You might also like
- WPS & PQRDocument24 pagesWPS & PQRtulasirao.nammiNo ratings yet
- Summary Fcaw-2Document4 pagesSummary Fcaw-2Boonnak AmornvuthivornNo ratings yet
- LLM RQ NDT 0436Document2 pagesLLM RQ NDT 0436tranvando1986No ratings yet
- Industrial Cadre For Operation and MaintenanceDocument3 pagesIndustrial Cadre For Operation and MaintenanceAbdul Gafoor ShaikhNo ratings yet
- 26.WPS Log CoilDocument1 page26.WPS Log CoilAvishek GuptaNo ratings yet
- Summary Fcaw-3Document6 pagesSummary Fcaw-3Boonnak AmornvuthivornNo ratings yet
- Technical Data PWPS Structure Plate PT. Arung Rev.0Document4 pagesTechnical Data PWPS Structure Plate PT. Arung Rev.0YUDI IRMAWANTONo ratings yet
- Premier Engineering Industries: List of WPS/PQRDocument1 pagePremier Engineering Industries: List of WPS/PQRBalkishan DyavanapellyNo ratings yet
- WPS, PQR & WPQ - Hastealloy C276 To Hastealloy C276Document20 pagesWPS, PQR & WPQ - Hastealloy C276 To Hastealloy C276prod41567% (6)
- Wps No Ltbf/Capfims/Sswps-11: - Contractor Revision No: - Welding Process (Es)Document4 pagesWps No Ltbf/Capfims/Sswps-11: - Contractor Revision No: - Welding Process (Es)Nilotpal Kumar RaiNo ratings yet
- LLM RQ NDT 0008Document1 pageLLM RQ NDT 0008Trần Văn ĐộNo ratings yet
- Utico FZC WPS & PQR ListDocument1 pageUtico FZC WPS & PQR ListNAVANEETH100% (1)
- WPS List PDFDocument2 pagesWPS List PDFNAVANEETH NAVANINo ratings yet
- Wps PQR PDFDocument35 pagesWps PQR PDFquality unifab83% (6)
- Construction of Flowlines and Wellhead Tie-In Installations at Adco Fields (Package C-Buhasa)Document13 pagesConstruction of Flowlines and Wellhead Tie-In Installations at Adco Fields (Package C-Buhasa)Shahid YNo ratings yet
- ASME Boiler Pressure Vessel Welding Procedure SpecificationDocument2 pagesASME Boiler Pressure Vessel Welding Procedure SpecificationBalasahebNo ratings yet
- Ahp 2X660 (WPS) )Document17 pagesAhp 2X660 (WPS) )Hema NandhNo ratings yet
- 1811 611 RC 0 B PDFDocument277 pages1811 611 RC 0 B PDFTrịnh Quốc TuyếnNo ratings yet
- Wps For Aluminium WeldingDocument8 pagesWps For Aluminium WeldingPutry NHy Saya0% (1)
- Vt-Da6-240316-03 CoverDocument1 pageVt-Da6-240316-03 CoverupickrahmanNo ratings yet
- Material Traceability/ Fit Up/ Dimensional & Weld Visual Inspection ReportDocument9 pagesMaterial Traceability/ Fit Up/ Dimensional & Weld Visual Inspection ReportKyNo ratings yet
- DWST-MTHL-QP006 WPSDocument21 pagesDWST-MTHL-QP006 WPSDeepak UpadhayayNo ratings yet
- LLM RQ NDT 0003Document1 pageLLM RQ NDT 0003Trần Văn ĐộNo ratings yet
- Appendix D - Fire DamperDocument11 pagesAppendix D - Fire DamperhaidhirfcsbNo ratings yet
- LLM RQ NDT 0001Document1 pageLLM RQ NDT 0001Trần Văn ĐộNo ratings yet
- AWS D1.1 FCAW WPS SummaryDocument3 pagesAWS D1.1 FCAW WPS SummaryBoonnak AmornvuthivornNo ratings yet
- Welder Qualification Test RecordDocument79 pagesWelder Qualification Test RecordMulPXNo ratings yet
- WPS 7018+70S2Document8 pagesWPS 7018+70S2rajuNo ratings yet
- Fomat WeldingDocument1 pageFomat Weldingfurqon ilmanNo ratings yet
- QW - 482 Welding Procedure Specification (WPS) Tankage Works at Dharmapuri Terminal of VDPL ProjectDocument6 pagesQW - 482 Welding Procedure Specification (WPS) Tankage Works at Dharmapuri Terminal of VDPL ProjectArijit GhoshNo ratings yet
- Sumed - TK 01-2017 Rev 0Document4 pagesSumed - TK 01-2017 Rev 0Kareem AbdelazizNo ratings yet
- Welding Report TT307B PipingDocument2 pagesWelding Report TT307B Pipingsuria qaqcNo ratings yet
- Welder Management Spreadsheet (Metric)Document4 pagesWelder Management Spreadsheet (Metric)Goutham RathinamNo ratings yet
- 1ryrh Replacement Project: System Traceability ReportDocument30 pages1ryrh Replacement Project: System Traceability Reportpstechnical_43312697No ratings yet
- Weld Visual InspectionDocument52 pagesWeld Visual InspectionRajeev KumarNo ratings yet
- (For PKG2 Only Applicable) : Uop Lines Applicable Post Heat RequirementDocument1 page(For PKG2 Only Applicable) : Uop Lines Applicable Post Heat RequirementMuhammad SawadNo ratings yet
- WPS, PQR & WPQ - Duplex 2205Document20 pagesWPS, PQR & WPQ - Duplex 2205prod41525% (4)
- PQR & Welding Procedures Matrix PDFDocument1 pagePQR & Welding Procedures Matrix PDFsudeesh kumar100% (1)
- NDT Request For Structure: PTSC Mechanical and ConstructionDocument5 pagesNDT Request For Structure: PTSC Mechanical and ConstructionTuấn ĐậuNo ratings yet
- Wps For Aluminium WeldingDocument8 pagesWps For Aluminium WeldingMohammed MusaNo ratings yet
- QW - 482 Welding Procedure Specification (WPS)Document5 pagesQW - 482 Welding Procedure Specification (WPS)Arijit GhoshNo ratings yet
- Wps For Aluminium WeldingDocument8 pagesWps For Aluminium WeldingMohammed MusaNo ratings yet
- Welding Procedure Specification (WPS)Document2 pagesWelding Procedure Specification (WPS)Abdulmecit YetisNo ratings yet
- Wps Is 2062 GR B Butt-OkDocument2 pagesWps Is 2062 GR B Butt-OkAnand Kesarkar33% (3)
- 4 2WPSDocument2 pages4 2WPSsaravanans18910% (1)
- As Run Sheet-Pqr-051Document14 pagesAs Run Sheet-Pqr-051Anonymous rYZyQQot550% (1)
- SKT 20060093PTDocument1 pageSKT 20060093PTNatarajan MurugesanNo ratings yet
- Final PQRDocument130 pagesFinal PQRAhamed Naufal CaNo ratings yet
- Welding Procedures and Qualifications for Gas Heater ProjectDocument137 pagesWelding Procedures and Qualifications for Gas Heater ProjectGurcharan SinghNo ratings yet
- Report on Welding Procedure Specifications for Single V-Groove JointsDocument15 pagesReport on Welding Procedure Specifications for Single V-Groove JointsAvishek Gupta100% (1)
- Welding Procedure Qualification: in According ASME IXDocument3 pagesWelding Procedure Qualification: in According ASME IXRochy GbNo ratings yet
- WPS-43 - Gtaw & Smaw Tig + SmawDocument19 pagesWPS-43 - Gtaw & Smaw Tig + SmawAvinash ShrivastavaNo ratings yet
- Final List Joint PWHT Wo-04Document1 pageFinal List Joint PWHT Wo-04TYO WIBOWONo ratings yet
- Wps 18Document2 pagesWps 18Avishek GuptaNo ratings yet
- WELDING PROCEDURE SPECIFICATION FOR GTAW+FCAW+GTAW-SA928Document2 pagesWELDING PROCEDURE SPECIFICATION FOR GTAW+FCAW+GTAW-SA928duyanhNo ratings yet
- NSWE Company ProfileDocument9 pagesNSWE Company ProfileJuan RodriguezNo ratings yet
- WPS & PQR of Ravindra KumarDocument4 pagesWPS & PQR of Ravindra Kumartripatipankaj023No ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Inspection Call Request Format - 47758 - 004 - Dated 04.08.2022Document1 pageInspection Call Request Format - 47758 - 004 - Dated 04.08.2022Akhtar AnsariNo ratings yet
- Akhtar Ansari - TPI - FRT PDFDocument5 pagesAkhtar Ansari - TPI - FRT PDFAkhtar AnsariNo ratings yet
- Think and Grow Rich Made EasyDocument116 pagesThink and Grow Rich Made EasyAkhtar AnsariNo ratings yet
- Inspection Call Request Format - 441715 - 003 - Dated 04.08.2022Document1 pageInspection Call Request Format - 441715 - 003 - Dated 04.08.2022Akhtar AnsariNo ratings yet
- MFJO709-820 Project Status UpdateDocument27 pagesMFJO709-820 Project Status UpdateAkhtar AnsariNo ratings yet
- Akhtar Ansari - TPI - FRT PDFDocument5 pagesAkhtar Ansari - TPI - FRT PDFAkhtar AnsariNo ratings yet
- Photo Annexure To IR No.189123-231221-01Document3 pagesPhoto Annexure To IR No.189123-231221-01Akhtar AnsariNo ratings yet
- Inspection Call Request Format - 46967 - 018 - Dated 04.08.2022Document1 pageInspection Call Request Format - 46967 - 018 - Dated 04.08.2022Akhtar AnsariNo ratings yet
- Astm A513 PDFDocument20 pagesAstm A513 PDFpradelles89% (9)
- Akhtar Ansari - TPI - FRT PDFDocument5 pagesAkhtar Ansari - TPI - FRT PDFAkhtar AnsariNo ratings yet
- ST 52 DIN 2391 Part 2 (Germany) : StandardsDocument1 pageST 52 DIN 2391 Part 2 (Germany) : StandardsKandregula Mohan BabuNo ratings yet
- Rir 0002Document1 pageRir 0002Akhtar AnsariNo ratings yet
- EXCEL Formulas BibleDocument42 pagesEXCEL Formulas BibleParkash Chander RughaniNo ratings yet
- Akhtar Ansari - TPI - FRT PDFDocument5 pagesAkhtar Ansari - TPI - FRT PDFAkhtar AnsariNo ratings yet
- Akhtar Ansari - TPI - FRT PDFDocument5 pagesAkhtar Ansari - TPI - FRT PDFAkhtar AnsariNo ratings yet
- Akhtar Ansari - TPI - FRT PDFDocument5 pagesAkhtar Ansari - TPI - FRT PDFAkhtar AnsariNo ratings yet
- Attendance Sheet - 5S Housekeeping TrainingDocument1 pageAttendance Sheet - 5S Housekeeping TrainingAkhtar Ansari100% (1)
- 5S Housekeeping Training Sign-In Sheet July 2018Document1 page5S Housekeeping Training Sign-In Sheet July 2018Akhtar AnsariNo ratings yet
- KPIs FOR MEASURING THE SUCCESS OF SHUTDOWN PDFDocument67 pagesKPIs FOR MEASURING THE SUCCESS OF SHUTDOWN PDFMohamed F Morsy60% (5)
- MFJO723 - As Built DrawingDocument9 pagesMFJO723 - As Built DrawingAkhtar AnsariNo ratings yet
- Akhtar Ansari - TPI - FRT PDFDocument5 pagesAkhtar Ansari - TPI - FRT PDFAkhtar AnsariNo ratings yet
- Parts list for pressure vessel assemblyDocument8 pagesParts list for pressure vessel assemblyAkhtar AnsariNo ratings yet
- MFJO738A - RT Film - Pipe SpoolDocument2 pagesMFJO738A - RT Film - Pipe SpoolAkhtar AnsariNo ratings yet
- MFJO738A - Prssure Test CertificateDocument10 pagesMFJO738A - Prssure Test CertificateAkhtar AnsariNo ratings yet
- Memo StyleDocument5 pagesMemo StyleAkhtar AnsariNo ratings yet
- MFJO770 / MVCP00096 : VAPOUR RECOVERY UNITY : ACTIVITY SCHEDULEDocument1 pageMFJO770 / MVCP00096 : VAPOUR RECOVERY UNITY : ACTIVITY SCHEDULEAkhtar AnsariNo ratings yet
- Load Test Report For Spreader Bar A & BDocument2 pagesLoad Test Report For Spreader Bar A & BAkhtar AnsariNo ratings yet
- MetalFab Middle East FZ LLC NDE Request for Tube to Tubesheet Welding Procedure QualificationDocument1 pageMetalFab Middle East FZ LLC NDE Request for Tube to Tubesheet Welding Procedure QualificationAkhtar AnsariNo ratings yet
- Memo StyleDocument5 pagesMemo StyleAkhtar AnsariNo ratings yet
- 4 - Fabrication ProcessesDocument39 pages4 - Fabrication ProcessesAugustte StravinskaiteNo ratings yet
- Bermocoll Ebs 451fq CCD 3214Document1 pageBermocoll Ebs 451fq CCD 3214Liliana Higuera NítolaNo ratings yet
- Profile of The Company: Francis Klein & Co. Private LimitedDocument7 pagesProfile of The Company: Francis Klein & Co. Private LimitedAmit KumarNo ratings yet
- Ground Granulated Blast Furnace Slag: Test CertificateDocument2 pagesGround Granulated Blast Furnace Slag: Test CertificatenoumanNo ratings yet
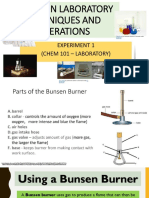
- Common Laboratory TechniquesDocument16 pagesCommon Laboratory TechniquesNiki KevinNo ratings yet
- Welding Lens GuideDocument2 pagesWelding Lens GuideNek Nek Fontbuena-CarpioNo ratings yet
- Lab Report 2..weldingDocument7 pagesLab Report 2..weldingUsman Saeed Kiani100% (1)
- PBL Proposal AssessmentDocument5 pagesPBL Proposal Assessmentyogi arohmanNo ratings yet
- Sand Casting of Metals: Elizabeth MertenDocument13 pagesSand Casting of Metals: Elizabeth Mertentanu rd100% (1)
- Soldering: Figure 2 Tack Solder Figure 3 Tag SolderDocument2 pagesSoldering: Figure 2 Tack Solder Figure 3 Tag SolderBaqer QalawiNo ratings yet
- Peplyn PDFDocument2 pagesPeplyn PDFArstNo ratings yet
- Wet Processing Technology LAb DocumentDocument3 pagesWet Processing Technology LAb DocumentSanjana Islam Nilima0% (1)
- Tmdi Lesson Plan in TVL 11 AloranDocument4 pagesTmdi Lesson Plan in TVL 11 AloranGwen SalabsabNo ratings yet
- Mirac Sealer ESDocument1 pageMirac Sealer ESChristinaNo ratings yet
- MCQ'ScswipDocument29 pagesMCQ'ScswipAkhilesh KumarNo ratings yet
- TLE - WEEK 2 - Creativity and Innovativeness in EnhancingDocument24 pagesTLE - WEEK 2 - Creativity and Innovativeness in EnhancingMarlene Tagavilla-Felipe DiculenNo ratings yet
- Welding Slag Cleaning MachineDocument5 pagesWelding Slag Cleaning Machinemohammed zeeshanNo ratings yet
- The Kraft Chemcial Recovery Process: Honghi TranDocument8 pagesThe Kraft Chemcial Recovery Process: Honghi TranYudhi Dwi KurniawanNo ratings yet
- 1.4057 Aisi 431 Data Sheet PDFDocument2 pages1.4057 Aisi 431 Data Sheet PDFGagat GongatNo ratings yet
- Understanding Lathe Machine Parts, Operations and Tool-Workpiece ContactDocument12 pagesUnderstanding Lathe Machine Parts, Operations and Tool-Workpiece Contactfaizan997No ratings yet
- Mold Design Spec SheetDocument1 pageMold Design Spec Sheetomerscheen0% (1)
- Iso 9606-3Document30 pagesIso 9606-3Aleksandar StojanovicNo ratings yet
- ThermoformingDocument27 pagesThermoformingkrishnaNo ratings yet
- Waste Production and Utilization in The Metal Extraction Industry - Optimized PDFDocument531 pagesWaste Production and Utilization in The Metal Extraction Industry - Optimized PDFNgoni MhondeNo ratings yet
- Tool Room For Sheet Metal Die MakingDocument8 pagesTool Room For Sheet Metal Die MakingKaramjit SinghNo ratings yet
- Design Guidelines: Basic OperationsDocument2 pagesDesign Guidelines: Basic OperationsLokesh NarasimhaiahNo ratings yet
- Nitoproof 600: Liquid Applied, Elastomeric, One Coat Waterproofing MembraneDocument3 pagesNitoproof 600: Liquid Applied, Elastomeric, One Coat Waterproofing MembraneFarah HaseenahNo ratings yet
- WWWWWWWDocument5 pagesWWWWWWWSharon ChenNo ratings yet
- Cleaning and CorrosionDocument19 pagesCleaning and CorrosionJuly TadeNo ratings yet
- Epoxic Paint Clean Area - PPG 16-510cDocument2 pagesEpoxic Paint Clean Area - PPG 16-510c'ranita RavidizhNo ratings yet