Professional Documents
Culture Documents
Horno
Uploaded by
Adrián BalcázarCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Horno
Uploaded by
Adrián BalcázarCopyright:
Available Formats
SOBRE EL TERRENO SOLDADURA POR REFLUJO
Reflow Control
Soldadura de SMD con un
horno eléctrico corriente
Paul Goossens
El laboratorio de Elektor, como muchos lectores, cada vez hace más
soldaduras de componentes SMD. En la edición de enero de 2006 ya
describimos en detalle como se puede construir un horno de reflujo con
ayuda de un pequeño horno eléctrico económico. Este artículo tuvo mucho
éxito entre los lectores, y nos dimos cuenta de que este tipo de proyectos genera un gran interés. En
esta edición presentamos una versión totalmente renovada de la electrónica de control para hacerse un
horno SMD. Además, se puede adquirir como kit de montaje, ¡de modo que el montaje será pan comido!
Tras más de dos años, nuestro hor- Este método es bastante ideal para preso primero. Después, se colocan
no de reflujo todavía trabaja con cier- piezas, porque las conexiones se ca- encima los componentes. Luego se
ta frecuencia en nuestro laboratorio. lientan una por una y la temperatura coloca todo en un horno, donde se
Con motivo de las múltiples respues- del chip permanece bastante baja. calienta hasta el punto en que el es-
tas de nuestros lectores, nos pareció Pero este método tiene una limitación, taño se funde con las capas de metal
una buena idea hacer una versión re- y es que hay que poder llegar a las del entorno.
novada de este proyecto, que además dos piezas que deben soldarse con
se puede obtener como kit de monta- la punta del soldador. En varios SMD
je. De este modo, la autoconstrucción esto es complicado, ¡y a veces incluso
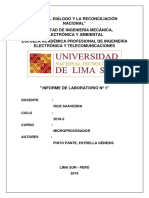
Perfil de temperatura
de un horno de reflujo para SMD será imposible! Parece muy fácil, así que ¿por qué ne-
posible para todos. cesitamos el circuito de control “Re-
flow-Control”? ¡Un horno normal tam-
Para los que se perdieron la primera
Reflujo bién podría realizar esta tarea!
versión de este artículo, examinare- Uno de los métodos para soldar este El truco está en que el circuito impreso
mos primero el proceso de reflujo. tipo de componentes es la “soldadu- debe recorrer un trayecto de tempera-
ra por reflujo”. En vez de soldar pie- tura concreto para obtener un buen re-
zas calentando un soldador, con este sultado final.
¿El fin del soldador? método se calienta toda la tarjeta de Empezamos el proceso con el perío-
La soldadura convencional se realiza circuito impreso, incluidos todos los do de “Pre-heat” (precalentamien-
con un soldador. Primero hay que ca- componentes. to). Aquí, la temperatura del horno se
lentar las piezas que queremos soldar Tampoco se usa el estaño de soldadu- eleva a unos 125 ºC. A partir de esta
con el soldador. En cuanto la tempe- ra estándar, sino que usamos lo que temperatura el fundente se licua. Este
ratura es suficientemente elevada, se se llama pasta de soldadura. Este líquido fluye hacia los laterales, pero
añade un poco de estaño para solda- material gris consta de partículas su- las bolitas de estaño permanecen en
dura, que se fundirá con ambas piezas. mamente finas de estaño mezcladas su sitio original.
El resultado es una buena soldadura con líquido (o fundente). Esta pasta Luego, la temperatura se eleva lenta-
(según se espera). se coloca en la placa de circuito im- mente hasta un valor de 175 ºC. Esta
6 elektor, electronics worldwide - 12/2007
250
200
150
Temperatura [°C]
100
50
0
0 100 200 300 400 500
Tiempo [s] 060234 - 12
Figura 1. Perfil de la temperatura en el horno.
temperatura se mantie- los componentes deben tener tiempo Una vez alcanzada esta temperatura,
ne en y cerca del punto de fu- para llegar todos aproximadamente el horno debe calentar la tarjeta y los
sión de las bolitas de estaño. El moti- a la misma temperatura. En términos componentes hasta una temperatura
vo por el cual debe subir lentamente, de reflujo, denominamos a este paso máxima (220...240 ºC). Durante esta
es que la tarjeta de circuito impreso y “soak” (impregnación). fase (que lleva el nombre de “reflujo”)
3V3
C2
10u R1
3V3 10k GND
C1
20V
RESET
100n
3V3 3V3
GND MEDICIÓN DE TEMPERATURA
38
29
1
3V3
VCC
EA/Vpp
R2 26 4 R3
8x10k PSEN RST 8x10k
27 C5
ALE/PROG K6 5V
2
3
4
5
6
7
8
9
2
3
4
5
6
7
8
9
40 37 1 2 22p 4 IC2
P1.0 (T2) (AD0)P0.0
41 36 3 4 GND
P1.1 (T2 EX) (AD1) P0.1 GND
S1 S1 42 35 5 6 SO 7 3
P1.2 (AD2) P0.2 3V3 SO T+ K1
S2 S2 43 IC1 34 7 8 S1 CS 6
P1.3 (AD3) P0.3 CS
K5 S3 S3 44 33 9 10 S2 SCK 5 2
P1.4 (AD4) P0.4 SCK T- K2
S4 S4 1 32 11 12 S3
P1.5 (MOSI) (AD5) P0.5
S5 S5 2 31 13 14 S4
P1.6 (MISO) (AD6) P0.6
1
S6 S6 3 30 15 16 S5 MAX6675ISA
P1.7 (SCK) (AD7) P0.7
RESET E 17 18 S6
5 AT89S8253-24AU 25 R/W 19 20 BG_R
P3.0 (RXD) (A15) P2.7 GND
7 24 RS 21 22 BG_G
GND P3.1 (TXD) (A14) P2.6
RESETLCD 8 23 23 24 BG_B
P3.2 (INT0) (A13) P2.5
BG_R 9 22
P3.3 (INT1) (A12) P2.4
BG_G 10 21
P3.4 (T0) (A11) P2.3 3V3_2
BG_B 11 20
P3.5 (T1) (A10) P2.2
LED 12
P3.6 (WR) (A9) P2.1
19
INTERFAZ DE USUARIO
13 18 C7
P3.7 (RD) (A8) P2.0 C8
XTAL2
XTAL1
GND
GND
100n
1u
17
18
GND_2
16
14
15
17
X1
VDD
Vout
15 19
C4 C3 PS C3+ C9
RESETLCD
14
SO
CS
SCK
OUT1
OUT2
MI
22p 12MHz 22p 20
C3- 1u
6 21
DB0 C1+ C10
GND 7
DB1
8 22 1u
DB2 C1-
9 23
OUT1
OUT2
DB3 C2+ C11
10
T1 K7 DB4 LCD1
S1 11 24
DB5 C2- 1u
2 1 12 25
5V_2 DB6 V0
4 3 13 26
GND_2 DB7 V1
R7 FDV301N S2 6 5 27
3V3_2 V2
1M
8 7 28
5V 64 x 128 LCD V3
D1 10 9 5 29
E V4
S3 12 11 4 C12 C13 C14 C15 C16
R/W
IC4 GND 14 13 3
5V 78M05CKTPR FDV301N BAS116 16 15 2
RS
16 1u 1u 1u 1u 1u
T2 5V RST GND
S4 18 17 1 30
D2 CS1B GND
20 19 GND_2
KG
KR
KB
A
22 21
BAS116 230_4 K8
A
KR
KG
KB
C18 C19 C17 R8 S5 24 23
1
1M
Re1
2
100n 100n 1000u R4 R5 R6
25V KBP2005G 3 5V_2
GND_2
33R
33R
33R
230_3 S6
GND GND
EARTH
Re2
IC5
3V3 TLV2217-33KTPR TR1 230_1 K9 GND_2
D3
1
2 T5
T3 T4
3
C20 C21 C6 F1
230_5 230_2
100n 100n 1000u 5VA 9V
25V FDV301N FDV301N FDV301N
GND GND_2 060234 - 11
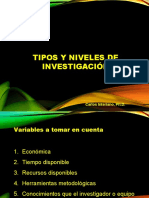
Figura 2. Esquema del circuito de Reflow Control.
12/2007 - elektor, electronics worldwide 7
SOBRE EL TERRENO SOLDADURA POR REFLUJO
usan para fabricar aparatos domés-
ticos, con la única excepción de la
automoción. Pero en el laboratorio
se siguen usando estas sustancias
con plomo para producir prototipos.
Mientras sigan vendiéndose, haremos
como si tal cosa.
Nuevo proyecto
Tras la descripción del concepto “reflu-
jo”, llega el momento de estudiar dete-
nidamente el circuito controlador.
Como queríamos hacer también para
este proyecto un kit de montaje, resul-
tó una buena ocasión para mejorar el
proyecto original. En sí, la versión an-
terior no estaba nada mal, pero hemos
adaptado un poco la electrónica con
motivo de nuestras propias experien-
cias con la versión anterior y natural-
mente las observaciones y críticas de
nuestros lectores.
Tras una sesión de ruegos y preguntas
entre los usuarios, resultó que nadie
usaba el puerto de serie. Este puerto
permite ver el perfil de temperatura du-
rante el proceso de reflujo en un pc. Así
que en lugar de ello, sería más práctico
poder ver esta curva en el visualizador
de la electrónica de control.
En el nuevo proyecto hemos eliminado
el puerto de serie y la EEPROM. Y lo
hemos sustituido por un visualizador
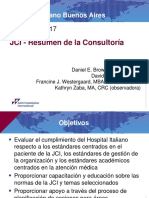
Figura 3. Vista del interior de la caja. de 2x16 caracteres para tener así un
bonito visualizador gráfico. En cuan-
to a costes, ha resultado ser un poco
más económico y el producto final es
las bolas de estaño se derriten y se es totalmente correcto. El metal de la un poco más bonito.
funden en las piezas de metal circun- pasta de soldadura es una aleación de Otra adaptación es la sustitución de
dantes. La soldadura ya está hecha. dos o más metales. los dos relés de estado sólido por re-
Después de alcanzar la temperatura En el caso de la pasta con plomo se lés convencionales. Esto también se ha
máxima, debemos dejarlo enfriar todo. trata en general de una aleación de es- hecho para ahorrar costes.
Esta fase, la denominamos muy ori- taño y plomo (SnPb). Esta aleación tie-
ginalmente “cooling” (enfriamiento). ne el punto de fusión a 183ºC.
Este enfriamiento no debe producirse El segundo grupo, la pasta sin plomo,
Esquema
rápidamente, también para evitar gran- consta en general de una aleación de El esquema del controlador (figura 1)
des diferencias de temperatura entre estaño, plata y cobre (SnAgCu). Por no ha cambiado mucho respecto al an-
los componentes y la tarjeta de circui- tanto no contiene plomo y el punto terior. El eje del circuito es el controla-
to impreso. ¡En caso contrario, podrían de fusión es más elevado. Hacia 217ºC dor IC1, un AT89S8253. Aquí funciona
deformarse o romperse! esta aleación cambia a un estado más a una frecuencia de 12 MHz.
Pero este enfriamiento, sobre todo al o menos fluido. K5 es un interfaz de programación,
principio, tampoco debe ser muy len- Al soldar con este último grupo, la con lo cual es posible programar
to. ¡Algunos componentes sólo pueden temperatura máxima de la soldadura nuevo firmware en el controlador.
resistir un intervalo de tiempo máximo por reflujo debe alcanzar aproximada- Para ello basta un simple progra-
determinado por encima de una tem- mente 240 ºC. mador. El controlador del kit ya está
peratura crítica! En la pasta con plomo bastará con programado, por tanto para la mayo-
220 ºC, a veces incluso basta con una ría de usuarios esta conexión no será
temperatura máxima de 200 ºC. Esto muy interesante.
Con o sin plomo no sólo nos ahorra tiempo, sino que La alimentación se hace a través de
La pasta de soldadura obtenible se también permite que los componen- Tr1, D3, IC4 y IC5, más algunos com-
puede dividir más o menos en 2 gru- tes sufran menos durante el proceso ponentes circundantes para la amor-
pos, según la composición de las bo- de soldadura. tiguación. Respecto a la alimentación,
las de estaño. Aunque hasta aquí he- Conforme a las nuevas directivas debemos mencionar también que el
mos utilizado el término “estaño”, no RoHS las pastas con plomo ya no se kit de montaje está disponible en 2
8 elektor, electronics worldwide - 12/2007
versiones, una para 230 V y la otra colocar un termopar dentro del hor- nectar los conectores. El manual co-
para 115 V. La diferencia entre ambas no. Esto se puede hacer perforando rrespondiente se suministra con el kit
versiones está en el transformador de el lateral, o con una abrazadera en el de montaje. También se puede descar-
red empleado. interior. ¡Hay que vigilar que el ter- gar gratuitamente del sitio web de Ele-
La tensión de red entra a través de K9. mopar esté derivado separadamente ktor. Asimismo, describe la puesta en
Esta tensión se conecta a través del del horno! marcha del horno de reflujo.
relé Re1 y Re2 que a su vez se contro- La 2ª intervención es la adaptación del (060234)
lan a través de los FET T1 y T2. El hor- enchufe. Debemos cambiar el cable de
no se conecta en el conector K8. red eléctrica estándar por el cable de
Enlaces
La medición de la temperatura se hace red eléctrica que suministramos. Éste [1] : http://www.elektor.com
a través del termopar. Este se conecta lleva un conector hembra que se adap-
a través de un cable y un jack telefóni- ta a nuestro “Reflow-Control”. [2] : http://www.8052.com/visisp52/
co en los puntos K1 y K2. IC2 se encar-
ga de la medición real, este IC estable-
ce la tensión del termopar para poder
Montaje y uso
leer una temperatura absoluta a través El montaje del Reflow-Control es muy
de P2.0, P2.1 y P2.2 del controlador. sencillo. El montaje se limita a atorni-
La conexión de los pulsadores S1 a S6 llar los diversos componentes y a co-
es muy sencilla. Están directamen-
te conectados con las entradas P1.2
a P1.7 del controlador. Hay que tener
en cuenta que estas conexiones tam-
bién deben utilizarse durante la pro-
Cocción
gramación. ¡Esto implica que durante Los componentes pueden coger humedad del aire. Durante el funcionamiento normal esto no
la programación a través de K5 no se es grave. Pero en el proceso de soldadura de reflujo puede dar problemas.
puede accionar ningún pulsador! La La temperatura del chip supera el punto de cocción del agua. Entonces, la humedad del chip
resistencia elevadora R2 se encarga formará vapor, con lo cual la presión del chip subirá considerablemente. La consecuencia de
de que la tensión en las entradas esté ello puede ser que el chip explote como consecuencia de este vapor.
a 5 V en reposo. Si los componentes han adquirido humedad, es posible sacarla de los chips calentándonos
El LCD gráfico tampoco tiene sorpre- por unas horas hasta una temperatura de unos 80 ºC.
sas. Además del interfaz LCD habitual, Esto es muy importante si se trabaja con pasta sin plomo. ¡La presión del vapor aumenta de
se necesitan varios condensadores. To- forma cuadrática con la temperatura!
dos juntos se encargan de la electróni-
El Reflow-Control está equipado con una función especial con la que se puede llevar a cabo
ca en el módulo LCD para las tensiones el proceso de cocción.
de ayuda requeridas.
Los FET T3...T5 atacan los LED para la
iluminación de fondo. En nuestro caso
hemos elegido una iluminación RGB. Al
atacar los 3 FET con una señal PWM, Pasta de soldadura
podemos darle el color que queramos
Además de dividir la pasta de soldadura entre con plomo y sin plomo, en el mundo de las
a la iluminación de fondo. pastas hay otra división posible, basada en el fundente aplicado. El fundente puede ser quí-
mico o bastante reactivo, con lo cual será necesario limpiar la tarjeta de circuito impreso tras
¿Qué horno? la soldadura para eliminar el fundente que haya quedado en la tarjeta. También hay tipos de
fundente que son más o menos conductores. ¡Así que atención!
Además del circuito de “Reflow-Con- Lo mejor es usar una pasta de soldadura en cuya etiqueta figure ‘No-Clean’. Esto no significa
trol” naturalmente necesitamos un que el bote y/o el contenido no estén limpios, sino que el fundente aplicado puede dejarse
horno para construir nuestro horno sin problema en la tarjeta de circuito impreso. Esto no afectará a la tarjeta de circuito impreso
de reflujo. Este horno debe ser ne- y además el residuo no será conductor y no perturbará el funcionamiento del prototipo.
cesariamente de tipo analógico, que
Otro punto de atención es el tamaño de las “bolas de estaño”. Cuanto más finas sean las
esté provisto de un termostato me- bolas, mejor se podrán dosificar con una jeringa en la tarjeta de circuito impreso. Aquí rige la
cánico y un reloj mecánico. Además, simple regla empírica: “¡Menos es más”!
la temperatura debe poder ajustarse
como mínimo hasta 225 ºC, mejor un
poco más.
También es práctico que el horno sea lo
más pequeño posible. En este caso la Firmware
temperatura del horno podrá subir más
El firmware para este proyecto se puede obtener, como en la mayor parte de los proyectos de
rápidamente, y será suficiente con una Elektor, gratis en el sitio web.
potencia de unos 1,5 kW.
Por regla general, cualquier horno Como compilador se ha usado el C-compiler SDCC gratis.
para pizza o minihorno analógico de Quien tenga deseos específicos, y quiere programarlos él mismo en el controlador, entonces
1,5 kW servirá. además del compilador necesitará un programador.
En esta versión del “Reflow-Control” Tenemos buenas experiencias con el software VisISP-52. El programador que tiene (se puede
ya no hace falta modificar radical- encontrar en el sitio web de visISP52 [2]) es fácil de montar en placa perforada.
mente el horno. Tan sólo habrá que
12/2007 - elektor, electronics worldwide 9
TECNOLOGÍA TRUCOS DE SOLDADURA POR REFUSIÓN
Técnicas de Refusión
Usando el Horno de Soldadura
de Refusión de SMD de Elektor
por Hagay Ben-Elie
Aquí tenemos algo más sobre cómo utilizar la soldadura por refusión que el simple hecho de
empujar la placa de circuito impreso en el horno y configurar un sencillo temporizador. Los
modernos componentes SMT y BGA requieren un manejo especial y unos procesos estrictos.
Los pasos y consejos descritos en este artículo incrementarán, de forma remarcada la
relación de éxito a la hora de ensamblar nuevos proyectos de este tipo.
Consejo #1: Baking y secado el circuito. Esto no supone un problema cuando soldamos
Las posibilidades de que los aficionados a la electrónica los componentes a mano, donde el calor sólo se aplica a
consigan los componentes fabricados más recientemente una patilla en cada momento y el componente completo
en su encapsulado original, sellado al vacío, no son muy no llega a sobrecalentarse. Sin embargo, cuando coloca-
altas. Es más factible que tenga que utilizar componentes mos dicho componente en un horno de refusión y calen-
de segunda mano o componentes recuperados. Incluso tamos su interior hasta una temperatura de unos 250 °C,
El arte del montaje SMD difiere enormemente de lo que veníamos
usando o haciendo en el montaje convencional.
con los componentes comprados más recientemente, no estos componentes pueden llegar a destruirse debido a lo
hay manera de conocer cuáles han sido sus condiciones de que se conoce como el “efecto palomitas”. La humedad,
almacenamiento antes de llegar a nuestras manos. a estas temperaturas tan elevadas, se convierte en vapor
Los componentes tienden a absorber la humedad ambien- que “erupciona” del componente (en la mayoría de los ca-
tal. Esto sucede en todo momento, incluso cuando dichos sos rompiendo su encapsulado) y destruyéndolo de forma
componentes ya han sido ensamblados y soldados sobre permanente.
Lo mismo se puede aplicar a las placas de circuito impreso
(PCIs), las cuales absorben humedad durante su etapa de
producción (tratamiento con ácido). Cuando estas placas
se calientan de modo significativo, por ejemplo, durante
el proceso de refusión, esta humedad se convierte en va-
por que se desprende de las pistas y de los taladros pas-
antes (TH). Cuando el vapor “erupciona” de dentro de los
agujeros rellenados con estaño fundido, crea burbujas en
las juntas de soldadura (vacios) e incluso peor, “escupe”
pequeñas bolas de estaño a su alrededor.
La mejor manera de evitar estos efectos devastadores con-
Figura 1. siste sencillamente en secar las PCIs y los componentes
Tiras indicadoras de antes de que sean ensamblados y soldados por refusión.
humedad y bolsas secantes Este proceso se denomina a menudo ‘baking’ (secado pre-
deben formar parte de liminar o vuelta de los componentes a su estado óptimo
nuestras herramientas de original para su montaje), y se consigue colocando estos
soldadura SMD elementos en un horno de secado preliminar diseñado es-
por refusión! pecialmente para tal efecto, manteniendo dichos compo-
14 elektor, electronics worldwide - 12/2007
Figura 2.
No apto para remilgados!
Jeringuillas y ‘pistolas’
como las que se muestran
aquí son herramientas
de gran valor para la
aplicación de pasta de
soldadura en los puntos
de soldadura de
componentes SMD.
nentes a una temperatura comprendida entre 100 °C y A menos que haya sido diseñado especialmente para
250 °C durante seis horas como mínimo (o incluso más). ello, debemos evitar utilizar las nuevas aleaciones li-
En este caso, la humedad se evapora sin causar ningún bres de plomo (Pb). La nueva directiva RoHS impone
daño a los componentes. Se considera que los componen- otras condiciones de soldadura para la industria, nor-
tes permanecen “secos” durante unas 48 horas, de manera malmente relacionadas con temperaturas más elevadas
que este proceso de secado previo debe realizarse 48 ho- (de hasta 280 °C), las cuales están por encima de las
ras antes del que se inicie el proceso de refusión. condiciones relacionadas con las PCIs y componentes
Las PCIs y los componentes son diseñados para poder tra- actuales y que no están soportadas por el Horno de
bajar con temperaturas elevadas, de manera que su com- Soldadura de Refusión de Elektor.
portamiento en funcionamiento y sus características no se La mejor aleación normal utilizada (para un uso no in-
verán alteradas. Sin embargo, no se puede decir siempre dustrial) es el compuesto Sn63Pb37 (es decir, el 63 % de
lo mismo sobre los dispositivos donde son transportados estaño y el 37 % de plomo). Es más fácil de utilizar y da
y almacenados. Debemos asegurarnos que no hay piezas los mejores resultados en términos de fuerza, apariencia
de plástico próximas a dichos elementos! La Figura 1 y conductividad. Si fuese posible, lo mejor es seleccionar
muestra una tira indicadora de temperatura fijada sobre también un compuesto con el granulado más fino.
una FPGA, su propósito es del todo claro! En esencia, la pasta de soldadura es una mezcla de
Después bastará con permitir el enfriamiento natural (no diminutas bolas de estaño y flujo activo. Si tenemos ac-
forzado) de los componentes. Como no conozco otra solu- ceso a un microscopio con un aumento de x10 o x 30,
El precalentamiento/secado no estaba implementado en la versión
original del horno de Elektor; ahora si lo está.
ción casera, la mejor manera de secar previamente estos podremos observar estas bolas de estaño. Los mejores re-
componentes es la de utilizar el propio horno de refusión. sultados se consiguen con un granulado de un tamaño
Esta característica no fue implementada en la versión origi- comprendido entre 25 µ y 45 µ. Para una mayor informa-
nal (de 2006) del horno de Elektor, pero sí ahora! ción recomendamos a nuestros lectores que se dirijan a las
páginas web de los fabricantes [1], [2] y [3].
Consejo #2: Pasta de soldadura Un tarro de pasta de soldadura nuevo siempre debe estar
Las aleaciones de pasta de soldadura se venden habitual- sellado herméticamente para proteger al estaño contra la
mente en grandes cantidades cuando están pensadas para oxidación y la humedad. Siempre debemos verificar esto y
su uso industrial. El tamaño del paquete mínimo (denomi- evitar comprar carros ya abiertos (a menos que sean un re-
nado ‘tarro’) es de 0,5 kg y esto es mucho! Su tiempo de galo…). Un tarro sellado debe mantenerse a temperatura
vida normal es de unos seis meses, y se consigue alma- ambiente y nunca en el frigorífico.
cenando la pasta en un frigorífico. Un frigorífico normal de El tarro sellado se debe abrir justo antes de utilizarlo.
una cocina podría valer, pero el tarro debería estar sellado Cuando vayamos a utilizar un tarro ya abierto que está
y marcado de forma adecuada como “sustancia no comes- en el frigorífico, debemos sacarlo del mismo al menos tres
tible”. Lo mejor es mantenerlo fuera del alcance de otros horas antes de su uso. Tenemos que mantenerlo herméti-
miembros de la familia y en especial de los niños. camente cerrado, permitiendo que alcance la temperatura
El tiempo de vida establecido está pensado principalmente ambiente antes de abrirlo y utilizarlo. De otra manera,
por aspectos de calidad durante su uso industrial y la pro- la condensación puede afectar al compuesto provocando
ducción en masa. Para proyectos caseros, donde no ex- burbujas en las juntas de soldadura y salpicaduras del es-
isten restricciones (dependencia de la vida, etc.), la pasta de taño por todo el circuito.
soldadura puede ser utilizada siempre y cuando mantenga Justo antes de utilizarlo, y usando un objeto plano como un
su apariencia original (color, textura, viscosidad). Con unas cuchillo o una espátula, mezclar gentilmente el compuesto
condiciones de almacenamiento adecuadas, un compuesto hasta alcanzar una mezcla uniforme. Debemos evitar ag-
de tres años de antigüedad podría realizar aún su trabajo. itaciones ya que pueden permitir que el aire entre en el
12/2007 - elektor, electronics worldwide 15
TECNOLOGÍA TRUCOS DE SOLDADURA POR REFUSIÓN
Figura 3.
Las pinzas antiestáticas
especiales para
componentes SMDs son
baratas y no será fácil
que acaben en la cesta de
belleza de nuestra señora.
compuesto y provoque burbujas de aire (vacíos) en las jun- gre) y no las utilizadas para las inyecciones habituales.
tas de soldadura. En lugar de ello, realizaremos la mezcla Utilice siempre sólo agujas nuevas y no utilizadas.
de forma suave lo suficiente como para asegurarnos que Usando algún tipo de ayuda visual, tal y como hemos
los ingredientes del compuesto no están separados. mencionado anteriormente, aplicaremos pequeñas gotas
La limpieza de los residuos de pasta de soldadura (antes de pasta de soldadura sobre cada junta de soldadura
de la soldadura) se puede realizar fácilmente utilizando que lo requiera. Las gotas aplicadas deben ser lo más
Alcohol Isopropil (IPA). pequeñas posibles e intentaremos que todas sean del
mismo tamaño. En especial, debemos conseguir que
Consejo #3: Ayuda visual sean lo más uniformes posibles para todos los puntos
Como podemos intuir, una buena ayuda visual siempre se de un mismo componente.
debe tener en cuenta. Una lupa de cristal con una ampli- La pasta de soldadura que sobre será retirada utilizando
ación de un mínimo de x5 o un microscopio de x 10 (o su- un palillo de dientes o un bastoncillo con un algodón
perior), pueden ser la diferencia entre unas buenas juntas empapado en IPA.
de soldadura y unas pobres juntas de soldadura. A simple Las pastas de soldadura tienen una vida activa nominal
vista es bastante difícil localizar cortocircuitos y/o juntas sobre la placa de unas 8 a 12 horas. Esto significa que
más soldadas de tamaños más pequeños de 0,5 mm. las placas deben ser introducidas en el horno de refusión
Afortunadamente, en la mayoría de los casos el posicionamiento manual
puede ser tan bueno como el de las “pick & place” industriales.
Consejo #4: Aplicación de la pasta de soldadura dentro de este período de tiempo, comenzando desde el
La pasta de soldadura se debe aplicar sobre cada punto momento en que se aplicó la primera gota. Esto no supone
de soldadura de la PCI donde vaya a haber componentes ningún problema cuando estamos ensamblando tan sólo
que se van a ensamblar. En su uso industrial, se utiliza una unos pocos componentes, pero empieza a ser más com-
plantilla especial denominada “stencil”. Esta herramienta plicado para proyectos de construcción mayores. Bueno,
es una delgada hoja del acero (también llamada máscara nadie ha prometido que esto fuese fácil…
de soldadura), de un espesor comprendido entre 0,10 mm
y 0,15 mm, la cual está perforada en aquellas partes de la Consejo #5: Colocando los componentes
placa donde se debe de aplicar la pasta de soldadura. Las máquinas automáticas de “pick & place” (“coger y pon-
Así, la pasta de soldadura se esparce sobre la máscara er”) están, por lo general, más allá del alcance del traba-
para que penetre por estos pequeños agujeros. La pasta jador doméstico. Por fortuna, en la mayoría de los casos,
que sobra se retira y cuando el “stencil” se levanta, de for- la colocación manual de los componentes es también una
ma vertical, solamente quedan pequeñas gotas de pasta buena solución. Los componentes con un encapsulado más
de soldadura en aquellos puntos donde se requería. pequeño (resistencias, condensadores) pueden ser coloca-
Este proceso es bastante caro y, obviamente, no puede dos utilizando unas pequeñas pinzas (ver Figura 3). Para
ser realizado utilizando unos recursos modestos. Habit- los componentes más grandes (CIs) se recomienda utilizar
ualmente se utiliza la solución de una aplicación manual. un lápiz de vacío.
Este proceso se realiza utilizando una jeringuilla médica Debemos observar la orientación y polaridad de los com-
como herramienta de aplicación. Así, podemos utilizar una ponentes y colocarlos cuidadosamente en su lugar. No
pequeña jeringuilla de unos 5 o 10 cc (ver Figura 2) y debemos empujarlos hacia abajo. Tan sólo tenemos que
nos sorprenderemos de los resultados obtenidos con esta dejarnos caer sobre las gotas de la pasta de soldadura.
pequeña herramienta. Para ello, rellenaremos la jeringuilla Esto requiere alguna práctica aunque no debe ser dema-
con unas pocas gotas (2 ó 3 cc) de pastas de soldadura. siado difícil conseguirlo. Al igual que sucedía con la apli-
Ensamblaremos de nuevo la jeringuilla y le colocaremos cación de la pasta de soldadura, también es esencial una
una delegada aguja. Buscaremos la aguja más delegada buena ayuda visual. Recomendamos poner una atención
disponible (similar a las utilizadas en las pruebas de san- especial en la colocación precisa de los componentes antes
16 elektor, electronics worldwide - 12/2007
Truco #5.1: Clase Magistral con lizando un lápiz de marcado extra fino o un pincel muy afila-
do). De otro modo no dispondremos de una manera práctica
“Ball Grid Array” (BGA) de colocar la BGA correctamente en su lugar.
El montaje de un componente BGA (Ball Grid Array, es de- Obviamente, esta etapa tiene que ser realizada antes de apli-
cir, Conjunto de Rejillas de Bolas) es difícil de realizar, pero car la pasta de soldaduras sobre la placa. Como ya hemos
eso no significa que sea imposible. Las diferentes BGAs que mencionado anteriormente, se permiten unas ligeras desvi-
existen en el mercado tienen diferentes tamaños, huellas y aciones. Durante el proceso normal de refusión, mientras el
configuraciones de bolas (sus terminales). Así, es necesario
estaño está líquido, la tensión superficial con el estaño de los
procesar cada componente de forma única. En primer lugar
puntos de soldadura (multiplicado por el número de puntos de
debemos verificar que el componente coincide con la huella
soldadura) tiene suficiente fuerza para colocar el componente
diseñada en la PCI. También debemos verificar que, en la
en su lugar y compensar pequeños errores de colocación.
configuración de las bolas, el tamaño de los puntos de sol-
dadura y la distancia entre dos puntos adyacentes, son los Al igual que sucede con otros componentes, es aconsejable
correctos. En las placas de ordenador disponibles de modo utilizar un lápiz de vacío que nos permita dejar colocado el
comercial, donde existe una pantalla impresa del contorno del componente sobre las gotas de la pasta de soldadura. No
componente, debemos verificar que la distancia entre las filas debemos realizar ninguna presión sobre el componente. Deje-
más exteriores de los terminales de soldadura y los rectángu- mos que la física haga su trabajo.
los marcados son iguales a la distancia entre las filas de bolas Por último, permítannos decir que el montaje y las soldaduras
más exteriores de la BGA y su contorno. Esto se debe verificar de una BGA es un arte en sí mismo. Incluso los expertos de la
en las cuatro direcciones. industria no siempre lo consiguen en el 100 % de los casos y,
Cuando trabajamos con placas no marcadas, es innecesario en ocasiones, necesitan sustituir BGAs a una velocidad mucho
dibujar de manera manual este rectángulo sobre la placa (uti- más elevada que otros componentes SMD
de soltarlos sobre la placa. Algunos ligeros errores de alin- mente imposible, como sucede con los dispositivos BGA.
eamiento se pueden corregir por sí mismos en el momento La limpieza también conlleva el trabajar con materiales
de la refusión (ver más abajo), pero deben ser los menos peligrosos que son perjudiciales para los usuarios sin ex-
posibles. Por otro lado, si intentamos mover los componen- periencia y que pueden contaminar el lugar de trabajo, al
tes que no estén bien alineados es probable que causemos mismo tiempo que contaminan el entorno.
que la pasta de soldadura se extienda, lo que conllevaría Sí tras estas advertencias seguimos necesitando hacer la
dejar las juntas de soldadura con poca pasta y una gran limpieza, lo más sencillo es utilizar los mismos materi-
posibilidad de crear cortocircuitos. ales y las mismas técnicas que para las labores habitu-
Para aquellos de nuestros lectores que realmente qui- ales de soldadura TH.
eran investigar, el “reto de la BGA” se trata en un apar- Como hemos mencionado anteriormente, la inspección
tado independiente del producto final es crucial. Las juntas de soldadura
son tan pequeñas y delicadas que los cortocircuitos y las
Consejo #6: Limpieza e inspección malas soldaduras suelen estar presentes y son difíciles de
Las pastas de soldadura más modernas están marcadas detectar. Utilizando una ayuda visual podremos llegar a
como de “no limpieza”, lo que significa que los residuos
del flujo no son conductivos y, por lo tanto, pueden quedar localizar estos errores y corregirlos de forma manual.
sobre el producto final. A veces, la limpieza es sencilla-
Precauciones con las Descargas manera conseguimos que la diferencia de tensión entre los
equipos sean la mínima posible.
Electrostáticas (ESD) • Usar muñequeras conductoras de protección ESD. Este bra-
En el pasado se ha escrito mucho acerca de ESD, pero ahora zalete barato, disponible comercialmente, es una medida
más que nunca estas pequeñas “criaturas” son susceptibles de protección excelente, ya que evita cualquier carga peli-
de cargarse a tensiones de hasta 20 V! La ESD no siempre grosa de nuestro cuerpo. Los brazaletes con cables de alta
destruye los componentes pero, en su lugar, puede dejar fal- calidad están equipados con una resistencia interna de 1
los latentes que afectarán al funcionamiento de los mismos y M7. Asumiendo que la conexión a masa más común es el
reducirán de modo significativo sus expectativas de vida. Si- terminal de tierra de la instalación eléctrica de red, esta re-
guiendo unas sencillas reglas ayudaremos a nuestros lectores sistencia nos protege de tensiones letales que puedan existir
a evitar este tipo de fallos: en las líneas de potencia (o cuando tocamos de manera ac-
• Mantener siempre los componentes activos (transistores, cidental el terminal “vivo” de los cables de red).
CIs), dentro de su contenedor ESD de protección (ban- • El cordón de la muñequera conductora se conecta sobre la
dejas, tubos, sobres). Sólo debemos sacarlos cuando los superficie conductora de la mesa de trabajo, que está con-
necesitemos. ectada a tierra, en lugar de hacerlo sobre una toma común.
• Evitar tocar los terminales de los componentes. En su lugar, • Y unas últimas palabras sobre cómo dar masa al horno de
sujetarlo siempre por el cuerpo del componente. refusión (o, al menos, a su bandeja metálica). Esta bandeja,
• Trabajar sobre bancos de trabajo protegidos. La mesa de utilizada habitualmente para colocar los circuitos refun-
trabajo debe estar siempre cubierta por una superficie con- didos, debe estar aislada eléctricamente de la masa de la
ductora conectada a masa. Verificar que las herramientas caja del horno. Por el contrario, debe estar conectada a
eléctricas de trabajo (soldadores, hornos de refusión, etc.) masa a través del sistema de masa ESD que tengamos. Esto
están conectados a masa de modo correcto. Conectar pre- es así para evitar una descarga demasiado rápida de los
feriblemente todos los equipos con el mismo punto de masa componentes susceptibles a la ESD, a través de las conexio-
de la cubierta conductora de la mesa de trabajo. De esta nes metálicas (otra manera de destruir el componente).
12/2007 - elektor, electronics worldwide 17
TECNOLOGÍA TRUCOS DE SOLDADURA POR REFUSIÓN
Consejo #7: Tecnología mezclada de refusión Consejo #8: Desmontaje de componentes
de doble cara y algunas argucias técnicas con muchos terminales ya soldados
En aquellas situaciones donde se requieran ambos mé- Si se utiliza calor para soldar estos componentes, por qué
todos de trabajo, es decir, la soldadura manual y la sol- no utilizarlo también para desmontarlos?
dadura por refusión (presumiblemente en la mayoría de Como nosotros tratamos habitualmente tanto con placas
los casos), el primer proceso a realizar es la soldadura de una sola cara como con placas de doble cara, el
por refusión. Una vez que todos los componentes SMT/ precalentamiento de la otra cara de la placa no suele
BGA han sido ensamblados, soldados y verificados, es ser necesario.
fácil ensamblar y soldar manualmente el resto de los Las placas multicapa tienden normalmente a tener discon-
otros componentes. tinuidades internas si son procesadas sin un precalentami-
Si fuese necesario, la refusión de doble cara también se ento ya que están expuestas a choques térmicos bastante
puede realizar de modo bastante sencillo. severos (una diferencia térmica significativa entre ambas
Durante el ensamblado electrónico industrial de refusión de caras de la placa).
doble cara, las placas deben ser sometidas a este proceso Una pistola eléctrica de calor, similar a las utilizadas para
dos veces: una vez para la cara secundaria (PS) y otra vez reducir los tubos de aislamiento o para retirar la pintura
para la cara primaria (CS). de los muros, es perfecta para esta tarea. No debemos
Durante este proceso, la temperatura de los componentes utilizar aquellos modelos de salida abierta ya que pueden
por la otra cara de la placa se mantiene por debajo del llegar a quemar la placa y el resto de componentes. Tam-
punto de fusión del estaño, por lo que no afecta a los com- poco debemos utilizar secadores de pelo ya que su chorro
ponentes ya soldados. de aire no es lo suficientemente caliente. Éstos dispositivos
Éste no es el caso del horno de refusión de Elektor, donde son capaces de producir suficiente calor como para fundir
la temperatura en ambas caras de la placa es práctica- el estaño que es justo lo que necesitamos. Así, apuntar-
mente la misma. emos el chorro de aire del equipo sobre los terminales
Para solucionar este problema podemos usar un pequeño del componente y lo moveremos suavemente a su alred-
truco. Comenzaremos realizando el proceso de refusión edor. Debemos evitar calentar el encapsulado del compo-
solamente sobre una cara de la placa, preferiblemente nente. Después de un corto periodo de tiempo todas las
aquella con el menor número posible de componentes juntas con estaño deben haber quedado fundidas y per-
SMT/BGA. Esperaremos el tiempo necesario para que la manecerán líquidas incluso cuando el chorro de aire no
placa esté completamente fría. Utilizando un adhesivo del esté dando directamente sobre ellos. En estas condiciones
tipo “epoxy”, aseguraremos cada componente con una es muy sencillo retirar el componente con unas simples pin-
pequeña gota o dos de este compuesto. Los componen- zas. Por último, utilizaremos una trencilla de desoldar para
tes más grandes como las PLCC o BGAs pueden requerir retirar cualquier residuo de los terminales de la placa.
hasta cuatro gotas de pegamento, una por cada esquina
del componente. Aplicar pequeñas gotas y evitar salpicar Algunas palabras finales
en las pistas o sobre los terminales adyacentes. Esto es El modo de trabajar en un ensamblado SMT difiere inmen-
para permitir la sustitución de componentes en un futuro samente del que se hace con un ensamblado TH. Aún así,
sin tener que dañar la placa o los componentes. Además, no es mucho más superior que las capacidades que pre-
el adhesivo y el estaño tienen diferentes coeficientes tér- sentan la mayoría de los lectores que nos siguen. Es cierto
micos, lo que provoca que se dilaten de forma diferente que se requiere un cierto nivel de experiencia pero, pen-
cuando son calentados. Esto puede provocar que los pun- sando en ello un poco, llegamos a hacerlo bien en nuestro
tos de soldadura sean arrancados literalmente de la placa primer trabajo TH con las juntas de soldadura?
a altas temperaturas. Veamos, el trabajo de ensamblado TH ha desaparecido
Limpiar el adhesivo sobrante y dejarlo curar de acuerdo prácticamente en los nuevos diseños. En este aspecto, el
con las instrucciones del fabricante. Cuando el adhesivo controlador del Horno de Soldadura por Refusión de Ele-
esté completamente curado, procesaremos la otra cara de ktor es un salto real hacia el futuro.
la placa como si fuese la única cara a tratar. Un error muy (070658-I)
común es el de utilizar adhesivo SMT para sujetar com-
ponentes con muchos terminales. Este tipo de adhesivo se
debe dejar tan sólo para componentes más pequeños como Nota. Con este artículo está disponible, para su descarga
resistencias, condensadores, diodos, etc. El proceso de sol- gratuita (# 070658-11), una presentación en Powerpoint que
dadura de componentes más grandes puede verse obsta- muestra el equipamiento utilizado en los distintos pasos que
culizado si los componentes no puede moverse libremente encontramos en los trabajos de producción y reprocesado de
durante el proceso de refusión. Recordamos que los compo- places SMD profesionales.
nentes necesitan flotar sobre las gotas de la pasta de solda-
dura? La razón es simple. Mientras se produce la fusión, las
gotas de estaño simplemente se colapsan y producen que
Enlances en Internet:
el componente descienda sobre su posición por medio de la
denominada “tensión superficial”. Cada terminal o bola está 1. www.kester.com/en-US/technical/alloy.aspx
contenido dentro de una pequeña gota de estaño, creando 2. www.aimsolder.com
una buena conexión eléctrica. Obviamente, el adhesivo SMT 3. www.ko-ki.co.jp/product/index.html
fija el componente en un lugar y evita su movimiento “con
la corriente”. En este caso, sencillamente, el estaño fundido
puede perder contacto con los terminales del componente.
Cuando esto sucede, como por ejemplo, sobre una bola de
un componente BGA (donde el reproceso es imposible), el
componente completo puede quedar en malfuncionamiento
y necesita ser retirado completamente de la placa y susti-
tuido. Un trabajo impensable!
18 elektor, electronics worldwide - 12/2007
You might also like
- PicDocument127 pagesPicManuel Alberto Jaramillo LugoNo ratings yet
- Las Entradas y Salidas Digitales ArduinoDocument2 pagesLas Entradas y Salidas Digitales ArduinoSandra Monge AramburuNo ratings yet
- Diseño Buck PDFDocument7 pagesDiseño Buck PDFSamuelMuñozNo ratings yet
- Placa de Motor DCDocument17 pagesPlaca de Motor DCEliecer Smith Orozco MejíaNo ratings yet
- Indice de La Colección: Construye Tu Laboratorio Electrónico Paso A PasoDocument6 pagesIndice de La Colección: Construye Tu Laboratorio Electrónico Paso A PasoSandor Inopia100% (1)
- Desulfatador para Batería de CocheDocument5 pagesDesulfatador para Batería de Cochedarkking00No ratings yet
- Interruptor CrepuscularDocument2 pagesInterruptor Crepusculardarkking00No ratings yet
- Informe Medidas Ruleta DigitalDocument7 pagesInforme Medidas Ruleta DigitalLescano ChristianNo ratings yet
- Motor de Arranque Por Capacitor y Trabajo ContinuoDocument3 pagesMotor de Arranque Por Capacitor y Trabajo ContinuoLuis Guillermo R PNo ratings yet
- Pca 06 Polarización de Transistor Bipolar2022Document8 pagesPca 06 Polarización de Transistor Bipolar2022Jorge Omar Zenil LabraNo ratings yet
- LabVIEW Robotics Starter KitDocument11 pagesLabVIEW Robotics Starter KitToño MontielNo ratings yet
- Bosch FiltrosDocument44 pagesBosch Filtroshipo845No ratings yet
- Fuente de Alimentación 5V PDFDocument9 pagesFuente de Alimentación 5V PDFDavid Arturo OvalleNo ratings yet
- TemporizadoresDocument5 pagesTemporizadoresTRVP RXCKSTVRNo ratings yet
- Informe LM35Document9 pagesInforme LM35Jimmy JimenezNo ratings yet
- Laboratorio 3 - TecladoDocument9 pagesLaboratorio 3 - TecladoManolo Camilo Ortega CondegaNo ratings yet
- Registros de Funciones Especiales 8051Document12 pagesRegistros de Funciones Especiales 8051Genesis RosarioNo ratings yet
- Arquitectura Interna de Un MicrocontroladorDocument3 pagesArquitectura Interna de Un MicrocontroladorKarla Hernández100% (1)
- Métodos de Sintonización en Lazo CerradoDocument12 pagesMétodos de Sintonización en Lazo CerradoloFreDDNo ratings yet
- El Amplificador Emisor ComunDocument3 pagesEl Amplificador Emisor ComunLuis de la CruzNo ratings yet
- Rectificador Monofasico ControladoDocument9 pagesRectificador Monofasico ControladoBrayanRockerNo ratings yet
- Comunicación Serial TTLDocument7 pagesComunicación Serial TTLMaria AbramonteNo ratings yet
- Practica 6Document21 pagesPractica 6Rafael Coxca GutiérrezNo ratings yet
- Ensayo Sobre Electrónica de PotenciaDocument1 pageEnsayo Sobre Electrónica de PotenciaGeorgina Perez ContrerasNo ratings yet
- Probador de Capacitores ElectrolíticosDocument5 pagesProbador de Capacitores ElectrolíticosMaderson Chamorro100% (1)
- 5.1 Circuitos ImpresosDocument4 pages5.1 Circuitos ImpresosedynunezNo ratings yet
- Análisis de La Placa de Tres TransformadoresDocument8 pagesAnálisis de La Placa de Tres TransformadoresAndres Cardenas100% (1)
- Sistema de Control Moderno (Tarea 1)Document6 pagesSistema de Control Moderno (Tarea 1)pedroNo ratings yet
- Anemómetro zenerDocument3 pagesAnemómetro zenerCarlos SalazarNo ratings yet
- 2 El Amplificador de Audio PDFDocument17 pages2 El Amplificador de Audio PDFEdgar MongeNo ratings yet
- Lab #2 Electrónica Analógica II 2018 - Generación PWM con NE555Document2 pagesLab #2 Electrónica Analógica II 2018 - Generación PWM con NE555Miguel EstradaNo ratings yet
- Tarea 2 Unidad 2 Funcionamineto y AplicacionesDocument24 pagesTarea 2 Unidad 2 Funcionamineto y AplicacionespakoNo ratings yet
- Generando Una Funcion de Onda DeseadaDocument6 pagesGenerando Una Funcion de Onda DeseadaSteven Alexander Buritica MartinezNo ratings yet
- Reporte de Practica PWM 555Document16 pagesReporte de Practica PWM 555kike15975% (4)
- Electronica de PotenciaDocument9 pagesElectronica de PotenciapruebagratisNo ratings yet
- Decodificador DAC0800Document4 pagesDecodificador DAC0800COBRACAN2208No ratings yet
- Programacion de Microcontroladores en Bascom AvrDocument10 pagesProgramacion de Microcontroladores en Bascom AvrTany Rocker0% (1)
- Electronica PDFDocument25 pagesElectronica PDFMario Alberto Saavedra MeridaNo ratings yet
- GETKBD - DATA - CONFIGKBD - Instrucciónes en Bascom AvrDocument5 pagesGETKBD - DATA - CONFIGKBD - Instrucciónes en Bascom AvrWASHINGTON AMORESNo ratings yet
- Control de nivel con histéresisDocument3 pagesControl de nivel con histéresisCrizz AngelNo ratings yet
- Frecuencimetro DigitalDocument8 pagesFrecuencimetro DigitalAngel NietoNo ratings yet
- Puente H para Motores CC (Parte II)Document8 pagesPuente H para Motores CC (Parte II)riacrdohNo ratings yet
- EL4002 Circuitos Integrados y TecnologiaDocument29 pagesEL4002 Circuitos Integrados y TecnologiaignaciadevotoNo ratings yet
- P1E11Document15 pagesP1E11Jocelyn TriquelNo ratings yet
- Fpga y PLD, VHDL y VerilogDocument6 pagesFpga y PLD, VHDL y VerilogLuis PintadoNo ratings yet
- PotenciaDocument51 pagesPotenciaErick Carrasco A0% (1)
- Semáforo Con CMOSDocument2 pagesSemáforo Con CMOSSteren MéxicoNo ratings yet
- Arduino lm35Document2 pagesArduino lm35Miguel Angel Ramirez RestrepoNo ratings yet
- Partes Principales de Un TransformadorDocument7 pagesPartes Principales de Un TransformadoralexanderNo ratings yet
- Practica 2 DisplayDocument2 pagesPractica 2 DisplayKevin DavidNo ratings yet
- Introduccion Los Circuitos DigitalesDocument24 pagesIntroduccion Los Circuitos DigitalesCordova E ManuelNo ratings yet
- Instalaciones Electricas (Tuberia)Document3 pagesInstalaciones Electricas (Tuberia)xjenchanxNo ratings yet
- Circuito Derivador/integradorDocument6 pagesCircuito Derivador/integradorSergioLopezCornejoNo ratings yet
- Comparadores Cap 4Document47 pagesComparadores Cap 4Gaston Ferdinad Leaño MonteroNo ratings yet
- Laboratorio TermocuplaDocument8 pagesLaboratorio TermocuplaMaria La del BarrioNo ratings yet
- Froilabo Hornos 2016Document2 pagesFroilabo Hornos 2016Abigail DextreNo ratings yet
- Ficha Tecnica 1 - 07012020174341Document5 pagesFicha Tecnica 1 - 07012020174341Osvaldo Andrés Vega ColarteNo ratings yet
- Bombas centrífugas 2CP para agua limpia doméstica, civil e industrialDocument5 pagesBombas centrífugas 2CP para agua limpia doméstica, civil e industrialBoris Gonzalez RojasNo ratings yet
- El Mejor Libro de Preparación Para Tu Examen De Licencia De Operador De CalderaFrom EverandEl Mejor Libro de Preparación Para Tu Examen De Licencia De Operador De CalderaNo ratings yet
- Configuración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209From EverandConfiguración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209No ratings yet
- SSTDocument10 pagesSSTAdrián BalcázarNo ratings yet
- Análisis TallerDocument1 pageAnálisis TallerAdrián BalcázarNo ratings yet
- AlgoDocument10 pagesAlgoAdrián BalcázarNo ratings yet
- RTD DocumentoDocument8 pagesRTD DocumentoAdrián BalcázarNo ratings yet
- PREPA3SCADocument7 pagesPREPA3SCAAdrián BalcázarNo ratings yet
- Deber Clase 02 de Junio BalcazarDocument3 pagesDeber Clase 02 de Junio BalcazarAdrián BalcázarNo ratings yet
- D1 Balcazar VallejoDocument4 pagesD1 Balcazar VallejoAdrián BalcázarNo ratings yet
- Guerra y PazDocument2 pagesGuerra y PazAdrián BalcázarNo ratings yet
- Japonés para PrincipiantesDocument19 pagesJaponés para PrincipiantesAdrián BalcázarNo ratings yet
- Kirch HoffDocument5 pagesKirch HoffAdrián BalcázarNo ratings yet
- Descripcion GeneralDocument19 pagesDescripcion GeneralCarlos RiveraNo ratings yet
- Modelo Educativo AIEP 2020Document58 pagesModelo Educativo AIEP 2020E-f-f-yNo ratings yet
- Elementos Básicos e Un Circuito Eléctrico Jesus Rodrigues PinoDocument9 pagesElementos Básicos e Un Circuito Eléctrico Jesus Rodrigues PinoJesus RodriguezNo ratings yet
- Charla 5 Tipos y Niveles de InvestigaciónDocument25 pagesCharla 5 Tipos y Niveles de InvestigaciónCarlosInterianoNo ratings yet
- Factores Generadores Del Cambio Cultural Equipo - 1Document11 pagesFactores Generadores Del Cambio Cultural Equipo - 1pedro100% (1)
- 2 Tarjeta MadreDocument4 pages2 Tarjeta MadreIcela BarralesNo ratings yet
- No Compres ImitacionDocument28 pagesNo Compres ImitacionErick musicNo ratings yet
- Presentación Hospital Italiano Buenos Aires - JCI - 2017Document50 pagesPresentación Hospital Italiano Buenos Aires - JCI - 2017jorgebiolattoNo ratings yet
- 1 SOLICITUD ArturoDocument1 page1 SOLICITUD ArturoJennifer zacnite León CalixNo ratings yet
- Una Conquista Imperfecta - 24 El Secuestro Del Príncipe - Página 2 - Wattpad 2Document1 pageUna Conquista Imperfecta - 24 El Secuestro Del Príncipe - Página 2 - Wattpad 2JULIA PERNAS GONZALEZNo ratings yet
- Conservación de AlimentosDocument23 pagesConservación de AlimentosYanet Medina QuedoNo ratings yet
- NosotrosDocument8 pagesNosotrosDavidNo ratings yet
- Declaración Andina del Valor: Instrucciones de diligenciamientoDocument87 pagesDeclaración Andina del Valor: Instrucciones de diligenciamientoAndrés RMNo ratings yet
- Colesterol TotalDocument2 pagesColesterol TotalDianaAlissonMedinaVicenteNo ratings yet
- Memoria DescriptivaDocument13 pagesMemoria DescriptivaelmerNo ratings yet
- Ejercicios de BonosDocument100 pagesEjercicios de BonosValeria ZavalaNo ratings yet
- Trabajo Escalonado de Gestion de La SeguridadDocument7 pagesTrabajo Escalonado de Gestion de La SeguridadAugusto Vilela100% (2)
- Parte ADocument166 pagesParte APedro PerezNo ratings yet
- Tarea Calidad AmazonDocument3 pagesTarea Calidad AmazonAndres Mora MenendezNo ratings yet
- Informe de Monitoreo de RiesgosDocument2 pagesInforme de Monitoreo de RiesgosClau CamposNo ratings yet
- Tarea 2 InstrumentacionDocument7 pagesTarea 2 InstrumentacionOSCARMANUEL MADERA ZUNIGANo ratings yet
- Estudio de mercado de pintura látex en BoliviaDocument152 pagesEstudio de mercado de pintura látex en Boliviaanon_267740532No ratings yet
- Bases de DatosDocument32 pagesBases de DatosSchumacher PerezNo ratings yet
- Problemas Transporte y AsignacionDocument2 pagesProblemas Transporte y AsignacionTommy Vite Bancayan75% (4)
- 03 ESTUDIO DE IMPACTO AMBIENTAL - ParqueDocument24 pages03 ESTUDIO DE IMPACTO AMBIENTAL - ParqueLorena Junes del PozoNo ratings yet
- ¿Está Nuestro Sistema de Salud Preparado para La Atención Del Paciente Crónico?Document2 pages¿Está Nuestro Sistema de Salud Preparado para La Atención Del Paciente Crónico?Astrid Yubell Yepes RomeroNo ratings yet
- Examen Analisis ContableDocument12 pagesExamen Analisis ContableAlexiNo ratings yet
- Titulacion Individual o ColectivaDocument19 pagesTitulacion Individual o ColectivamarcelogarciamonrroyNo ratings yet
- Iso 26000Document8 pagesIso 26000Jose ChavezNo ratings yet