You might also like
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsFrom EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNo ratings yet
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceFrom EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceNo ratings yet
- HDG DefectDocument45 pagesHDG DefectjasminneeNo ratings yet
- Welding in Armco PDFDocument62 pagesWelding in Armco PDFAnand RaoNo ratings yet
- Advanced Gas Metal Arc Welding ProcDocument20 pagesAdvanced Gas Metal Arc Welding ProcjavadmohammadiNo ratings yet
- 01 PDFDocument51 pages01 PDFantonioNo ratings yet
- (ANSI - AWS A5.31-92R) AWS A5 Committee On Filler Metal-Specification For Fluxes For Brazing and Braze Welding-American Welding Society (AWS) (1992) PDFDocument18 pages(ANSI - AWS A5.31-92R) AWS A5 Committee On Filler Metal-Specification For Fluxes For Brazing and Braze Welding-American Welding Society (AWS) (1992) PDFTowkir AhmmadNo ratings yet
- Bolting Galvanized SteelDocument6 pagesBolting Galvanized SteelAli VarmazyarNo ratings yet
- CWB - Welding Requirements Csa-S6 Canadian Highway Bridge Design Code Welding RequirementsDocument2 pagesCWB - Welding Requirements Csa-S6 Canadian Highway Bridge Design Code Welding RequirementsStephen TilleyNo ratings yet
- As 4882-2003 Shielding Gases For WeldingDocument8 pagesAs 4882-2003 Shielding Gases For WeldingSAI Global - APACNo ratings yet
- 471 Dif 0Document2 pages471 Dif 0Shyam ParsanaNo ratings yet
- Cast Carbon Steels in AWS D1.1 PDFDocument3 pagesCast Carbon Steels in AWS D1.1 PDFIndra NainggolanNo ratings yet
- Pipeline Defects BookDocument180 pagesPipeline Defects Bookjosedeviana100% (19)
- Structural Paint Inspection-NefsteadDocument126 pagesStructural Paint Inspection-NefsteadOsmondNo ratings yet
- CWB Certification ServicesDocument7 pagesCWB Certification ServicesSaid Alauddeen FaiszNo ratings yet
- HDG & HSG Insp & Repair - AgaDocument22 pagesHDG & HSG Insp & Repair - AgaManeesh Bangale100% (1)
- En10204 Certification For Steel PlatesDocument6 pagesEn10204 Certification For Steel PlatesTree Tawee100% (1)
- CleaningDocument38 pagesCleaningshanmukha MechanicalNo ratings yet
- Bridge SW 2014 CBG EbookDocument35 pagesBridge SW 2014 CBG EbookJesus De la RosaNo ratings yet
- Dulux 1.1.2 Mild Steel - Surface PreparationDocument2 pagesDulux 1.1.2 Mild Steel - Surface PreparationHIPAPNo ratings yet
- Hyundai Welding Handbook (12th)Document352 pagesHyundai Welding Handbook (12th)shijumon730% (1)
- Internal Resistance To Corrosion in Structural Hollow Sections PDFDocument48 pagesInternal Resistance To Corrosion in Structural Hollow Sections PDFjemanuelvNo ratings yet
- Australasian Corrosion Association Inc. - Education and Training Guide PDFDocument28 pagesAustralasian Corrosion Association Inc. - Education and Training Guide PDFrakacyuNo ratings yet
- Asme Sec Ix - 2000 Add PDFDocument150 pagesAsme Sec Ix - 2000 Add PDFK Orhun Uslu100% (1)
- As 4822-2008 External Field Joint Coatings For Steel PipelinesDocument8 pagesAs 4822-2008 External Field Joint Coatings For Steel PipelinesSAI Global - APAC0% (1)
- Current Knowledge of The Cracking of Steels During Galvanizing PDFDocument79 pagesCurrent Knowledge of The Cracking of Steels During Galvanizing PDFNicat MammadovNo ratings yet
- AWS C5.10 - Sheilding Gas PDFDocument6 pagesAWS C5.10 - Sheilding Gas PDFBoby ThomasNo ratings yet
- Api RP 578Document21 pagesApi RP 578Amir Habib AfridiNo ratings yet
- Metal Sleeves Vs Composites Wrapping in Piping RepairDocument7 pagesMetal Sleeves Vs Composites Wrapping in Piping RepairEmad A.Ahmad100% (1)
- Aws c2.25 2002 Thermal Spray Feedstock PDFDocument27 pagesAws c2.25 2002 Thermal Spray Feedstock PDFneyzaNo ratings yet
- Aws B2.5 - B2.5M-2021Document34 pagesAws B2.5 - B2.5M-2021Noe NuñezNo ratings yet
- Ensuring Compliance of Structural Steelwork - Regardless of OriginDocument10 pagesEnsuring Compliance of Structural Steelwork - Regardless of OriginStephen HicksNo ratings yet
- Critical Chloride Content in Reinforced Concrete - Ueli AngstDocument17 pagesCritical Chloride Content in Reinforced Concrete - Ueli AngstIvan Barrionuevo ANo ratings yet
- Outokumpu Stainless Steel HandbookDocument47 pagesOutokumpu Stainless Steel Handbookhalder_kalyan9216No ratings yet
- Duplex Stainless SteelDocument6 pagesDuplex Stainless SteelufotuboNo ratings yet
- Standard Welding Procedure Specification: Ansi/Aws 62.1-1-203-96Document7 pagesStandard Welding Procedure Specification: Ansi/Aws 62.1-1-203-96mirpo82No ratings yet
- Slip Critical Bolted Connectionsa Reliability Analysis For The Design at The Ultimate Limit StateDocument163 pagesSlip Critical Bolted Connectionsa Reliability Analysis For The Design at The Ultimate Limit Statejuanpalomo74No ratings yet
- Fracture Mechanics: WTIA Technical Note No. 10Document8 pagesFracture Mechanics: WTIA Technical Note No. 10Tee Klong Rung0% (1)
- Pipe and Fittings Data ChartsDocument20 pagesPipe and Fittings Data ChartskavNo ratings yet
- Brochure-Metatech Thermal Spray PVT LTDDocument12 pagesBrochure-Metatech Thermal Spray PVT LTDbadesharamkNo ratings yet
- Duplex Stainless Steel - Welding-TwiDocument4 pagesDuplex Stainless Steel - Welding-TwiNatrajj SivakumarNo ratings yet
- Updated: 05/02/2007: IMO PSPC - IACS Interpretations IMO PSPC Topic Approved Clarification Items InterpretationsDocument7 pagesUpdated: 05/02/2007: IMO PSPC - IACS Interpretations IMO PSPC Topic Approved Clarification Items InterpretationsLinnie McleodNo ratings yet
- Corrosion of WeldmentsDocument7 pagesCorrosion of WeldmentsCamilo Godoy VNo ratings yet
- Bolt ConnectionsDocument32 pagesBolt ConnectionsMatthew JohnstonNo ratings yet
- Inspectors Course (Presentation) - 04-2012Document154 pagesInspectors Course (Presentation) - 04-2012Gisselle Morales Torres100% (1)
- Gas Tungsten Arc Welding of SS 304 and CP TitaniumDocument39 pagesGas Tungsten Arc Welding of SS 304 and CP TitaniumDeepak KumarNo ratings yet
- A385 11 PDFDocument8 pagesA385 11 PDFMajid Dawood KhanNo ratings yet
- Paints Coating Failure Defects GOOD PDFDocument46 pagesPaints Coating Failure Defects GOOD PDFVasileios Iliopoulos100% (1)
- Hardness ChartDocument1 pageHardness ChartmahajoonNo ratings yet
- The Design of Products To Be Hot-Dip Galvanized After FabricationDocument25 pagesThe Design of Products To Be Hot-Dip Galvanized After FabricationHANEENNo ratings yet
- Galvanising ManualDocument199 pagesGalvanising Manualdc12dcNo ratings yet
- Aws C5.5 (2003) Rp-GtawDocument131 pagesAws C5.5 (2003) Rp-GtawIsmail Karmana100% (2)
- PPG Touch Up PaintDocument10 pagesPPG Touch Up PaintTheAnh TranNo ratings yet
- Coating DFT-RulesDocument2 pagesCoating DFT-RulesAnand100% (1)
- Fsa HandbookDocument35 pagesFsa Handbookargari19No ratings yet
- The Do's and Don'ts of Painting Bolted Connections: Mid-Atlantic Quality Assurance Workshop February 7, 2017Document49 pagesThe Do's and Don'ts of Painting Bolted Connections: Mid-Atlantic Quality Assurance Workshop February 7, 2017oggay94No ratings yet
- Thermal SprayDocument42 pagesThermal Spraykac147100% (1)
- Sept 12 Zirconium Clad Vessel PresentationDocument19 pagesSept 12 Zirconium Clad Vessel PresentationPapaeng ChantakaewNo ratings yet
- Pull of Adhesion Test How ToDocument35 pagesPull of Adhesion Test How Tosflynn79No ratings yet
- Coating Adhesion TestingDocument37 pagesCoating Adhesion TestingRavindra S. Jivani75% (4)
- Aluzinc: - Gain A Competitive EdgeDocument4 pagesAluzinc: - Gain A Competitive EdgeSudhansu DashNo ratings yet
- TEORI - Bolted & Welded ConnectionsDocument95 pagesTEORI - Bolted & Welded Connectionsmelanie amalia zahra100% (1)
- White Rust On Galvanized and Galvanized Pre-Painted SteelDocument8 pagesWhite Rust On Galvanized and Galvanized Pre-Painted SteelNabendu BhaumikNo ratings yet
- 16050-Basic Electrical Materials and MethodsDocument13 pages16050-Basic Electrical Materials and MethodsNATHANNo ratings yet
- VSP 3554740 59018 20600 B TRforThermalInsulationPackageDocument26 pagesVSP 3554740 59018 20600 B TRforThermalInsulationPackageMinh Chung100% (1)
- Hen 0000 Pi SP 0001 - B3Document52 pagesHen 0000 Pi SP 0001 - B3shervinyNo ratings yet
- En Brosura Usi Sectionale Pentru Garaj MCA WebDocument6 pagesEn Brosura Usi Sectionale Pentru Garaj MCA WebMCAGrupNo ratings yet
- Design-of-Experiments Study To Examine The Effect of Polarity On Stud WeldingDocument8 pagesDesign-of-Experiments Study To Examine The Effect of Polarity On Stud WeldingtazzorroNo ratings yet
- Light Gauge Steel FramingDocument14 pagesLight Gauge Steel Framingremon100% (4)
- G S Earth WireDocument10 pagesG S Earth WiresaratNo ratings yet
- Product Guide Fasteners Bolts and NutsDocument46 pagesProduct Guide Fasteners Bolts and NutsWONG TSNo ratings yet
- UL Listed Y Strainer - 300 Psi - Fire Protection - Model 3800Document1 pageUL Listed Y Strainer - 300 Psi - Fire Protection - Model 3800Nicolás Fernández CanepaNo ratings yet
- Liebherr LN 252-3 Zinco FinoDocument6 pagesLiebherr LN 252-3 Zinco FinowiroNo ratings yet
- GP-19-01-01 Paint Protec CoatingDocument29 pagesGP-19-01-01 Paint Protec CoatingkerenNo ratings yet
- Weldlok GratingDocument16 pagesWeldlok Gratingnovadistributors100% (3)
- One Steel Hollow Section Properties Nov2004p PDFDocument52 pagesOne Steel Hollow Section Properties Nov2004p PDFphatmatNo ratings yet
- Tender BOQ For RAY Pilot Project at ZuangtuiDocument54 pagesTender BOQ For RAY Pilot Project at ZuangtuiRavi P. AgaboteNo ratings yet
- Vulcraft Steel Roof Floor Deck Manual Jun2018Document70 pagesVulcraft Steel Roof Floor Deck Manual Jun2018b_a_prakashNo ratings yet
- ClassiCool R410A 50HzDocument67 pagesClassiCool R410A 50HzGiftson ImmanuelNo ratings yet
- Technical Article SSAB Structural Hollow Sections For Functional Design According To Eurocode3Document17 pagesTechnical Article SSAB Structural Hollow Sections For Functional Design According To Eurocode3sharunnizamNo ratings yet
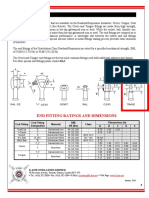
- End FittingsDocument1 pageEnd FittingsjoseNo ratings yet
- SECTION - 5 Technical SpecificationDocument203 pagesSECTION - 5 Technical SpecificationChandra Sekhar Boyina100% (1)
- GDG Elia TNT Erics 20220802 ApprovedDocument110 pagesGDG Elia TNT Erics 20220802 ApprovedSAAD LAHLALINo ratings yet
- BS 1722-16 2009 - Specification For Powder Coatings Used As A Plastics Finish To Components and MeshDocument22 pagesBS 1722-16 2009 - Specification For Powder Coatings Used As A Plastics Finish To Components and MeshAnoyNo ratings yet
- Boq Specification For The Roof Deck SheetingDocument3 pagesBoq Specification For The Roof Deck SheetingAmudhalingam LingamNo ratings yet
- ASTM FFFDocument4 pagesASTM FFFMuhammad NaumanNo ratings yet
- ZRC GALVILITE Galvanizing Repair CompoundDocument2 pagesZRC GALVILITE Galvanizing Repair CompoundRaymond LalumiereNo ratings yet
- EMT Conduit PDFDocument2 pagesEMT Conduit PDFbluesierNo ratings yet
- Pipe Support Criteria For ASME B31.3 Metallic PipingDocument11 pagesPipe Support Criteria For ASME B31.3 Metallic PipingUsman Naseem100% (4)
- FS2005 - Rev.4 Specification For Protective CoatingDocument67 pagesFS2005 - Rev.4 Specification For Protective CoatingRudolph Rednose100% (2)