You might also like
- Nte - Inen 2316.2008Document29 pagesNte - Inen 2316.2008David Villamarin100% (1)
- Construcción de Un Gasoducto Desde Udabol A MonteroDocument8 pagesConstrucción de Un Gasoducto Desde Udabol A MonteroFaustino Albarracin Alarcon100% (1)
- Tuerca Hexagonal ASTM A-194 2H Reforzada PDFDocument1 pageTuerca Hexagonal ASTM A-194 2H Reforzada PDFJESUS HUAMANINo ratings yet
- Norma para La ProduccionDocument19 pagesNorma para La ProduccionREINA LIZETH RIERA GONZALESNo ratings yet
- Memoria DescriptivaDocument24 pagesMemoria Descriptivajose eduardo jNo ratings yet
- Recomendaciones para Diseño de Sistemas de OxigenoDocument1 pageRecomendaciones para Diseño de Sistemas de Oxigenocarlos37No ratings yet
- Procedimiento Lanzamiento de Tuberia CienagasDocument10 pagesProcedimiento Lanzamiento de Tuberia CienagasQAQC RAMALES100% (1)
- Presupuesto Construccion Ducto de Gas en San Luis PotosiDocument14 pagesPresupuesto Construccion Ducto de Gas en San Luis PotosiMauricio Alcantara SNo ratings yet
- Presentación Api 570Document33 pagesPresentación Api 570Soledad Ofelia Seijas Pérez100% (2)
- Ficha Tecnica MFI WIPERDocument7 pagesFicha Tecnica MFI WIPERavillalobosgNo ratings yet
- Ot 3972 Trampas de Envío y Recibo Rev.08Document6 pagesOt 3972 Trampas de Envío y Recibo Rev.08eskra garzonNo ratings yet
- Esp-F-9112 Tanques EsfericosDocument8 pagesEsp-F-9112 Tanques EsfericosRicardo Vázquez100% (1)
- Gq-He01 FDS GD-610Document7 pagesGq-He01 FDS GD-610francysNo ratings yet
- Tabla de Equivalencias PDFDocument6 pagesTabla de Equivalencias PDFJavier Ricardo Romero BohorquezNo ratings yet
- Flyer Tee de Flujo RanuradaDocument4 pagesFlyer Tee de Flujo RanuradaAlfonso LópezNo ratings yet
- Articulo API 579 Aipm-CD Del Carmen-ComimsaDocument16 pagesArticulo API 579 Aipm-CD Del Carmen-ComimsaGaldino González SolanoNo ratings yet
- Instalaciones Costa FueraDocument4 pagesInstalaciones Costa FueraEfrain PonseNo ratings yet
- Juntas Aislantes - FLEXSEAL PDFDocument6 pagesJuntas Aislantes - FLEXSEAL PDFavazcNo ratings yet
- Ficha Scotch Kote PDFDocument2 pagesFicha Scotch Kote PDFCesar TorresNo ratings yet
- Criterio de Diseño y Construcción de GasoductoDocument3 pagesCriterio de Diseño y Construcción de GasoductokathleenNo ratings yet
- NRF 032 PemexDocument4 pagesNRF 032 PemexKatia Sandoval GuillenNo ratings yet
- Normas PEMEX para Equipo de BombeoDocument4 pagesNormas PEMEX para Equipo de BombeoMayrym Rey ConNo ratings yet
- Tubería de Resina Reforzada Con Fibra de Vidrio para La Recolección Y Transporte de Hidrocarburos Líquidos Y Gaseosos Y Fluidos CorrosivosDocument44 pagesTubería de Resina Reforzada Con Fibra de Vidrio para La Recolección Y Transporte de Hidrocarburos Líquidos Y Gaseosos Y Fluidos CorrosivosSissy PA100% (1)
- Bridas Ciegas Tipo 8Document4 pagesBridas Ciegas Tipo 8Carlos Kcho AsportNo ratings yet
- Tuberias: Consultoría, Proyectos, Ingeniería Y Construcciones S.A. de C.VDocument4 pagesTuberias: Consultoría, Proyectos, Ingeniería Y Construcciones S.A. de C.VMauricio Sanchez Vivanco100% (1)
- Examen Practico TmaDocument3 pagesExamen Practico TmaAntonio LaverdeNo ratings yet
- Asme Viii-Cp 2007Document89 pagesAsme Viii-Cp 2007fierro44No ratings yet
- Etp 035Document84 pagesEtp 035Wenceslao Campos CastruitaNo ratings yet
- Mangueras Submarinas EspañolDocument4 pagesMangueras Submarinas EspañolmAVINo ratings yet
- TD52, TDS52Document2 pagesTD52, TDS52Enrique FermínNo ratings yet
- Norma K-101 Rev. 7 TeoriaDocument44 pagesNorma K-101 Rev. 7 TeoriaEdilberto Martinez Lopez100% (1)
- VALVULAS Rompe VacioDocument5 pagesVALVULAS Rompe VacioSung Cuba OjedaNo ratings yet
- ASME B30 5 - 2014 Gruas Moviles (sp1 - Impres) CAP 2 - INSPECCIONDocument6 pagesASME B30 5 - 2014 Gruas Moviles (sp1 - Impres) CAP 2 - INSPECCIONHector Aldair Valle Rivera100% (1)
- Traceado Eléctrico en TuberíasDocument0 pagesTraceado Eléctrico en TuberíasSantolfo100% (1)
- Capítulo 4 Cargas Admisibles en Equipos Rotativos453Document19 pagesCapítulo 4 Cargas Admisibles en Equipos Rotativos453Alfredo Vallenilla100% (2)
- Une en - 1092 1 2008Document126 pagesUne en - 1092 1 2008FernandolangeNo ratings yet
- Productos Químicos para MantenimientoDocument33 pagesProductos Químicos para MantenimientoOziel GarciaNo ratings yet
- Memoria de Cálculo Del Sistema de Seguridad y AlivioDocument4 pagesMemoria de Cálculo Del Sistema de Seguridad y AlivioFlor GiovagnoliNo ratings yet
- Presentacion EcdaDocument100 pagesPresentacion EcdajorharsteNo ratings yet
- PRESENTACION ASME B31 4 Parte 1 PDFDocument128 pagesPRESENTACION ASME B31 4 Parte 1 PDFcalos cari100% (2)
- NRF 028 Pemex 2010 PDFDocument107 pagesNRF 028 Pemex 2010 PDFAlex Bolaños100% (1)
- ASME II Part D 2017Document1 pageASME II Part D 2017Ingenius TeamNo ratings yet
- ST-P-115-A Guias de DiseñoDocument24 pagesST-P-115-A Guias de DiseñoItalo Loyola JaraNo ratings yet
- T A03t1Document6 pagesT A03t1Leonardo Ramirez GuzmanNo ratings yet
- Espesor de TuberiaDocument32 pagesEspesor de TuberiaDenise AGNo ratings yet
- Tablas Comparativas Normas InternacionalesDocument9 pagesTablas Comparativas Normas InternacionalesElkin Alexander Hoyos50% (2)
- MFL Vs UTDocument9 pagesMFL Vs UTHernán DazaNo ratings yet
- Astm g62 EspañolDocument4 pagesAstm g62 Españolcontrerasmejiamarco100% (1)
- Cálculo de Recipientes Presià N Mediante DBF y DBA Segãºn EN13445 - 3 PDFDocument307 pagesCálculo de Recipientes Presià N Mediante DBF y DBA Segãºn EN13445 - 3 PDFAlfredo Merma LNo ratings yet
- 1-Parte 7 Evaluacion de HIC, Ampollado y SOHICDocument46 pages1-Parte 7 Evaluacion de HIC, Ampollado y SOHICfedemochileroNo ratings yet
- Control de Procedimientos en Pinturas Sobre Tanques de Almacenamiento de CombustibleDocument15 pagesControl de Procedimientos en Pinturas Sobre Tanques de Almacenamiento de CombustibleDbe Beraun ENo ratings yet
- Bentley AutopipeDocument3 pagesBentley AutopipeBalderas Rosas Wilibaldo0% (1)
- Levantamiento de Campo TuberiasDocument11 pagesLevantamiento de Campo Tuberiasjaqui1992100% (1)
- ET-126-PEMEX-2019 Anodos de AluminioDocument26 pagesET-126-PEMEX-2019 Anodos de AluminioNgonzalezMagañaNo ratings yet
- Traduccion Norma Astm 123 - 17Document14 pagesTraduccion Norma Astm 123 - 17LuisNo ratings yet
- Normas Astm A615Document3 pagesNormas Astm A615Joe MaldonadoNo ratings yet
- Astm A123-17 EspañolDocument23 pagesAstm A123-17 Españolvargas35No ratings yet
- Astm 53 y 500Document4 pagesAstm 53 y 500Lorhe LiloNo ratings yet
- ASTM A123-17 Standard Specification For Zinc (Hot-Dip Galnorma Traducidavanized) Coatings On Iron and Steel Products..en - EspañolDocument9 pagesASTM A123-17 Standard Specification For Zinc (Hot-Dip Galnorma Traducidavanized) Coatings On Iron and Steel Products..en - EspañolVictor JordanNo ratings yet
- Astm A53Document3 pagesAstm A53Jóss Ang100% (1)
- Izajes May-Dl1 PDFDocument19 pagesIzajes May-Dl1 PDFtristanxpNo ratings yet
- 25 Trucos y Atajos de ExcelDocument12 pages25 Trucos y Atajos de Excelwalter28006No ratings yet
- IMCASEL019 EsDocument66 pagesIMCASEL019 EsCésar A. CernaNo ratings yet
- IMCASEL019 EsDocument66 pagesIMCASEL019 EsCésar A. CernaNo ratings yet
- LECT25Document15 pagesLECT25Rodrigo PachecoNo ratings yet
- ExcelDocument8 pagesExceltristanxpNo ratings yet
- Diccionario de Terminos Pemex RefinacionDocument2 pagesDiccionario de Terminos Pemex RefinaciontristanxpNo ratings yet
- LECT25Document15 pagesLECT25Rodrigo PachecoNo ratings yet
- ExcelDocument8 pagesExceltristanxpNo ratings yet
- Glosario PetroleroDocument76 pagesGlosario PetrolerotristanxpNo ratings yet
- Diccionario para Ingenieros Ingles-Español (A-Z) PDFDocument340 pagesDiccionario para Ingenieros Ingles-Español (A-Z) PDFtristanxpNo ratings yet
- Manual de TanquesDocument241 pagesManual de Tanquestristanxp100% (1)
- Términos Usados en La Industria PetroleraDocument71 pagesTérminos Usados en La Industria PetroleraCarlos LiscanoNo ratings yet
- Diccionario Refinación PemexDocument219 pagesDiccionario Refinación Pemexsalloz100% (8)
- Hoja de Datos Valvula Cameron T 222Document1 pageHoja de Datos Valvula Cameron T 222tristanxp100% (2)
- Ruben Cast A Ñ o BautistaDocument107 pagesRuben Cast A Ñ o BautistaHenry PorcoNo ratings yet
- Ductos e Instalaciones ApapchDocument1 pageDuctos e Instalaciones ApapchtristanxpNo ratings yet
- Curso ISA Presentation Instrumentación BásicaDocument722 pagesCurso ISA Presentation Instrumentación BásicaEduardo Calva98% (61)
- Galvanizado en CalienteDocument24 pagesGalvanizado en CalienteJavier FloresNo ratings yet
- Manual de InstrumentacionDocument222 pagesManual de InstrumentacionAmenhotep Übermensch100% (2)
- La SoldaduraDocument22 pagesLa SoldaduraEGROJDIVADNo ratings yet
- Seguridad ElectricaDocument74 pagesSeguridad Electricatristanxp100% (2)
- Cybermine 4 Page A4 SPANISH EmailDocument4 pagesCybermine 4 Page A4 SPANISH EmailLider Borne AranaNo ratings yet
- Motor Monofasico Con Dos CondensadoresDocument6 pagesMotor Monofasico Con Dos CondensadoresJANIER PABONNo ratings yet
- A01mt4gm 1415Document2 pagesA01mt4gm 1415Victor GarciaNo ratings yet
- Lubricacion Por NieblaDocument42 pagesLubricacion Por NieblaDaniel BustamanteNo ratings yet
- Memoria Descriptiva ProviasDocument24 pagesMemoria Descriptiva Proviasantoniohc12No ratings yet
- 2.5. - Sintesis de Resistencias y Conductividad TermicasDocument6 pages2.5. - Sintesis de Resistencias y Conductividad TermicasDark FuryNo ratings yet
- Te-In11 - Como Hacer Un Cielo Falso Con Focos Embutidos PDFDocument7 pagesTe-In11 - Como Hacer Un Cielo Falso Con Focos Embutidos PDFAlejandroXavierRealpeGalárraga100% (1)
- 16.relacion de Ingenieros Notables y ExpertosDocument82 pages16.relacion de Ingenieros Notables y ExpertosalexrodriguezabcNo ratings yet
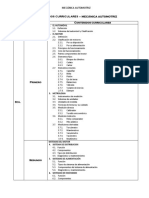
- Contenidos Curriculares Mecanica AutomotrizDocument3 pagesContenidos Curriculares Mecanica Automotrizmarcos100% (1)
- Wa320-6 VSSS002807 1512Document28 pagesWa320-6 VSSS002807 1512Alex TorrejonNo ratings yet
- Motor DieselDocument28 pagesMotor DieselSebastian Andre Ibañez MoralesNo ratings yet
- Frejoles Enlatados 2017 IDocument23 pagesFrejoles Enlatados 2017 IRicardo Josè Carhuavilca Solano0% (1)
- PinTura ExcelDocument23 pagesPinTura ExcelSantidas SantidasNo ratings yet
- Presupuesto de CocheraDocument7 pagesPresupuesto de CocheraḒịàẓ ḒâŋîěḻNo ratings yet
- Aparatos Sanitarios INFORMEDocument22 pagesAparatos Sanitarios INFORMErobertNo ratings yet
- Logistica 6 UnidadDocument7 pagesLogistica 6 UnidadNoel Lopez GomezNo ratings yet
- Diseño en SueciaDocument8 pagesDiseño en SueciaMaFe Delgado C.100% (1)
- Propiedades Mecánicas de Los Materiales Metálicos.: Sebastian - Oquendo1@udea - Edu.coDocument9 pagesPropiedades Mecánicas de Los Materiales Metálicos.: Sebastian - Oquendo1@udea - Edu.coSEBASTIAN O BRIEN GRAJALESNo ratings yet
- Preacondicionamiento Del Macizo RocosoDocument11 pagesPreacondicionamiento Del Macizo RocosoRodrigo Monroy Avila0% (1)
- Tablas Propiedades MecánicasDocument5 pagesTablas Propiedades MecánicasJuly ArmasNo ratings yet
- Elaboracion Y Curado de Probetas Cilindricas de Concreto en ObraDocument5 pagesElaboracion Y Curado de Probetas Cilindricas de Concreto en ObraWilber IrrarazabalNo ratings yet
- WhisperPower Generator SPANDocument11 pagesWhisperPower Generator SPANAnonymous M0OEZEKoGiNo ratings yet
- Arrlego de RangoDocument18 pagesArrlego de RangoPopuso PedorroNo ratings yet
- Escalonado. Reparacion de MuroDocument94 pagesEscalonado. Reparacion de MuroGEAN PIERRE TORRES QUEVEDONo ratings yet
- OperacionesDocument6 pagesOperacionesJosue MirandaNo ratings yet
- Inspección de La Calidad de La Energía EléctricaDocument2 pagesInspección de La Calidad de La Energía EléctricaJuan Carlos NiñoNo ratings yet
- Tema I ESQUEMAS CINEMATICOSDocument15 pagesTema I ESQUEMAS CINEMATICOSLuis GarcíaNo ratings yet
- Fichas Técnicas Ecokit's Super LigeroDocument7 pagesFichas Técnicas Ecokit's Super LigeroRaul Jeronimo HernandezNo ratings yet
- Excavaciones y Llenos EstructuralesDocument59 pagesExcavaciones y Llenos EstructuralesGuido Elard VargasNo ratings yet
- Vinculacion Proyecto Barrial MueyDocument43 pagesVinculacion Proyecto Barrial MueyWilmer Enrique MoreiraNo ratings yet