You might also like
- Corrosion and Elevated Temperature AffectDocument14 pagesCorrosion and Elevated Temperature Affectcinithaserc appuNo ratings yet
- C0608052634 PDFDocument9 pagesC0608052634 PDFKavin PrakashNo ratings yet
- Volchok 22Document4 pagesVolchok 22amitkkambleNo ratings yet
- Weldability of Cast Iron With Three Electrodes of High Nickel Weldability of Cast Iron With Three Electrodes of High NickelDocument7 pagesWeldability of Cast Iron With Three Electrodes of High Nickel Weldability of Cast Iron With Three Electrodes of High NickelTahsinul Haque TasifNo ratings yet
- Studies On The Mechanical Properties of C45 SteelDocument18 pagesStudies On The Mechanical Properties of C45 SteelThái PhươngNo ratings yet
- 47 4 KozuhDocument10 pages47 4 KozuhRobert NatasorpNo ratings yet
- Microstructure and Toughness of Friction Stir Weld of 12 MM Thick Structural SteelDocument1 pageMicrostructure and Toughness of Friction Stir Weld of 12 MM Thick Structural SteelSanaa Numan MohammedNo ratings yet
- Ductility Troughs in Microalloyed SteelDocument12 pagesDuctility Troughs in Microalloyed SteelAtanu MukherjeeNo ratings yet
- Task Ii Technology & Weld Metallurgy: Welding of Ferritic Stainless SteelDocument8 pagesTask Ii Technology & Weld Metallurgy: Welding of Ferritic Stainless SteelMuhammad Irman Budi PermanaNo ratings yet
- Behaviour of Structural Carbon Steel at High Temperatures PDFDocument10 pagesBehaviour of Structural Carbon Steel at High Temperatures PDFAlex GigenaNo ratings yet
- Effect of Alloying Elements On Thermal Wear 2006 Journal of Iron and Steel RDocument7 pagesEffect of Alloying Elements On Thermal Wear 2006 Journal of Iron and Steel RJesus ZilchNo ratings yet
- Efendi AIP ISMM2017 PDFDocument7 pagesEfendi AIP ISMM2017 PDFyumna salmaNo ratings yet
- 10 1016@j Msea 2006 10 161Document9 pages10 1016@j Msea 2006 10 161Reyna RoblesNo ratings yet
- Continuous and Cyclic Oxidation of T91 Ferritic Steel Under SteamDocument20 pagesContinuous and Cyclic Oxidation of T91 Ferritic Steel Under Steamrampw14581No ratings yet
- Modelling The Behaviour of Oxide Scale in Hot Rolling: ReviewDocument15 pagesModelling The Behaviour of Oxide Scale in Hot Rolling: ReviewsosoNo ratings yet
- The Influence of Heat Treatment and Resulting MicrDocument11 pagesThe Influence of Heat Treatment and Resulting MicrAB UkaniNo ratings yet
- Matecconf Rimes2017 02008Document10 pagesMatecconf Rimes2017 02008P I GuddimathNo ratings yet
- The Effect of Heat Treatment On Mechanical Properties and Corrosion Behavior of AISI420 Martensitic Stainless SteelDocument6 pagesThe Effect of Heat Treatment On Mechanical Properties and Corrosion Behavior of AISI420 Martensitic Stainless Steelanon_506964735No ratings yet
- Effect of Heat TreatmentDocument5 pagesEffect of Heat TreatmentsupNo ratings yet
- Effects of Austenitizing and Forging On Mechanical Properties of MIL A-12560/AISI 4340 SteelDocument6 pagesEffects of Austenitizing and Forging On Mechanical Properties of MIL A-12560/AISI 4340 SteelsatrioherbirowoNo ratings yet
- Characteristics of Oxide Scale Formed On Ferritic Stainless SteelDocument42 pagesCharacteristics of Oxide Scale Formed On Ferritic Stainless SteelSomnath PraharajNo ratings yet
- NDT Characterization of Decarburization of Steel After Long-Time AnnealingDocument9 pagesNDT Characterization of Decarburization of Steel After Long-Time AnnealingSHUBHNo ratings yet
- Effects of Inclusions On Microstructure and Properties of Heat-Affected-Zone For HSLA SPFH 590Document4 pagesEffects of Inclusions On Microstructure and Properties of Heat-Affected-Zone For HSLA SPFH 590IJRASETPublicationsNo ratings yet
- Creep and Creep Damage Assessment in P91 Weld JointsDocument12 pagesCreep and Creep Damage Assessment in P91 Weld JointsDeepakNo ratings yet
- Lab 7 Fracture Ductile To Brittle TransitionDocument4 pagesLab 7 Fracture Ductile To Brittle TransitionTommy MilesNo ratings yet
- Semi-Hot Stamping As An Improved Process of Hot StampingDocument8 pagesSemi-Hot Stamping As An Improved Process of Hot StampingAndress SsalomonnNo ratings yet
- Enhancement of Mechanical Properties of Low Carbon Dual Phase Steel Via Natural AgingDocument19 pagesEnhancement of Mechanical Properties of Low Carbon Dual Phase Steel Via Natural AgingMoin ANo ratings yet
- Newly Designed High-Strength ToolDocument15 pagesNewly Designed High-Strength ToolMd Ibrahim KhalilNo ratings yet
- Effect of 0.5Wt% CR Addition On The Mechanical Properties and Microstructure of Heat Treated Plain Carbon Low Alloy SteelDocument5 pagesEffect of 0.5Wt% CR Addition On The Mechanical Properties and Microstructure of Heat Treated Plain Carbon Low Alloy SteelhburitiNo ratings yet
- 3ftfbsdi "Sujdmf &ċfdu PG "Vtufnqfsjoh Boe .Bsufnqfsjoh Po Uif 1spqfsujft PG " 4 4UFFMDocument6 pages3ftfbsdi "Sujdmf &ċfdu PG "Vtufnqfsjoh Boe .Bsufnqfsjoh Po Uif 1spqfsujft PG " 4 4UFFMAntonio Alonso Diaz ArriagaNo ratings yet
- Materials and Examples of Preparing Damascus Type Blade SteelDocument8 pagesMaterials and Examples of Preparing Damascus Type Blade SteelrobertNo ratings yet
- Microstructural Effects On Fatigue Crack Growth Behavior of A Microalloyed SteelDocument11 pagesMicrostructural Effects On Fatigue Crack Growth Behavior of A Microalloyed SteelcqgaNo ratings yet
- Mechanical Characterization of Deformed and Heat Treated Copper-Eutectoid Steel Powder Reinforced CompositesDocument14 pagesMechanical Characterization of Deformed and Heat Treated Copper-Eutectoid Steel Powder Reinforced CompositesTJPRC PublicationsNo ratings yet
- Mechanical Properties of Quench-Hardened, Martem-Pered and Tempered Astm A 128 Grade B-4 SteelDocument11 pagesMechanical Properties of Quench-Hardened, Martem-Pered and Tempered Astm A 128 Grade B-4 SteelIsaias Daniel Luis SifuentesNo ratings yet
- Influence of Electroless Ni-P Deposits On The Corrosion-Fatigue Properties of An AISI 1045 SteelDocument6 pagesInfluence of Electroless Ni-P Deposits On The Corrosion-Fatigue Properties of An AISI 1045 Steelbrian sanmbranoNo ratings yet
- I Hardnenability of Steel Having Fine Grains Is Better That ofDocument14 pagesI Hardnenability of Steel Having Fine Grains Is Better That of035K Ayush ChoudharyNo ratings yet
- 1 s2.0 S2214785318307089 MainDocument5 pages1 s2.0 S2214785318307089 MainMehtap KuzuNo ratings yet
- A Pragmatical Physics-Based Model For Predicting Ladle LifetimeDocument17 pagesA Pragmatical Physics-Based Model For Predicting Ladle Lifetimecarlylomax333No ratings yet
- Mechanical and Wear PropertiesDocument5 pagesMechanical and Wear PropertiesSyehifful FadlinNo ratings yet
- Effect of Heat Treatment On Microstructures and Mechanical Prop of Spring SteelDocument7 pagesEffect of Heat Treatment On Microstructures and Mechanical Prop of Spring SteelMahmood KhanNo ratings yet
- Austentite Steel Thermal StabilizationDocument17 pagesAustentite Steel Thermal StabilizationArangamar KumaranNo ratings yet
- Aop 299314 PDFDocument8 pagesAop 299314 PDFAkil PrabhuNo ratings yet
- Tekken en Acero Weldonx 1300Document8 pagesTekken en Acero Weldonx 1300nestor leonardonNo ratings yet
- Paper CouplerDocument18 pagesPaper Couplerjongchai jaitrongNo ratings yet
- Baking Effect On Desorption of Diffusible HydrogenDocument14 pagesBaking Effect On Desorption of Diffusible Hydrogenkhalid muhammadNo ratings yet
- Isothermal AnnealingDocument10 pagesIsothermal Annealingamh.fpdNo ratings yet
- (18657109 - Zeitschrift Für Naturforschung A) Specimen Geometry Effect On The Mechanical Properties of AISI 1040 SteelDocument5 pages(18657109 - Zeitschrift Für Naturforschung A) Specimen Geometry Effect On The Mechanical Properties of AISI 1040 SteelR JNo ratings yet
- Effect of Carburizing Time and Wear PropDocument6 pagesEffect of Carburizing Time and Wear PropSinan YıldızNo ratings yet
- The Influence of HH Type Steel Microstructure On The Distortion Behavior of Grate Bar Part in The Indurating Machine of Pelletizing PlantDocument6 pagesThe Influence of HH Type Steel Microstructure On The Distortion Behavior of Grate Bar Part in The Indurating Machine of Pelletizing PlantkiddNo ratings yet
- Research Article: Effect of Austempering and Martempering On The Properties of AISI 52100 SteelDocument7 pagesResearch Article: Effect of Austempering and Martempering On The Properties of AISI 52100 SteelVIDALNo ratings yet
- Solidification of High Speed SteelsDocument4 pagesSolidification of High Speed SteelsAleš NagodeNo ratings yet
- Laser Welding of Grey Cast Iron With Spheroidal GRDocument14 pagesLaser Welding of Grey Cast Iron With Spheroidal GRYasser SobhyNo ratings yet
- 66 236 1 PBDocument15 pages66 236 1 PBPutri Dewi NoviantiNo ratings yet
- Swes v08 I1 PP 3 6Document4 pagesSwes v08 I1 PP 3 6ashav patelNo ratings yet
- Corrosion Behavior of Plain Carbon Steels Under Different Heat Treatment Conditions in Freely Aerated 3.5% NaCl SolutionDocument62 pagesCorrosion Behavior of Plain Carbon Steels Under Different Heat Treatment Conditions in Freely Aerated 3.5% NaCl SolutionDra. Nelly Abigail Rodríguez RosalesNo ratings yet
- Microstructure, Mechanical Properties and Wear Behavior of Metallic, Nonmetallic and Deep Cryogenically Chilled ASTM A216 WCB SteelDocument8 pagesMicrostructure, Mechanical Properties and Wear Behavior of Metallic, Nonmetallic and Deep Cryogenically Chilled ASTM A216 WCB SteelVeluswamy VeerappanNo ratings yet
- Demarque 2018Document9 pagesDemarque 2018Jose G. Cueva CardeñaNo ratings yet
- Metals 11 01121Document18 pagesMetals 11 01121Izod GetterNo ratings yet
- Materials: Microstructure and Charpy Impact Toughness of A 2.25Cr-1Mo-0.25V Steel Weld MetalDocument18 pagesMaterials: Microstructure and Charpy Impact Toughness of A 2.25Cr-1Mo-0.25V Steel Weld MetalRami GhorbelNo ratings yet
- Effect of Attack Angle On Flow Characteristic of CDocument21 pagesEffect of Attack Angle On Flow Characteristic of CNavamaniSpNo ratings yet
- Bando AR - DR 196 - 260220 - INGLESEDocument8 pagesBando AR - DR 196 - 260220 - INGLESENavamaniSpNo ratings yet
- Cost Analysis in Injection Moulded Plastic Parts DesigningDocument9 pagesCost Analysis in Injection Moulded Plastic Parts DesigningNavamaniSpNo ratings yet
- Maunuscript Ventilator Jiayuu Clean RevisedDocument15 pagesMaunuscript Ventilator Jiayuu Clean RevisedNavamaniSpNo ratings yet
- Designing Plastic Products Injection MouldingDocument123 pagesDesigning Plastic Products Injection MouldingSandeep PatilNo ratings yet
- Implementation of Provider-Based Electronic MedicaDocument9 pagesImplementation of Provider-Based Electronic MedicaNavamaniSpNo ratings yet
- Numerical Investigation On Aerodynamic PerformanceDocument7 pagesNumerical Investigation On Aerodynamic PerformanceNavamaniSpNo ratings yet
- Aerodynamics For EngineersDocument330 pagesAerodynamics For EngineersWilliam RodzewichNo ratings yet
- Fatigue Life Analysis of Spur Gears With Precise Tooth Profile SurfacesDocument6 pagesFatigue Life Analysis of Spur Gears With Precise Tooth Profile SurfacesNavamaniSpNo ratings yet
- Sintd323950 PDFDocument23 pagesSintd323950 PDFNavamaniSpNo ratings yet
- Metals 05 01440Document14 pagesMetals 05 01440Bolboacă AndreiNo ratings yet
- A Joining Method of Shaft and Holed Part Using Plastic DeformationDocument6 pagesA Joining Method of Shaft and Holed Part Using Plastic DeformationNavamaniSpNo ratings yet
- Engineering Working Drawing BasicsDocument22 pagesEngineering Working Drawing BasicssathishjeyNo ratings yet
- 10926303Document32 pages10926303NavamaniSpNo ratings yet
- Formulas For Gear Calculation - External GearsDocument10 pagesFormulas For Gear Calculation - External GearsJag WaramNo ratings yet
- Mellor. AC & DC Motors & Geared Motors. The Motor Gear People. T - +44 (0) 1254 53854 WWW - Mellorelectrics.co - Uk PDFDocument20 pagesMellor. AC & DC Motors & Geared Motors. The Motor Gear People. T - +44 (0) 1254 53854 WWW - Mellorelectrics.co - Uk PDFNavamaniSpNo ratings yet
- Din 3961 PDFDocument12 pagesDin 3961 PDFNavamaniSpNo ratings yet
- Abaqus SE 2018 InstallationGuideDocument14 pagesAbaqus SE 2018 InstallationGuideAnonymous I8nZsDqlmhNo ratings yet
- ME0403 Ch2 Gear MeasurementDocument42 pagesME0403 Ch2 Gear MeasurementMANOJ M100% (1)
- Formulas For Gear Calculation - External GearsDocument10 pagesFormulas For Gear Calculation - External GearsJag WaramNo ratings yet
- 07 - SG Series Geared MotorDocument1 page07 - SG Series Geared MotorNavamaniSpNo ratings yet
- Mellor. AC & DC Motors & Geared Motors. The Motor Gear People. T - +44 (0) 1254 53854 WWW - Mellorelectrics.co - Uk PDFDocument20 pagesMellor. AC & DC Motors & Geared Motors. The Motor Gear People. T - +44 (0) 1254 53854 WWW - Mellorelectrics.co - Uk PDFNavamaniSpNo ratings yet
- Mellor. AC & DC Motors & Geared Motors. The Motor Gear People. T - +44 (0) 1254 53854 WWW - Mellorelectrics.co - Uk PDFDocument20 pagesMellor. AC & DC Motors & Geared Motors. The Motor Gear People. T - +44 (0) 1254 53854 WWW - Mellorelectrics.co - Uk PDFNavamaniSpNo ratings yet
- 07 - SG Series Geared MotorDocument1 page07 - SG Series Geared MotorNavamaniSpNo ratings yet
- Optimization of Gearbox EfficiencyDocument19 pagesOptimization of Gearbox EfficiencyniloblueNo ratings yet
- 07 - SG Series Geared MotorDocument1 page07 - SG Series Geared MotorNavamaniSpNo ratings yet
- 07 - SG Series Geared MotorDocument1 page07 - SG Series Geared MotorNavamaniSpNo ratings yet
- 07 - SG Series Geared MotorDocument1 page07 - SG Series Geared MotorNavamaniSpNo ratings yet
- Engineering Working Drawing BasicsDocument22 pagesEngineering Working Drawing BasicssathishjeyNo ratings yet
- Engineering Working Drawing BasicsDocument22 pagesEngineering Working Drawing BasicssathishjeyNo ratings yet
- High Tensile Steel 4140Document2 pagesHigh Tensile Steel 4140Lazzarus Az GunawanNo ratings yet
- Carbon Alloy Steel Stainless SteelDocument4 pagesCarbon Alloy Steel Stainless Steelaswar_mhNo ratings yet
- Structure and Properties of MG SiDocument10 pagesStructure and Properties of MG SiLiya Elizabeth JacobNo ratings yet
- MT: Metallurgical Engineering: Linear AlgebraDocument2 pagesMT: Metallurgical Engineering: Linear AlgebraprasadNo ratings yet
- Aavishkar Group: Solution Provider To Fabrication IndustryDocument15 pagesAavishkar Group: Solution Provider To Fabrication IndustrySnSB2B100% (1)
- IIW IWE SyllabusDocument27 pagesIIW IWE SyllabusAnonymous hNpF6INo ratings yet
- Pre - Painted Color Steel Sheet (PCM) & (VCM)Document4 pagesPre - Painted Color Steel Sheet (PCM) & (VCM)Shahariar Sabbir0% (1)
- Howrah (Wire Drawing and Galvanising) Cluster: S.No. Name of Unit Address Contact Person Contact NoDocument2 pagesHowrah (Wire Drawing and Galvanising) Cluster: S.No. Name of Unit Address Contact Person Contact NoVishal Kumar ShawNo ratings yet
- SchlageDocument11 pagesSchlageapi-262447022No ratings yet
- TTT DiagramDocument66 pagesTTT DiagramHafidz KomarulNo ratings yet
- Boliden ODDA - WP Priorities - ZincDocument6 pagesBoliden ODDA - WP Priorities - ZincabrahanNo ratings yet
- Periodic Table of The ElementsDocument4 pagesPeriodic Table of The Elementsalpatil2No ratings yet
- CH 31Document11 pagesCH 31juanNo ratings yet
- Fitting Workshop ReportDocument17 pagesFitting Workshop ReportAkshay kumarNo ratings yet
- WSS-M21P36 10-09-2014Document4 pagesWSS-M21P36 10-09-2014Ronald AraujoNo ratings yet
- Rolex Data Sheet PDFDocument2 pagesRolex Data Sheet PDFfahmi1987No ratings yet
- Nota Kuliah 2: 3.1 - 3.7 (Rujuk Silibus) 4.1-4.4 (Rujuk Silibus)Document17 pagesNota Kuliah 2: 3.1 - 3.7 (Rujuk Silibus) 4.1-4.4 (Rujuk Silibus)Rumah ManisanNo ratings yet
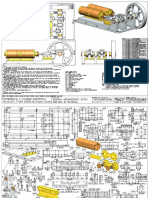
- Experimental 2 Cylinder Horizontal Valveless Steam Engine. (B 30Mmxs 30Mm) General Arrangement, Notes and Bill of MaterialDocument3 pagesExperimental 2 Cylinder Horizontal Valveless Steam Engine. (B 30Mmxs 30Mm) General Arrangement, Notes and Bill of MaterialOscar OsornoNo ratings yet
- Exercise No. 5 Welding: Mtec 121: Workshop Theory and Practice 116Document14 pagesExercise No. 5 Welding: Mtec 121: Workshop Theory and Practice 116Mark Anthony Salazar ArcayanNo ratings yet
- Tungaloy - Cutting Tools PDFDocument1,252 pagesTungaloy - Cutting Tools PDFazb00178No ratings yet
- Sapa Thermal ManagementDocument8 pagesSapa Thermal Managementwww.profilalouminio.comNo ratings yet
- Fixed Side BRW20 0662Document1 pageFixed Side BRW20 0662Thành NguyễnNo ratings yet
- Inorganic "Metallic" Finishes, Processes, and EquipmentDocument29 pagesInorganic "Metallic" Finishes, Processes, and EquipmenthaisamdoNo ratings yet
- Question BankDocument39 pagesQuestion Bankneelesh singh0% (1)
- 117 Weldox 420 Uk DatasheetDocument2 pages117 Weldox 420 Uk DatasheetAndrewFranciscoNo ratings yet
- Aerodynamics Dgca QuestionDocument11 pagesAerodynamics Dgca QuestionDanish AlamNo ratings yet
- Ed-19 Wind IndicatorDocument16 pagesEd-19 Wind Indicatorsemjonovs.nikitaNo ratings yet
- Polyethylene: Assembly Name: Water Pump FixtureDocument1 pagePolyethylene: Assembly Name: Water Pump FixtureRAJANo ratings yet
- 195 CasingDocument14 pages195 Casingsasi10000No ratings yet
- Cat Columbus 2012Document27 pagesCat Columbus 2012merisdimNo ratings yet