You might also like
- Production Gas Carburising: The Pergamon Materials Engineering Practice SeriesFrom EverandProduction Gas Carburising: The Pergamon Materials Engineering Practice SeriesNo ratings yet
- RJR PMMTDocument16 pagesRJR PMMTArun PrasadNo ratings yet
- Comparison of Preheat Predictive Methods: N. Yurioka Nippon Steel Corporation, Technical Development Bureau (Japan)Document7 pagesComparison of Preheat Predictive Methods: N. Yurioka Nippon Steel Corporation, Technical Development Bureau (Japan)Erijanio Silva100% (1)
- Weldability of Thermo-Mechanically Rolled Steels Used in Oil and Gas Offshore StructuresDocument8 pagesWeldability of Thermo-Mechanically Rolled Steels Used in Oil and Gas Offshore StructurestheijesNo ratings yet
- E-570 Flujo DispersoDocument7 pagesE-570 Flujo DispersoAriel TerrensNo ratings yet
- Hydro Aluminium - AlSi7Mg0.6Document2 pagesHydro Aluminium - AlSi7Mg0.6Raj PrasanthNo ratings yet
- 11-14%Cr IIW Document - Part 2Document21 pages11-14%Cr IIW Document - Part 2GagrigoreNo ratings yet
- Chemical and Mechanical PropertiesDocument5 pagesChemical and Mechanical PropertiesAristotle MedinaNo ratings yet
- BS en 26704-1991 (1999) Iso 6704-1982Document12 pagesBS en 26704-1991 (1999) Iso 6704-1982GT-LUCAS BARCINo ratings yet
- Aisi 4140 Alloy Steel (Uns g41400)Document4 pagesAisi 4140 Alloy Steel (Uns g41400)Deepak ChaurasiaNo ratings yet
- Joining of Nickel Alloys-ExtractDocument1 pageJoining of Nickel Alloys-ExtractrmjiranNo ratings yet
- Production Test CouponDocument4 pagesProduction Test CouponAbhijeet SahuNo ratings yet
- CD4 PDFDocument1 pageCD4 PDFMayrym Rey ConNo ratings yet
- Old and New DINDocument6 pagesOld and New DINDianaNo ratings yet
- The Indications Are Basically Founded On Our Actual Know-How. This Technical Data Sheet Is Without Commitment and Not ContractedDocument1 pageThe Indications Are Basically Founded On Our Actual Know-How. This Technical Data Sheet Is Without Commitment and Not Contractedlijojose1No ratings yet
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987From EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNo ratings yet
- Alloy Steels 8620: Chemistry DataDocument6 pagesAlloy Steels 8620: Chemistry DataVijay PalNo ratings yet
- Great Minds of Carbon Equivalent - 1 PDFDocument3 pagesGreat Minds of Carbon Equivalent - 1 PDFSiva SubramaniNo ratings yet
- EN 12070 EN 12070 EN 12070 EN 12070: Exam Exam Exam Example Ple Ple Ple:::: TG 215 TG 215 TG 215 TG 215Document2 pagesEN 12070 EN 12070 EN 12070 EN 12070: Exam Exam Exam Example Ple Ple Ple:::: TG 215 TG 215 TG 215 TG 215spaljeniNo ratings yet
- SAW Flux StorageDocument2 pagesSAW Flux StorageTrung Tinh HoNo ratings yet
- Nfa 49 310 Grade Tu 52 B Tubes PDFDocument1 pageNfa 49 310 Grade Tu 52 B Tubes PDFMitul MehtaNo ratings yet
- Review of Type IV Cracking of Weldments in 9Document64 pagesReview of Type IV Cracking of Weldments in 9Krishnan SanthanarajNo ratings yet
- Ceq, PCM and PreheatDocument4 pagesCeq, PCM and PreheatchandakweNo ratings yet
- AISI 410: Stainless Steel, Martensitic, AISI 410S, Wrought, AnnealedDocument4 pagesAISI 410: Stainless Steel, Martensitic, AISI 410S, Wrought, AnnealedLinus LooNo ratings yet
- Temper Embrittlement - J and X FactorDocument2 pagesTemper Embrittlement - J and X Factorgovimano100% (2)
- QU AL ITY: Material Data SheetDocument5 pagesQU AL ITY: Material Data SheetAlex007No ratings yet
- S235jr Carbon SteelDocument2 pagesS235jr Carbon Steelcheligp1981No ratings yet
- Common Datasheets Ampco Gas Metal-Arc WeldingDocument2 pagesCommon Datasheets Ampco Gas Metal-Arc WeldingMaulana Mufti MuhammadNo ratings yet
- Din Flange Din 2627: (Dimensions in MM.)Document12 pagesDin Flange Din 2627: (Dimensions in MM.)Wisüttisäk PeäröönNo ratings yet
- Steel Specification-Kalyani ForgeDocument8 pagesSteel Specification-Kalyani ForgedramiltNo ratings yet
- British o Ring Sizes Bs4518Document1 pageBritish o Ring Sizes Bs4518pmarteeneNo ratings yet
- Iso 15552 2004 en PDFDocument8 pagesIso 15552 2004 en PDFashokkumarNo ratings yet
- Phase Transformation in Metals: Dr. Aneela WakeelDocument29 pagesPhase Transformation in Metals: Dr. Aneela WakeelmazharNo ratings yet
- HIGH CARBON 35Cr-45Ni-1Nb: Alloy TypeDocument2 pagesHIGH CARBON 35Cr-45Ni-1Nb: Alloy TypeSaravanan Pitchandi100% (1)
- Duplex Stainless Steel 329 or 1.4460 PDFDocument2 pagesDuplex Stainless Steel 329 or 1.4460 PDFtien100% (1)
- SWRCH18ADocument2 pagesSWRCH18AHari SuthanNo ratings yet
- Thread Data ChartsDocument4 pagesThread Data Chartsrasinv100% (1)
- Special Metals - Product CatalogDocument65 pagesSpecial Metals - Product Catalogilham_metallurgy6744No ratings yet
- Metric Heavy Hex Nut DimensionsDocument3 pagesMetric Heavy Hex Nut DimensionsSenthillkumar BalasubramaniamNo ratings yet
- WWW Wollastonalloys Com Materials 2Document8 pagesWWW Wollastonalloys Com Materials 2Mark RomeroNo ratings yet
- LCM ValvesDocument40 pagesLCM ValvesAlexa Harper100% (1)
- Material Datea 2.4602Document3 pagesMaterial Datea 2.4602Charwin XiaoNo ratings yet
- 1.4470 DinDocument1 page1.4470 Dinrush_oceanNo ratings yet
- ST 35.8 (Germany / DIN) : Material PropertiesDocument3 pagesST 35.8 (Germany / DIN) : Material Propertiesmohammad zareiNo ratings yet
- X65Cr13 C 0.58 - 0.70 CR 12.50 - 14.50 S Max. 0.015Document2 pagesX65Cr13 C 0.58 - 0.70 CR 12.50 - 14.50 S Max. 0.015Jim SmithNo ratings yet
- Aa10208 FINAL - 1Document139 pagesAa10208 FINAL - 1Surendra MalasaneNo ratings yet
- Flange Design & Bot Tightening0012Document14 pagesFlange Design & Bot Tightening0012Gulzar AliNo ratings yet
- 2.25CR Mo VDocument9 pages2.25CR Mo VSangameswaran RamarajNo ratings yet
- Asme Ix Int Vol26Document17 pagesAsme Ix Int Vol26Julio CastilhosNo ratings yet
- ISO 15510 - Part 1Document5 pagesISO 15510 - Part 1Zdenko MahacekNo ratings yet
- Din 17100Document4 pagesDin 17100Sheby SandyNo ratings yet
- Schallater Gaas80 Gaa100 DownloadDocument4 pagesSchallater Gaas80 Gaa100 DownloadRakesh SrivastavaNo ratings yet
- Corrosion Science: Yiming Jiang, Hua Tan, Zhiyu Wang, Jufeng Hong, Laizhu Jiang, Jin LiDocument8 pagesCorrosion Science: Yiming Jiang, Hua Tan, Zhiyu Wang, Jufeng Hong, Laizhu Jiang, Jin Lipepe martinez100% (1)
- Din 3357-4-1981Document5 pagesDin 3357-4-1981олегNo ratings yet
- Heat Treatment: Prepared by Approved byDocument20 pagesHeat Treatment: Prepared by Approved byBhanu Pratap ChoudhuryNo ratings yet
- CK 45 (Germany / DIN) : Material PropertiesDocument5 pagesCK 45 (Germany / DIN) : Material PropertiesmiladrahimianNo ratings yet
- Brass MachiningDocument68 pagesBrass MachiningVaibhav ShuklaNo ratings yet
- 1022 Carbon Steel Bar PDFDocument3 pages1022 Carbon Steel Bar PDFjeyakumarNo ratings yet
- Interlloy Grade 8620 Case Hardening SteelDocument3 pagesInterlloy Grade 8620 Case Hardening Steelajitchavan2150No ratings yet
- Durehete 1055Document5 pagesDurehete 1055alextentwenty100% (1)
- Alloy: C97300: Typical UsesDocument2 pagesAlloy: C97300: Typical UsesalextentwentyNo ratings yet
- Pub 122 Hicon Coppers For Electrical EngineeringDocument80 pagesPub 122 Hicon Coppers For Electrical Engineeringpeloquin1349391100% (1)
- Durehete 1055Document5 pagesDurehete 1055alextentwenty100% (1)
- ST52 3Document1 pageST52 3henrychtNo ratings yet
- Durehete 1055Document5 pagesDurehete 1055alextentwenty100% (1)
- Swasap SpecificationsDocument4 pagesSwasap SpecificationsalextentwentyNo ratings yet
- Gospel - PastafarianDocument2 pagesGospel - PastafarianalextentwentyNo ratings yet
- Pub 122 Hicon Coppers For Electrical EngineeringDocument80 pagesPub 122 Hicon Coppers For Electrical Engineeringpeloquin1349391100% (1)
- User Guide: What You Can Do With This MachineDocument268 pagesUser Guide: What You Can Do With This MachinealextentwentyNo ratings yet
- Exec Evaluation of The Pressure Equipment Directive enDocument10 pagesExec Evaluation of The Pressure Equipment Directive ensaminasritnNo ratings yet
- Ped Guidelines enDocument261 pagesPed Guidelines enfklicekNo ratings yet
- A Guide To The EU Pressure Equipment Directive: NIST GCR 04-870Document93 pagesA Guide To The EU Pressure Equipment Directive: NIST GCR 04-870beeee19No ratings yet
- ASME Section 1 and Pressure Equipment DirectiveDocument5 pagesASME Section 1 and Pressure Equipment DirectivealextentwentyNo ratings yet
- Ultrasonic Velocity Measurements Used To Assess The Quality of Iron Castings PDFDocument13 pagesUltrasonic Velocity Measurements Used To Assess The Quality of Iron Castings PDFalextentwentyNo ratings yet
- 2 - Pipe Schedule & Inner Dia DimensionsDocument1 page2 - Pipe Schedule & Inner Dia DimensionsHazairin As-Shiddiq RahmanNo ratings yet
- Ultrasonic Inspection Velocity TableDocument2 pagesUltrasonic Inspection Velocity TableCesar Tochukwu NwokoNo ratings yet
- Calculations For y FactorDocument1 pageCalculations For y FactoralextentwentyNo ratings yet
- Asme b16.36Document0 pagesAsme b16.36IPINo ratings yet
- Pub 122 Hicon Coppers For Electrical EngineeringDocument80 pagesPub 122 Hicon Coppers For Electrical Engineeringpeloquin1349391100% (1)
- Monel 400 Data SheetDocument1 pageMonel 400 Data SheetalextentwentyNo ratings yet
- B18-1-3M R2001 E1983Document44 pagesB18-1-3M R2001 E1983alextentwentyNo ratings yet
- Pub 122 Hicon Coppers For Electrical EngineeringDocument80 pagesPub 122 Hicon Coppers For Electrical Engineeringpeloquin1349391100% (1)
- SN490 B PDFDocument8 pagesSN490 B PDFalextentwentyNo ratings yet
- HASTELLOY® C-22® Alloy PDFDocument23 pagesHASTELLOY® C-22® Alloy PDFalextentwentyNo ratings yet
- Pub 122 Hicon Coppers For Electrical EngineeringDocument80 pagesPub 122 Hicon Coppers For Electrical Engineeringpeloquin1349391100% (1)
- Copper Brass Bronze CW721R High Tensile Brass Manganese Bronze - CZ114Document2 pagesCopper Brass Bronze CW721R High Tensile Brass Manganese Bronze - CZ114alextentwentyNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- ST52 3Document1 pageST52 3henrychtNo ratings yet
- Revision Chapter 1, 2020 - WatermarkDocument14 pagesRevision Chapter 1, 2020 - Watermarkrabab elkomyNo ratings yet
- ТУ 14-3Р-55-2001en - markDocument86 pagesТУ 14-3Р-55-2001en - markSue EpicNo ratings yet
- Adaico 2021 SFPDocument359 pagesAdaico 2021 SFPAntónioJoséOliveiraNo ratings yet
- TDS 007 Hot Dip GalvanizingDocument4 pagesTDS 007 Hot Dip GalvanizingnicekhanNo ratings yet
- Tungsten Electrodes PDFDocument1 pageTungsten Electrodes PDFtyeuqmaiNo ratings yet
- Lesson 6 HeatTreatmentDocument7 pagesLesson 6 HeatTreatmentupenderNo ratings yet
- Spodumene Pegmatites PDFDocument53 pagesSpodumene Pegmatites PDFcrazybearNo ratings yet
- Welding of Duplex Stainless SteelDocument48 pagesWelding of Duplex Stainless SteelГригорий МатвеевNo ratings yet
- Is 1875 1992Document7 pagesIs 1875 1992mukherjeeatanu100% (1)
- MDS Report Substances of Assemblies and Materials: 1. Company and Product NameDocument6 pagesMDS Report Substances of Assemblies and Materials: 1. Company and Product NamebingoNo ratings yet
- Etymology and Pronunciation: Metallurgy Is A Domain ofDocument6 pagesEtymology and Pronunciation: Metallurgy Is A Domain ofMonika KshetriNo ratings yet
- SR TestDocument10 pagesSR TestkuladeepkatragaddaNo ratings yet
- Bulk Flotation of Complex Copper Ore From Siocon, Zamboanga SibugayDocument70 pagesBulk Flotation of Complex Copper Ore From Siocon, Zamboanga SibugayAileen Insalada100% (2)
- A Fabrication Report On AMMCDocument58 pagesA Fabrication Report On AMMCSai RamNo ratings yet
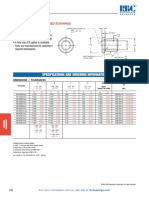
- Flanged Bushings: Specifications and Ordering InformationDocument1 pageFlanged Bushings: Specifications and Ordering Informationrodryguo74No ratings yet
- Rocks and Minerals Practice s2c PDFDocument13 pagesRocks and Minerals Practice s2c PDFlastofspadesNo ratings yet
- IMOA-Imgrund Molybdenum and Stainless SteelDocument40 pagesIMOA-Imgrund Molybdenum and Stainless SteelYohanes KurniawanNo ratings yet
- CaseHard AISI8620Document2 pagesCaseHard AISI8620Anonymous B3I6zYNhqdNo ratings yet
- Aluminium Alloy Redraw Rods - For Electrical Purposes - SpecificationDocument6 pagesAluminium Alloy Redraw Rods - For Electrical Purposes - Specificationvenkat8eNo ratings yet
- Drawing of MetalsDocument10 pagesDrawing of MetalsWazing WaNo ratings yet
- CorrosionDocument29 pagesCorrosionHarshaNo ratings yet
- Graphitization of Steels in Elevated-Temperature Service: Introduction and BackgroundDocument2 pagesGraphitization of Steels in Elevated-Temperature Service: Introduction and BackgroundMuhammad Noman ButtNo ratings yet
- Surfacote Surfasit: Beautiful SurfacesDocument8 pagesSurfacote Surfasit: Beautiful SurfacesChoice OrganoNo ratings yet
- Project NEMO Investor Presentation Jan 23Document40 pagesProject NEMO Investor Presentation Jan 23milagrosNo ratings yet
- List of Speakers Singapore2019Document2 pagesList of Speakers Singapore2019Leela WatiNo ratings yet
- Mineral Stability DiagramsDocument107 pagesMineral Stability DiagramsOdebunmi PaulNo ratings yet
- NC-559-ASM, No-Clean Solder Paste: Product Data SheetDocument2 pagesNC-559-ASM, No-Clean Solder Paste: Product Data SheetAkhmad MukhsinNo ratings yet
- Deposition of Inconel 625 On AISI 4130 Steel Using Shielded Metal Arc WeldingDocument8 pagesDeposition of Inconel 625 On AISI 4130 Steel Using Shielded Metal Arc WeldingÉlida AlvesNo ratings yet
- 02 Solid Carbide End Mill Metric 2018 PDFDocument210 pages02 Solid Carbide End Mill Metric 2018 PDFKHAN NASRULLAHNo ratings yet
- Mechanical Workshop PracticeDocument19 pagesMechanical Workshop PracticeAnonymous SLKWYHBo50% (2)