You might also like
- El Acero de Alta Resistencia de Baja AleaciónDocument3 pagesEl Acero de Alta Resistencia de Baja AleaciónKel-ler HerreraNo ratings yet
- Falla en Un Eje de TransmisionDocument6 pagesFalla en Un Eje de TransmisionFernando Moran50% (2)
- Falla por fatiga en eje de salida de caja reductoraDocument6 pagesFalla por fatiga en eje de salida de caja reductoraalexissalazarNo ratings yet
- Falla de Vastago Por Compresion CiclicaDocument6 pagesFalla de Vastago Por Compresion Ciclicawrsb0303No ratings yet
- Resumen Del Maquinado Realizado en Acero F-522Document5 pagesResumen Del Maquinado Realizado en Acero F-522HENRY ABARCA GORDILLONo ratings yet
- Análisis de Falla de Los Eslabones de La Cadena de La Parrilla Transportadora de PellasDocument6 pagesAnálisis de Falla de Los Eslabones de La Cadena de La Parrilla Transportadora de PellasGlenn CMNo ratings yet
- Análisis de Falla de Un Eje de PiñónDocument20 pagesAnálisis de Falla de Un Eje de PiñónVerónica MartínezNo ratings yet
- Articulo Falla en Cadenas PDFDocument3 pagesArticulo Falla en Cadenas PDFDillan Stwart Quintero ParraNo ratings yet
- Solicitud de InformacionDocument3 pagesSolicitud de InformacionJose D OrozcoNo ratings yet
- 5to InformeDocument13 pages5to InformeJoséChallcoNo ratings yet
- Practica Comportamiento MecanicoDocument2 pagesPractica Comportamiento MecanicoManuelReznorNo ratings yet
- Informe de SolidificacionDocument21 pagesInforme de SolidificacionCesar Gastelo Casal33% (3)
- Presentacion V Analisis de Mordaza de PrensaDocument46 pagesPresentacion V Analisis de Mordaza de PrensaRaphael FeriaNo ratings yet
- INFORME EMBUTIDO Con AnalisisDocument10 pagesINFORME EMBUTIDO Con AnalisisAnderson PinzónNo ratings yet
- Ejercicios Sobre Fundición de MetalesDocument6 pagesEjercicios Sobre Fundición de MetalesStefano Carreño0% (2)
- Ejercicios de ManufacturaDocument6 pagesEjercicios de ManufacturaGerardoVPNo ratings yet
- Diseño M - U3 - Reporte - DVNDocument34 pagesDiseño M - U3 - Reporte - DVNNICOLASNo ratings yet
- Informe Análisis de FallassDocument16 pagesInforme Análisis de FallassCARLOSNo ratings yet
- Análisis de Falla de Un SemiejeDocument16 pagesAnálisis de Falla de Un SemiejeModaEnCalderaNo ratings yet
- Operaciones de ReembuticiónDocument6 pagesOperaciones de ReembuticiónDaniel TibataNo ratings yet
- Análisis de falla de pala de ventilador de tiro forzado en central eléctricaDocument11 pagesAnálisis de falla de pala de ventilador de tiro forzado en central eléctricanerio gerardinoNo ratings yet
- Análisis de Falla de Llanta para Servicio PesadoDocument6 pagesAnálisis de Falla de Llanta para Servicio PesadojlreyesgNo ratings yet
- Casos Reales de Analisis de Fallas PDFDocument29 pagesCasos Reales de Analisis de Fallas PDFAlejandro Ozaeta EidelmanNo ratings yet
- AFA de Biela de MotorDocument5 pagesAFA de Biela de Motorwrsb0303No ratings yet
- Resumen de Embutido - Delgado Collantes EliazarDocument13 pagesResumen de Embutido - Delgado Collantes EliazarEliazar Delgado CollantesNo ratings yet
- Cuestionario 10Document9 pagesCuestionario 10Edson CarvajalNo ratings yet
- ANALISIS 12. Falla de Un Eje de Piñón CónicoDocument6 pagesANALISIS 12. Falla de Un Eje de Piñón CónicoCesar AbarcaNo ratings yet
- Informe de Procesos de Manufactura EmbutidoDocument10 pagesInforme de Procesos de Manufactura EmbutidoSebastian GonzaloNo ratings yet
- Análisis de Falla de Un Eje de Piñón Cónico de Maquinaria AgrícolaDocument7 pagesAnálisis de Falla de Un Eje de Piñón Cónico de Maquinaria AgrícolaPablo German TouriñanNo ratings yet
- P5. Fallas Por Corrosion Por PicaduraDocument5 pagesP5. Fallas Por Corrosion Por PicaduraAnllelo VazquezNo ratings yet
- Embutido en El Proceso MecánicoDocument12 pagesEmbutido en El Proceso MecánicocristhianNo ratings yet
- Análisis de Falla de Un Eje de Piñón Cónico de Maquinaria AgrícolaDocument7 pagesAnálisis de Falla de Un Eje de Piñón Cónico de Maquinaria AgrícolaDonaldo CausilNo ratings yet
- Análisis de Falla en PernoDocument11 pagesAnálisis de Falla en PernofelipeflorestNo ratings yet
- Inspección FuelleDocument10 pagesInspección FuelleRaul2307No ratings yet
- Revenimiento del concreto frescoDocument0 pagesRevenimiento del concreto frescoCarlos Alfredo SandovalNo ratings yet
- Analisis de Fallas de Soldadura de FileteDocument6 pagesAnalisis de Fallas de Soldadura de Fileterplata63809No ratings yet
- M MMP 2 02 056 06Document4 pagesM MMP 2 02 056 06Priscila Agustín HernándezNo ratings yet
- Oreja de Zapata PalaDocument10 pagesOreja de Zapata PalaPineda JesusNo ratings yet
- Reparacion Fibra de CarbonoDocument13 pagesReparacion Fibra de CarbonoBrayan Nilton Grijalva CamposNo ratings yet
- Repaso AGSDocument3 pagesRepaso AGSAna Fernandez VallejoNo ratings yet
- Análisis de Falla de Llanta para Servicio PesadoDocument11 pagesAnálisis de Falla de Llanta para Servicio PesadoTomasKevinVallejosRojo100% (1)
- Informe Proyecto Final v3Document11 pagesInforme Proyecto Final v3Tomás Del BóNo ratings yet
- Mazarota FundicionDocument8 pagesMazarota Fundicionemy312330No ratings yet
- Informe Fundicion CorregidoDocument5 pagesInforme Fundicion CorregidoCesar Augusto Miranda CantilloNo ratings yet
- Problemas MoldeoDocument3 pagesProblemas MoldeoalvarovozmeNo ratings yet
- Corrosion 2Document22 pagesCorrosion 2DarwinNo ratings yet
- DescarburizacionDocument4 pagesDescarburizacionaafquimNo ratings yet
- Ejem 4 ANÁLISIS DE LA FALLA DEL BRAZO DE UNA RETROEXCAVADORADocument8 pagesEjem 4 ANÁLISIS DE LA FALLA DEL BRAZO DE UNA RETROEXCAVADORACesar Quintana100% (1)
- Comportamiento sísmico pórtico albañilería bloques concretoDocument9 pagesComportamiento sísmico pórtico albañilería bloques concretoAUno DesarrolladorNo ratings yet
- Ejemplo de Informe 2Document36 pagesEjemplo de Informe 2Abraham Becerra AranedaNo ratings yet
- Discontinuidades Que Conducen A La FracturaDocument11 pagesDiscontinuidades Que Conducen A La FracturaIsaac AmbrizNo ratings yet
- IIMM 20 279P Análisis de Falla Tubos Intercambaidores de Calor Midrex VFDocument21 pagesIIMM 20 279P Análisis de Falla Tubos Intercambaidores de Calor Midrex VFMilitzaVDiasGNo ratings yet
- AbocardadoDocument6 pagesAbocardadoAlejandro RodriguezNo ratings yet
- INSPECCIÓN Y COSTOS DE FUNDICIÓNDocument7 pagesINSPECCIÓN Y COSTOS DE FUNDICIÓNNatanael Velasco0% (1)
- Forjado ClaseDocument27 pagesForjado ClasemiguelNo ratings yet
- Mecánica de la fractura y análisis de falla en metalesFrom EverandMecánica de la fractura y análisis de falla en metalesRating: 4.5 out of 5 stars4.5/5 (3)
- Diseño de estructuras de concreto armadoFrom EverandDiseño de estructuras de concreto armadoRating: 5 out of 5 stars5/5 (2)
- Preinforme Laboratorio PorpiedadesDocument7 pagesPreinforme Laboratorio PorpiedadesJeison CardenasNo ratings yet
- SLIMEDocument2 pagesSLIMEJeison CardenasNo ratings yet
- Estado Del ArteDocument5 pagesEstado Del ArteJeison CardenasNo ratings yet
- Sma WDocument9 pagesSma WJeison CardenasNo ratings yet
- La Guia MetAs 10 02 Factor de PotenciaDocument7 pagesLa Guia MetAs 10 02 Factor de PotenciaGerardo PonceNo ratings yet
- El Mar y La SerpienteDocument3 pagesEl Mar y La SerpienteJeison Cardenas100% (1)
- WILLIAM SEALY GOSSET Y LA DISTRIBUCIÓN TDocument3 pagesWILLIAM SEALY GOSSET Y LA DISTRIBUCIÓN TJeison CardenasNo ratings yet
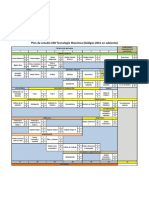
- Plan Estudios 238 Tecnologia MecanicaDocument1 pagePlan Estudios 238 Tecnologia MecanicaJeison CardenasNo ratings yet
- WEG - W22 - Catalogo-EspanolDocument76 pagesWEG - W22 - Catalogo-EspanolAnonymous CMS3dL1T100% (1)
- Guía informes laboratorioDocument3 pagesGuía informes laboratorioAndres Fabian GambaNo ratings yet
- Lámparas EléctricasDocument34 pagesLámparas EléctricasJeison CardenasNo ratings yet
- Cambio Del Filtro de AireDocument1 pageCambio Del Filtro de AireJeison CardenasNo ratings yet
- Formato Cda Revision 6Document1 pageFormato Cda Revision 6Jeison Cardenas100% (1)
- Sensores y ReleDocument17 pagesSensores y ReleJeison CardenasNo ratings yet
- Mantenimiento PreventivoDocument20 pagesMantenimiento PreventivoVicente Alarcon100% (1)
- Formato de Evaluacion y Seguimiento Competencias Organizar Las Actividades de ProduccionDocument4 pagesFormato de Evaluacion y Seguimiento Competencias Organizar Las Actividades de ProduccionJavierAndresCardenasNo ratings yet
- Estructura ElectrónicaDocument11 pagesEstructura ElectrónicaJeison CardenasNo ratings yet
- WGP-CO-HSE-00-PR-010 Montaje y Desmontaje de Andamios Rev 2Document31 pagesWGP-CO-HSE-00-PR-010 Montaje y Desmontaje de Andamios Rev 2Carlos MuNo ratings yet
- Evaluaciones deportivas: composición corporal y métodos de mediciónDocument83 pagesEvaluaciones deportivas: composición corporal y métodos de mediciónAnany MuñozNo ratings yet
- F IES2 - M10 - Arroyo Garcia, F.M. y Jaen, M. - Kant, Pp. 81-157Document37 pagesF IES2 - M10 - Arroyo Garcia, F.M. y Jaen, M. - Kant, Pp. 81-157Dochis ToriaNo ratings yet
- 3° Sem11 Word Planeación Proyectos Darukel 23-24Document12 pages3° Sem11 Word Planeación Proyectos Darukel 23-24barcenasgonzalezdiana325No ratings yet
- Brand Essence Wheel - Estrella DamnDocument12 pagesBrand Essence Wheel - Estrella DamnTinder ConvNo ratings yet
- Textiles InteligentesDocument10 pagesTextiles InteligentesMariel GonzálezNo ratings yet
- Dispositivos de Flujo EstableDocument7 pagesDispositivos de Flujo EstableGLuis_Angel86% (7)
- Ejercicios de Karel 1Document3 pagesEjercicios de Karel 1march ArdilaNo ratings yet
- U4 Practica 4-191M0333 Arranque Por Variador FrecuenciaDocument3 pagesU4 Practica 4-191M0333 Arranque Por Variador FrecuenciaLalo GarzaNo ratings yet
- Caña de AzúcarDocument15 pagesCaña de AzúcarJennyCortezNo ratings yet
- Contrato de Alquiler de CuartoDocument3 pagesContrato de Alquiler de CuartoJulian Flores ChahuaNo ratings yet
- Manual CvenlineaDocument13 pagesManual CvenlineaAndrea Cklass TerraNo ratings yet
- Diagrama de PerfilesDocument6 pagesDiagrama de Perfilesdead20No ratings yet
- 4541Document3 pages4541Jair Alberto Torres OrtizNo ratings yet
- Determinacio Del Aluminio en El SueloDocument8 pagesDeterminacio Del Aluminio en El SueloJose Martin Ulfe FarroNo ratings yet
- PDF Doc E001 358910457752364Document1 pagePDF Doc E001 358910457752364raulriveratNo ratings yet
- Municipios de GuatemalaDocument60 pagesMunicipios de GuatemalapamelaNo ratings yet
- 9 Indicadores Del Nivel de SaludDocument16 pages9 Indicadores Del Nivel de SaludAndrea HernandezNo ratings yet
- Entrega 2 Planificación de AbordajeDocument4 pagesEntrega 2 Planificación de AbordajeSilvana Alejandra SanhuezaNo ratings yet
- Arequipa HistoriaDocument4 pagesArequipa Historiamily125100% (1)
- Inyeccion Directa GasolinaDocument49 pagesInyeccion Directa GasolinaBoris MuñozNo ratings yet
- Porter & Greenstreet - MANUAL DE TECNICAS GRAFICAS PARA ARQUITECTOS Y DISEÑADORES AFDocument130 pagesPorter & Greenstreet - MANUAL DE TECNICAS GRAFICAS PARA ARQUITECTOS Y DISEÑADORES AFAdemir Cossi Ali67% (9)
- Pizarron de TareasDocument6 pagesPizarron de TareasDaniel Acevedo MuñozNo ratings yet
- Imprimir Cronologia-1Document4 pagesImprimir Cronologia-1Ashley PazNo ratings yet
- Lectura Actividad 1Document14 pagesLectura Actividad 1hnonachoNo ratings yet
- Carlos Garrido: Casa Sitjar de Bartomeu Ferrà (1892)Document1 pageCarlos Garrido: Casa Sitjar de Bartomeu Ferrà (1892)fabianwebNo ratings yet
- GAD Municipal San Pedro de Huaca licita repuestos vehículosDocument6 pagesGAD Municipal San Pedro de Huaca licita repuestos vehículosAlexander AnguloNo ratings yet
- Referentes Conceptuales PE 1Document3 pagesReferentes Conceptuales PE 1Ramon Ambrocio ZepedaNo ratings yet
- Prevención de Riesgos en Obra GruesaDocument15 pagesPrevención de Riesgos en Obra GruesaNelson CartesNo ratings yet
- CS 2do Estudiante Ubicacion EspacialDocument8 pagesCS 2do Estudiante Ubicacion EspacialVentas CoquimboNo ratings yet