You might also like
- Chevalier FSG-1224ADIIIDocument12 pagesChevalier FSG-1224ADIIIOsvaldo MarinNo ratings yet
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreFrom EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreRating: 4.5 out of 5 stars4.5/5 (11)
- Clausing Cylinder Grinders 2020-05-22Document20 pagesClausing Cylinder Grinders 2020-05-22Brayan PayanNo ratings yet
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- Hunger VDS2E: Valve Seat Refacing MachineDocument2 pagesHunger VDS2E: Valve Seat Refacing Machinechao wangNo ratings yet
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsFrom EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsRating: 4 out of 5 stars4/5 (1)
- Catalog M15 Marine RangeDocument42 pagesCatalog M15 Marine RangePalatzkeNo ratings yet
- D1 D19 (Vertex 33)Document19 pagesD1 D19 (Vertex 33)Giane NavasNo ratings yet
- Levelling Alignment: Levelling, Alignment and Centering of Suspended Type Vertical MachineDocument6 pagesLevelling Alignment: Levelling, Alignment and Centering of Suspended Type Vertical MachineSajid AkhterNo ratings yet
- SHARP Vertical Machining Center - Model SV-2414Document8 pagesSHARP Vertical Machining Center - Model SV-2414walidnasriNo ratings yet
- Levelling, Alignment and Centering of Suspended Type Vertical MachineDocument8 pagesLevelling, Alignment and Centering of Suspended Type Vertical MachinesantoshNo ratings yet
- Inner Ring Groove & Land Grinding ProcessDocument38 pagesInner Ring Groove & Land Grinding ProcessLateecka R Kulkarni100% (1)
- Fresadora FAMCO Model 100Document11 pagesFresadora FAMCO Model 100Carlos MedranoNo ratings yet
- 2018 - UMC-1000 2016 - NewDocument16 pages2018 - UMC-1000 2016 - NewAbhishek VelagaNo ratings yet
- Using A Rotary TableDocument21 pagesUsing A Rotary TableMaries MarcelNo ratings yet
- 4th Sem Dme Machine Shop Records c20Document8 pages4th Sem Dme Machine Shop Records c20TRILOK KUMAR REDDYNo ratings yet
- Eumach - Umc - 5 Axis VMC Umc-1000Document16 pagesEumach - Umc - 5 Axis VMC Umc-1000Abhishek VelagaNo ratings yet
- Agma MachineDocument6 pagesAgma MachineNursena SEVİNÇNo ratings yet
- Training Program On: Vibration Monitoring, Alignment and Balancing Triveni Reliability Services and Training AcademyDocument77 pagesTraining Program On: Vibration Monitoring, Alignment and Balancing Triveni Reliability Services and Training AcademyMithlesh SharmaNo ratings yet
- CATALOG M19 Marine RangeDocument41 pagesCATALOG M19 Marine RangeDanielNo ratings yet
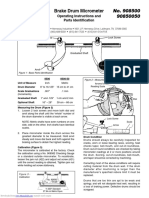
- Brake Drum Micrometer: Operating Instructions and Parts IdentificationDocument4 pagesBrake Drum Micrometer: Operating Instructions and Parts IdentificationoldtrukluvrNo ratings yet
- EV Series CNC Vertical Machining Center2019Document32 pagesEV Series CNC Vertical Machining Center2019SamiNo ratings yet
- CG - Crankshaft Grinding Machines: Model CG270-2000 CG300-2200 CG360-3300Document8 pagesCG - Crankshaft Grinding Machines: Model CG270-2000 CG300-2200 CG360-3300Tushar IsampelliwarNo ratings yet
- VMC Cosmos CVM Series E Catalogue - 21 - Sep - 2020 (Export Version)Document16 pagesVMC Cosmos CVM Series E Catalogue - 21 - Sep - 2020 (Export Version)Avinash RaoNo ratings yet
- HPH BrochureDocument12 pagesHPH BrochureCristhian Vilca SilvestreNo ratings yet
- 2013SG10A Brochure WebDocument5 pages2013SG10A Brochure WebWindi SyahputraNo ratings yet
- Servofit P: Reductores PlanetariosDocument24 pagesServofit P: Reductores PlanetariosAgenor CarvalhoNo ratings yet
- CG 260 - 1500 BrochureDocument4 pagesCG 260 - 1500 BrochureTushar IsampelliwarNo ratings yet
- Rotary BroachDocument2 pagesRotary BroachpeterNo ratings yet
- QM320 Operation Manual (2010-08-27)Document29 pagesQM320 Operation Manual (2010-08-27)tuxNo ratings yet
- Sample Preparation: ApplicationDocument3 pagesSample Preparation: ApplicationDilhara WickramaarachchiNo ratings yet
- Vulcan PU General Data PDFDocument15 pagesVulcan PU General Data PDFpaulpopNo ratings yet
- Bozza Catalogo Pubblicitario 07-02-2019Document10 pagesBozza Catalogo Pubblicitario 07-02-2019МаксимNo ratings yet
- I VaneDocument1 pageI VanezomungNo ratings yet
- Hot Alignment 2009Document97 pagesHot Alignment 2009Anonymous V210wtJiZNo ratings yet
- Machine Tools Lab ManualDocument48 pagesMachine Tools Lab Manualshaik anal haqNo ratings yet
- Parkison Gear TesterDocument4 pagesParkison Gear TesterManoj SinghNo ratings yet
- ULTRA Quick Vision: CNC Vision Measuring SystemDocument10 pagesULTRA Quick Vision: CNC Vision Measuring SystemsgorchisNo ratings yet
- Ybm 15 TDocument12 pagesYbm 15 Tdoanthanh_hpNo ratings yet
- Surface Grinder ManualDocument11 pagesSurface Grinder ManualRandyWilsonNo ratings yet
- Manual de Serviço Dual 1219Document43 pagesManual de Serviço Dual 1219rogerioNo ratings yet
- Ewag WS 11 GrinderDocument8 pagesEwag WS 11 Grinderjacksonholland8335No ratings yet
- 8m OperationDocument3 pages8m Operationapi-469602394No ratings yet
- LNS Tryton Product BrochureDocument4 pagesLNS Tryton Product BrochureHector RamírezNo ratings yet
- Journal BearingDocument4 pagesJournal BearinginfoNo ratings yet
- 222 p1 5Document4 pages222 p1 5محمد الشهريNo ratings yet
- Information Technology Solutions: Rotary ActuatorsDocument2 pagesInformation Technology Solutions: Rotary ActuatorsmehtahemalNo ratings yet
- Doosan VMC BVM 5700Document16 pagesDoosan VMC BVM 5700Jesus D. Gutierrez G.No ratings yet
- Composite Automatic Wing Drilling Equipment (CAWDE) : Benjamen Hempstead, PE Brent Thayer Stephen WilliamsDocument8 pagesComposite Automatic Wing Drilling Equipment (CAWDE) : Benjamen Hempstead, PE Brent Thayer Stephen WilliamsRamona Cristina VarbanNo ratings yet
- UMT - MV SeriesDocument2 pagesUMT - MV SeriesTECH TALOSNo ratings yet
- Design and Function: Marine Transmissions Gearboxes, Drives, IPSDocument80 pagesDesign and Function: Marine Transmissions Gearboxes, Drives, IPSSON100% (1)
- Angular Measurements: MEGR 6181 Engineering MetrologyDocument14 pagesAngular Measurements: MEGR 6181 Engineering MetrologyNarasimha ReddyNo ratings yet
- First MCV 1600 Katalogu 354Document13 pagesFirst MCV 1600 Katalogu 354鄭慶輝No ratings yet
- Rotary Table ZP-375 Ó ÷Document13 pagesRotary Table ZP-375 Ó ÷Gabriel IbarraNo ratings yet
- MMM Ex 2 and 3Document6 pagesMMM Ex 2 and 3SANDEEP BUDANIANo ratings yet
- Standard Design Features: All Plenty Side Entry Mixers Incorporate The FollowingDocument1 pageStandard Design Features: All Plenty Side Entry Mixers Incorporate The FollowingAw HvNo ratings yet
- CRAFT Installation-Guide For Split Bearings PDFDocument7 pagesCRAFT Installation-Guide For Split Bearings PDFAdrian CantaragiuNo ratings yet
- Adobe Scan 25 Jan 2024Document7 pagesAdobe Scan 25 Jan 2024thegreatnitianabhiNo ratings yet
- A5 UsiDocument16 pagesA5 UsiLuisNo ratings yet
- Advanced BLDC Motor DriveDocument71 pagesAdvanced BLDC Motor DriveKurt ZhiNo ratings yet
- Emf Standard of Building BiologyDocument5 pagesEmf Standard of Building BiologykristechnikNo ratings yet
- Diskonchip 2000 Dip: From 16mbyte To 1gbyteDocument29 pagesDiskonchip 2000 Dip: From 16mbyte To 1gbytemustafaNo ratings yet
- Librecad Users Extensive Manual: 1.1 Documents Purpose and CreditsDocument77 pagesLibrecad Users Extensive Manual: 1.1 Documents Purpose and CreditsAhmad Arif SaktiNo ratings yet
- Delta VFD M User ManualDocument173 pagesDelta VFD M User ManualIsidro QuirozNo ratings yet
- InkscapeTutorial 1903Document12 pagesInkscapeTutorial 1903kristechnikNo ratings yet
- Generic Telecommunications Cabling For Customer PremisesDocument70 pagesGeneric Telecommunications Cabling For Customer Premisescrnm7No ratings yet
- HP EliteDesktop 800 G2 QuickSpecsDocument137 pagesHP EliteDesktop 800 G2 QuickSpecskristechnikNo ratings yet
- Service Manual: Viewsonic Vx2235Wm-4Document68 pagesService Manual: Viewsonic Vx2235Wm-4kristechnikNo ratings yet
- Vixiahfr80!82!800 Im enDocument288 pagesVixiahfr80!82!800 Im enedrivera91No ratings yet
- Murata EMI Filters EMIFIL C30eDocument35 pagesMurata EMI Filters EMIFIL C30ekristechnikNo ratings yet
- Super Precision Surface and Form Grinder: ACCUGRIND-612SP/618SP Accugrind-818SpDocument10 pagesSuper Precision Surface and Form Grinder: ACCUGRIND-612SP/618SP Accugrind-818SpkristechnikNo ratings yet
- NC Lathe Spindle Power CalculationDocument11 pagesNC Lathe Spindle Power CalculationkristechnikNo ratings yet
- The Eagle GuideDocument17 pagesThe Eagle GuideArquimedes PaschoalNo ratings yet
- C15100 Alloy - CuZr0,15Document17 pagesC15100 Alloy - CuZr0,15kristechnikNo ratings yet
- The Eagle GuideDocument17 pagesThe Eagle GuideArquimedes PaschoalNo ratings yet
- Essentials of The Java Programming - Hands On Programming - PawlanDocument248 pagesEssentials of The Java Programming - Hands On Programming - PawlankristechnikNo ratings yet
- L10 Single Phase Fully Controlled RectifierDocument26 pagesL10 Single Phase Fully Controlled Rectifierapi-1995170750% (2)
- Harris Tenth Milestone 1915Document2 pagesHarris Tenth Milestone 1915kristechnikNo ratings yet
- CorelDRAW Graphics Suite X3Document0 pagesCorelDRAW Graphics Suite X3Odraciir90No ratings yet
- Chevalier Falcon Electric Circut ManualDocument122 pagesChevalier Falcon Electric Circut ManualkristechnikNo ratings yet
- Olin Brass Copper Alloy C260 Data SheetDocument4 pagesOlin Brass Copper Alloy C260 Data SheetkristechnikNo ratings yet
- Módulo DuplomaticDocument38 pagesMódulo DuplomaticRenato Melo100% (1)
- McMaster - About Plastics Doc 8574KACDocument3 pagesMcMaster - About Plastics Doc 8574KACkristechnikNo ratings yet
- Tatarkiewicz-Small - Art and PoetryDocument36 pagesTatarkiewicz-Small - Art and PoetrykristechnikNo ratings yet
- Minas S Driver - ShortDocument12 pagesMinas S Driver - ShortkristechnikNo ratings yet
- Nova Mcx312eDocument132 pagesNova Mcx312ekristechnikNo ratings yet
- KyoPal X7083-X7043-X7023Document70 pagesKyoPal X7083-X7043-X7023kristechnikNo ratings yet
- Myths of British Ancestry - Oppenheimer 2006Document6 pagesMyths of British Ancestry - Oppenheimer 2006kristechnikNo ratings yet
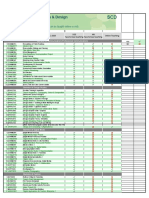
- SCD Course List in Sem 2.2020 (FTF or Online) (Updated 02 July 2020)Document2 pagesSCD Course List in Sem 2.2020 (FTF or Online) (Updated 02 July 2020)Nguyễn Hồng AnhNo ratings yet
- Course Outline ENTR401 - Second Sem 2022 - 2023Document6 pagesCourse Outline ENTR401 - Second Sem 2022 - 2023mahdi khunaiziNo ratings yet
- Governance Operating Model: Structure Oversight Responsibilities Talent and Culture Infrastructu REDocument6 pagesGovernance Operating Model: Structure Oversight Responsibilities Talent and Culture Infrastructu REBob SolísNo ratings yet
- Service Quality Dimensions of A Philippine State UDocument10 pagesService Quality Dimensions of A Philippine State UVilma SottoNo ratings yet
- Uniform Motion WorksheetDocument8 pagesUniform Motion Worksheetnikhil patro100% (1)
- Vetoset CA541: Thickbed Cementitious Tile AdhesiveDocument2 pagesVetoset CA541: Thickbed Cementitious Tile Adhesivemus3b1985No ratings yet
- VOTOL EMController Manual V2.0Document18 pagesVOTOL EMController Manual V2.0Nandi F. ReyhanNo ratings yet
- Transfert de Chaleur AngDocument10 pagesTransfert de Chaleur Angsouhir gritliNo ratings yet
- Pyramid Type Plate Bending MachineDocument10 pagesPyramid Type Plate Bending MachineAswin JosephNo ratings yet
- SM EFATEX Rev D2 3 1 2018 PDFDocument20 pagesSM EFATEX Rev D2 3 1 2018 PDFGuilhermePlacidoNo ratings yet
- Taylor Series PDFDocument147 pagesTaylor Series PDFDean HaynesNo ratings yet
- Clustering Menggunakan Metode K-Means Untuk Menentukan Status Gizi BalitaDocument18 pagesClustering Menggunakan Metode K-Means Untuk Menentukan Status Gizi BalitaAji LaksonoNo ratings yet
- Modern Construction HandbookDocument498 pagesModern Construction HandbookRui Sousa100% (3)
- Marking Scheme For Term 2 Trial Exam, STPM 2019 (Gbs Melaka) Section A (45 Marks)Document7 pagesMarking Scheme For Term 2 Trial Exam, STPM 2019 (Gbs Melaka) Section A (45 Marks)Michelles JimNo ratings yet
- ChatGPT & EducationDocument47 pagesChatGPT & EducationAn Lê Trường88% (8)
- A Project Report ON Strategic Purchasing Procedure, Systems and Policies (Hospital Industry)Document20 pagesA Project Report ON Strategic Purchasing Procedure, Systems and Policies (Hospital Industry)amitwin1983No ratings yet
- Homework 9Document1 pageHomework 9Nat Dabuét0% (1)
- L 11Document3 pagesL 11trangNo ratings yet
- TM Mic Opmaint EngDocument186 pagesTM Mic Opmaint Engkisedi2001100% (2)
- Spectroscopic Methods For Determination of DexketoprofenDocument8 pagesSpectroscopic Methods For Determination of DexketoprofenManuel VanegasNo ratings yet
- EPW, Vol.58, Issue No.44, 04 Nov 2023Document66 pagesEPW, Vol.58, Issue No.44, 04 Nov 2023akashupscmadeeaseNo ratings yet
- ABS Service Data SheetDocument32 pagesABS Service Data SheetMansur TruckingNo ratings yet
- 06 SAP PM Level 1 Role Matrix Template SampleDocument5 pages06 SAP PM Level 1 Role Matrix Template SampleRiteshSinhmar100% (1)
- Diverging Lenses - Object-Image Relations: Previously in Lesson 5 Double Concave LensesDocument2 pagesDiverging Lenses - Object-Image Relations: Previously in Lesson 5 Double Concave LensesleonNo ratings yet
- Management Accounting by Cabrera Solution Manual 2011 PDFDocument3 pagesManagement Accounting by Cabrera Solution Manual 2011 PDFClaudette Clemente100% (1)
- Designed For Severe ServiceDocument28 pagesDesigned For Severe ServiceAnthonyNo ratings yet
- 1994 Manual de Taller Bronco, Econoline, F-Series PDFDocument208 pages1994 Manual de Taller Bronco, Econoline, F-Series PDFOscar Cruz100% (1)
- Bring Your Gear 2010: Safely, Easily and in StyleDocument76 pagesBring Your Gear 2010: Safely, Easily and in StyleAkoumpakoula TampaoulatoumpaNo ratings yet
- PDS DeltaV SimulateDocument9 pagesPDS DeltaV SimulateJesus JuarezNo ratings yet