shear Connection DesignDocument2 pagesSimple Shear Connection DesignElvin SandajanNo ratings yet
- Connections-Bolted 1Document46 pagesConnections-Bolted 1sachin.meenaNo ratings yet
- Bolt ConnectionDocument98 pagesBolt ConnectiondanessatiriaNo ratings yet
- Design Guide For Buildable Steel Connections - Final - Version - 20191223 PDFDocument696 pagesDesign Guide For Buildable Steel Connections - Final - Version - 20191223 PDFHAFIZ100% (2)
- Splice DesignDocument5 pagesSplice DesignBunkun15No ratings yet
- Beam Column ConnectionDocument2 pagesBeam Column ConnectionHAZIRACFS SURATNo ratings yet
- Typical Anchor BoltsDocument33 pagesTypical Anchor BoltslucianduNo ratings yet
- Part 6 Analysis and Design of Purlins W PDFDocument17 pagesPart 6 Analysis and Design of Purlins W PDFCalvin TehNo ratings yet
- Joints in Steel Construction - Simple Connections - Part 11 PDFDocument4 pagesJoints in Steel Construction - Simple Connections - Part 11 PDFkakem61No ratings yet
- Excel in Connection DesignDocument6 pagesExcel in Connection Designsaeedifar_mohammadNo ratings yet
- Bolted Cover SpliceDocument4 pagesBolted Cover SpliceChee Fong MakeNo ratings yet
- Steel Beam To Column-Welded ConnectionDocument2 pagesSteel Beam To Column-Welded ConnectionAbukalam MullaNo ratings yet
- Connections in Steel StructuresDocument23 pagesConnections in Steel StructuresMikaela MihaNo ratings yet
- Difference Between Moment Connection and Shear Connection in Steel StructuresDocument3 pagesDifference Between Moment Connection and Shear Connection in Steel StructuresThiha Kyaw100% (1)
- Manual Steel Connections - ENUDocument99 pagesManual Steel Connections - ENUHazim AffendiNo ratings yet
- Welded ConnectionsDocument47 pagesWelded ConnectionsHarold Jackson Mtyana100% (3)
- Steel Connection DesignDocument28 pagesSteel Connection Designhassasins89100% (2)
- Connection DesignDocument33 pagesConnection Designjesus curielNo ratings yet
- Indian Standard For Steel Erection ToleranceDocument5 pagesIndian Standard For Steel Erection ToleranceMartine BareauNo ratings yet
- Steel DesignDocument93 pagesSteel DesignSana'a Aamir0% (1)
- Cap PlateDocument18 pagesCap PlateVinoth KumarNo ratings yet
- Theory of Structures-2: Introduction To Steel StructureDocument65 pagesTheory of Structures-2: Introduction To Steel StructureNeeraj VashistNo ratings yet
- Design of Steel StructuresDocument129 pagesDesign of Steel StructuresFinney Wilson100% (3)
- Chapter 5 Flexural MembersDocument40 pagesChapter 5 Flexural MembersAriel Dela CruzNo ratings yet
- Is 800-2007Document150 pagesIs 800-2007sumaiya_khanam100% (2)
- Welded ConnectionsDocument73 pagesWelded ConnectionsIvan CayabyabNo ratings yet
- Tanka Karki ReportDocument38 pagesTanka Karki ReportSibuBhusalNo ratings yet
- Design Structural Steel Design and Construction PDFDocument59 pagesDesign Structural Steel Design and Construction PDFdkaviti100% (2)
- Connection DesignDocument94 pagesConnection DesignAnand.5100% (1)
- N F N A: Input Data & Design SummaryDocument9 pagesN F N A: Input Data & Design SummaryOswaldo SuárezNo ratings yet
- Steel Design Calculations Morupule WarehouseDocument8 pagesSteel Design Calculations Morupule Warehousetawas2083% (6)
- Fundamentals of Structural Steel DesignDocument3 pagesFundamentals of Structural Steel Designkunlef54% (13)
- Connection Design Standards: Document No: Cds-1 Second Edition Date: December 9, 2005Document47 pagesConnection Design Standards: Document No: Cds-1 Second Edition Date: December 9, 2005Rajesh Jellelu100% (6)
- Steel ConnectionDocument34 pagesSteel ConnectionDiana100% (1)
- Nut & Bolt Connection DesignDocument16 pagesNut & Bolt Connection DesignChandana KumaraNo ratings yet
- Bolted-Connection Design: Forest ServiceDocument25 pagesBolted-Connection Design: Forest ServiceamarggNo ratings yet
- (Eng) Steel Connection 14Document89 pages(Eng) Steel Connection 14HENGKIMHACHNo ratings yet
- RISA Seismic Moment ConnectionsDocument11 pagesRISA Seismic Moment ConnectionsJackNo ratings yet
- Steel Design DetailDocument2,471 pagesSteel Design DetailPark WaNo ratings yet
- Shear and Bending MomentDocument29 pagesShear and Bending MomentLyka NaboaNo ratings yet
- Design PDFDocument26 pagesDesign PDFLingkaNo ratings yet
- Design and Analysis of Tension MemberDocument29 pagesDesign and Analysis of Tension MemberJhianne Dulpina RoqueNo ratings yet
- Welding: Edge PreparationsDocument8 pagesWelding: Edge PreparationsManibhusanNo ratings yet
- WELDINGDocument8 pagesWELDINGManibhusan MohapatroNo ratings yet
- Welding ProcessesDocument50 pagesWelding ProcessesTg TarroNo ratings yet
- Ddugky Welding Lab ManualDocument15 pagesDdugky Welding Lab ManualprakashNo ratings yet
- 6 (WG11)Document22 pages6 (WG11)alimajdNo ratings yet
- FMP 221 Lecture 10 and 11Document44 pagesFMP 221 Lecture 10 and 11SarojKumarSinghNo ratings yet
- Notes On Welding & Metal CuttingDocument69 pagesNotes On Welding & Metal CuttingSaptarshi PalNo ratings yet
- WTDocument299 pagesWTrsarunprasathNo ratings yet
- Welding EngineeringDocument338 pagesWelding EngineeringMuhammed Sulfeek100% (3)
- VB Net Black BookDocument2,197 pagesVB Net Black BookawadallaNo ratings yet
- CE 382 L6 - Shear and Moment DiagramsDocument42 pagesCE 382 L6 - Shear and Moment DiagramsAydın Göğüş100% (2)
- Open Warping Cons TDocument22 pagesOpen Warping Cons Tkiks12No ratings yet
- Cold Formed Steel Design Summary (EN1993) (Runet Software)Document16 pagesCold Formed Steel Design Summary (EN1993) (Runet Software)enriquegarbayoNo ratings yet
- DesignDocument3 pagesDesignanon_825923150No ratings yet
- Cross Wind Effect On High Rise BuildingDocument8 pagesCross Wind Effect On High Rise BuildingshivaniNo ratings yet
- Single Storey Sheds - Column Eff LengthDocument11 pagesSingle Storey Sheds - Column Eff LengthshivaniNo ratings yet
- 2 LoadingDocument5 pages2 LoadingRaizil AisyaizniNo ratings yet
- Splice DesignDocument14 pagesSplice DesignshivaniNo ratings yet
- Formula 2 NDocument2 pagesFormula 2 NshivaniNo ratings yet
- Section Element Rotation Angle Mirror Material E (Mton/mm 2)Document2 pagesSection Element Rotation Angle Mirror Material E (Mton/mm 2)shivaniNo ratings yet
- Data Mooring LoadDocument22 pagesData Mooring LoadshivaniNo ratings yet
- Section Element Rotation Angle Mirror Material E (Mton/mm 2)Document2 pagesSection Element Rotation Angle Mirror Material E (Mton/mm 2)shivaniNo ratings yet
- Formula 1 CDocument2 pagesFormula 1 CshivaniNo ratings yet
- Fundamental Concept PDFDocument12 pagesFundamental Concept PDFshivaniNo ratings yet
- Formula 1 CDocument1 pageFormula 1 CshivaniNo ratings yet
- BCPstability Functions Keerby PDFDocument21 pagesBCPstability Functions Keerby PDFshivaniNo ratings yet
- Fundamental Concept PDFDocument12 pagesFundamental Concept PDFshivaniNo ratings yet
- Beam Theory Cylindrical ShellDocument78 pagesBeam Theory Cylindrical Shellshivani0% (1)
- Central Difference Is Used With Better AccuracyDocument2 pagesCentral Difference Is Used With Better AccuracyshivaniNo ratings yet
- CH 1 Fundamental Concept Ashiwinikumar PDFDocument12 pagesCH 1 Fundamental Concept Ashiwinikumar PDFshivaniNo ratings yet
- Bending Thoery ofDocument97 pagesBending Thoery ofshivaniNo ratings yet
- Intro of PlateDocument10 pagesIntro of PlateshivaniNo ratings yet
- Elliptical ParaboloidDocument15 pagesElliptical ParaboloidshivaniNo ratings yet
- Stability Functions KeerbyDocument21 pagesStability Functions KeerbyshivaniNo ratings yet
- Study 3Document1 pageStudy 3shivaniNo ratings yet
- Final PDFDocument185 pagesFinal PDFshivaniNo ratings yet
- CH 1 Fundamental Concept AshiwinikumarDocument12 pagesCH 1 Fundamental Concept AshiwinikumarshivaniNo ratings yet
- Matrix Approch For FramesDocument28 pagesMatrix Approch For FramesshivaniNo ratings yet
- Study 2Document1 pageStudy 2shivaniNo ratings yet
- Minimum Thermal FlowDocument4 pagesMinimum Thermal Flowdk4monjureNo ratings yet
- Official Draft - 2022-23 Bellevistat-CompressedDocument72 pagesOfficial Draft - 2022-23 Bellevistat-Compressedtemp accNo ratings yet
- Separating Corn Starch From CornDocument3 pagesSeparating Corn Starch From CornJagna LannaoNo ratings yet
- PS-08 Painting System MSDSDocument20 pagesPS-08 Painting System MSDSGiorgi KOGOSHVILINo ratings yet
- 6 BIO462 Chapter 6Document21 pages6 BIO462 Chapter 6Syafiqah SuhaimiNo ratings yet
- Dimond Structural Systems Manual Aug2016Document272 pagesDimond Structural Systems Manual Aug2016Erwin Mars UyNo ratings yet
- Food Che. W1-4Document177 pagesFood Che. W1-4mihael jhnsNo ratings yet
- 2022 - Hyd 443 - 1Document201 pages2022 - Hyd 443 - 1api-620585842No ratings yet
- 0-2313 Weld Lesson PlansDocument12 pages0-2313 Weld Lesson PlansMa'den-i Envâr-ı FütuvvetNo ratings yet
- International Journal of Current Research in Biosciences and Plant BiologyDocument12 pagesInternational Journal of Current Research in Biosciences and Plant BiologyFrancisco C. Gonçalves GonçalvesNo ratings yet
- Properties of Bio-Based PolyurethaneDocument200 pagesProperties of Bio-Based PolyurethaneMust BoujaataNo ratings yet
- Petronas Samur PL PDFDocument38 pagesPetronas Samur PL PDFJessica Ward100% (1)
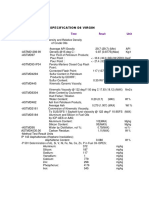
- Specification D6 Virgin: Method Test Result UnitDocument1 pageSpecification D6 Virgin: Method Test Result UnitClaudio SantellanesNo ratings yet
- T-Technology Pintér WorksDocument5 pagesT-Technology Pintér Worksmig232323No ratings yet
- Pre Combustion CaptureDocument3 pagesPre Combustion CaptureArooshbabu BabuNo ratings yet
- Sadhu Forging Limite1 - 2Document4 pagesSadhu Forging Limite1 - 2Priya KaleNo ratings yet
- Y. Osamura Et Al.: Rjournal of Molecular Structure Theochem 461 462 1999 399 416 400Document17 pagesY. Osamura Et Al.: Rjournal of Molecular Structure Theochem 461 462 1999 399 416 400IvanAgustínAymerichNo ratings yet
- Isolation of Caffeine From A Tea BagDocument7 pagesIsolation of Caffeine From A Tea BagShahriman Radzi67% (6)
- Butadine Extraction Unit: FC LC TIDocument1 pageButadine Extraction Unit: FC LC TIAtwadin SatriadaniNo ratings yet
- Wear Plate SpecsDocument4 pagesWear Plate SpecsJuan Carlos EspinozaNo ratings yet
- ChapterEight1 - 20 of SpectrocopicDocument20 pagesChapterEight1 - 20 of SpectrocopicHung Le VanNo ratings yet
- Metabolisme KarbohidratDocument56 pagesMetabolisme KarbohidratAnonymous QCMhA4wNgBNo ratings yet
- ISCC EU 205 Greenhouse-Gas-Emissions-v4.0Document61 pagesISCC EU 205 Greenhouse-Gas-Emissions-v4.0juan carlos100% (2)
- Formulation and Evaluation of Vilazodone Sublingual Tablets by Using Lyophilization TechniqueDocument9 pagesFormulation and Evaluation of Vilazodone Sublingual Tablets by Using Lyophilization Techniquealamia pharmNo ratings yet
- High Quality Line Fi Lter Elements For All Your Fi Ltration NeedsDocument2 pagesHigh Quality Line Fi Lter Elements For All Your Fi Ltration NeedsNuc LeusNo ratings yet
- AlkanolamideDocument5 pagesAlkanolamidebellesuperNo ratings yet
- CRPNS R1 Application FormDocument5 pagesCRPNS R1 Application FormQuek Keng LengNo ratings yet
- Overview of Part 2 Failure AnalysisDocument12 pagesOverview of Part 2 Failure AnalysisAnonymous S9qBDVkyNo ratings yet
- CellcommworksheetDocument1 pageCellcommworksheetYolpy AvukovuNo ratings yet