You might also like
- Control and Analysis in Iron and SteelmakingFrom EverandControl and Analysis in Iron and SteelmakingRating: 3 out of 5 stars3/5 (2)
- The Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20From EverandThe Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20No ratings yet
- Funamental of MetallurgyDocument235 pagesFunamental of Metallurgysoumyo broto dasNo ratings yet
- Tool Steels: Prepared byDocument35 pagesTool Steels: Prepared bySWAPNIL NIGAMNo ratings yet
- Ch-27.7 Alloying Element of Steel and Alloy SteelDocument51 pagesCh-27.7 Alloying Element of Steel and Alloy SteelSmruti Ranjan PattanayakNo ratings yet
- Executive Summary - Stainless Steel MarketDocument14 pagesExecutive Summary - Stainless Steel MarketAgustina EffendyNo ratings yet
- Rockwell Hardness ConvertDocument3 pagesRockwell Hardness Convertsuresh bishnoiNo ratings yet
- ColdHeadingForFastenerManufactureDocument40 pagesColdHeadingForFastenerManufactureKeerthi Kumar100% (1)
- Aluminium-Silicon Casting AlloysDocument4 pagesAluminium-Silicon Casting AlloysLowry GuettaNo ratings yet
- Nitro - CarburizingDocument9 pagesNitro - CarburizingRajaSekarsajjaNo ratings yet
- TQM For Steel Bars PDFDocument36 pagesTQM For Steel Bars PDFImtiazuddin AhmedNo ratings yet
- Aluminum Extrusion History and Production ProcessDocument35 pagesAluminum Extrusion History and Production ProcessShekar YerrapalliNo ratings yet
- Introduction to Heat Treatment ProcessesDocument10 pagesIntroduction to Heat Treatment ProcessesAzhar AliNo ratings yet
- NADCA 2012 Annual Report Highlights Growth and InnovationDocument15 pagesNADCA 2012 Annual Report Highlights Growth and InnovationwholenumberNo ratings yet
- The Iron Puddler My life in the rolling mills and what came of itFrom EverandThe Iron Puddler My life in the rolling mills and what came of itNo ratings yet
- Stainless SteelDocument51 pagesStainless Steelcristian111111No ratings yet
- Master TIG WeldingDocument15 pagesMaster TIG WeldingOtladisa Otista TlhalerwaNo ratings yet
- Hot Rolled Steel SheetDocument38 pagesHot Rolled Steel Sheetkhwanta-bta100% (4)
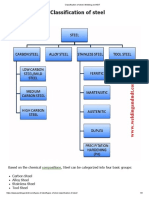
- Classification of Steel - Welding and NDTDocument3 pagesClassification of Steel - Welding and NDTAshif Iqubal100% (1)
- Annealing Normalizing QuenchingDocument22 pagesAnnealing Normalizing QuenchingManish GuptaNo ratings yet
- Levicast ProcessDocument5 pagesLevicast ProcessMuha KimNo ratings yet
- Is 1570 7Document18 pagesIs 1570 7Raj K Sharma100% (1)
- Astm StandardsDocument15 pagesAstm StandardsAbdouHemmalNo ratings yet
- Design Guidelines For Components Die Cast in Creep-Resistant Magnesium Alloys MRI153M and MRI230D PDFDocument6 pagesDesign Guidelines For Components Die Cast in Creep-Resistant Magnesium Alloys MRI153M and MRI230D PDFKmilo GiraldoNo ratings yet
- MicrostructuresDocument10 pagesMicrostructuresErin BarryNo ratings yet
- Steel ShotDocument6 pagesSteel ShotExcel Hydro Pneumatics (INDIA) EHPINo ratings yet
- 2017-91 Heat Treatment of SteelDocument74 pages2017-91 Heat Treatment of SteelJen Megah Bremanda SembiringNo ratings yet
- Bohler ManualDocument519 pagesBohler ManualCosmin OlteanuNo ratings yet
- Cold Rolled Steel Sheet: Cat - No.B1E-002-03Document27 pagesCold Rolled Steel Sheet: Cat - No.B1E-002-03Frankie Ting100% (1)
- Fastener BasicsDocument2 pagesFastener BasicsShridhar VaidyaNo ratings yet
- Week 5. Quenching and TemperingDocument41 pagesWeek 5. Quenching and TemperingCheeragNo ratings yet
- JIS G 3141 Commercial Cold Rolled SPCC SteelsDocument6 pagesJIS G 3141 Commercial Cold Rolled SPCC SteelsAnonymous 8lxxbNcA0sNo ratings yet
- Forging TemperatureDocument91 pagesForging TemperatureRonald Taufiq WNo ratings yet
- ShearingDocument19 pagesShearingVatsa Molano Castro0% (1)
- SpecialEdition3 - Gas Nitriding and Nitrocarburising138 - 177074Document48 pagesSpecialEdition3 - Gas Nitriding and Nitrocarburising138 - 177074ABRAHAM SILVA HERNANDEZNo ratings yet
- AnnealingDocument9 pagesAnnealingRathne AbeynayakeNo ratings yet
- CastingDocument48 pagesCastingGauravBhatt100% (1)
- Metal CastingDocument40 pagesMetal CastingFahmi Sanji AlexanderNo ratings yet
- How To Passivate Stainless Steel PartsDocument11 pagesHow To Passivate Stainless Steel Partsnqh2009No ratings yet
- Advantages of LPDCDocument2 pagesAdvantages of LPDCSuhas KrishnaNo ratings yet
- 304 VS 316Document2 pages304 VS 316Sheikh ZakirNo ratings yet
- Wire DrawingDocument47 pagesWire DrawingKamlesh Kumar100% (3)
- Pressure Diecasting: Metals — Machines — FurnacesFrom EverandPressure Diecasting: Metals — Machines — FurnacesRating: 3 out of 5 stars3/5 (2)
- Certified Manufacturing Engineer A Complete Guide - 2020 EditionFrom EverandCertified Manufacturing Engineer A Complete Guide - 2020 EditionNo ratings yet
- Engineering Equipment for Foundries: Proceedings of the Seminar on Engineering Equipment for Foundries and Advanced Methods of Producing Such Equipment, Organized by the United Nations Economic Commission for EuropeFrom EverandEngineering Equipment for Foundries: Proceedings of the Seminar on Engineering Equipment for Foundries and Advanced Methods of Producing Such Equipment, Organized by the United Nations Economic Commission for EuropeNo ratings yet
- Information Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981From EverandInformation Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981No ratings yet
- Commercial Steel Estimating: A Comprehensive Guide to Mastering the BasicsFrom EverandCommercial Steel Estimating: A Comprehensive Guide to Mastering the BasicsNo ratings yet
- Winning The Service GameDocument14 pagesWinning The Service GameDidSibalNo ratings yet
- Avast Installation GuideDocument2 pagesAvast Installation GuideDidSibalNo ratings yet
- Transport Model For ScotlandDocument13 pagesTransport Model For ScotlandDidSibalNo ratings yet
- DECIPHER Hydraulic Disk Brakes Bleeding ManualDocument1 pageDECIPHER Hydraulic Disk Brakes Bleeding Manualiridius0% (2)
- Clin2UAPrinciplesOfUrinalysis PDFDocument50 pagesClin2UAPrinciplesOfUrinalysis PDFDayledaniel SorvetoNo ratings yet
- Intro To NDTDocument34 pagesIntro To NDTkbldamNo ratings yet
- Supporting Structure OptimizationDocument3 pagesSupporting Structure OptimizationPrakash RajNo ratings yet
- Sugar MillDocument12 pagesSugar Millnirma kinasihNo ratings yet
- Handbook of ArtilleryDocument187 pagesHandbook of ArtilleryJohn Bartleson67% (3)
- Ordering from Kemet Materials GuideDocument24 pagesOrdering from Kemet Materials Guidevantuan17792No ratings yet
- Automotive Engine Block PDFDocument14 pagesAutomotive Engine Block PDFNico ViciNo ratings yet
- Induction Furnace HandbookDocument163 pagesInduction Furnace HandbookRaja Bharath Donthi0% (1)
- HSS Long Shank Taps Guide for Tapping Deep HolesDocument20 pagesHSS Long Shank Taps Guide for Tapping Deep HolesSmithNo ratings yet
- Fundamentals of Professional Welding PDFDocument256 pagesFundamentals of Professional Welding PDFclaudelgo100% (1)
- MMS Notes by Polarao SirDocument114 pagesMMS Notes by Polarao Sirsanyasirao1100% (1)
- ASTMDocument23 pagesASTMchiragpatel6650% (1)
- Guidelines For Ferrous Scrap-FS2009-IsRIDocument6 pagesGuidelines For Ferrous Scrap-FS2009-IsRIAgustine SetiawanNo ratings yet
- Material Selection for Turbine ComponentsDocument25 pagesMaterial Selection for Turbine ComponentsMuhammad Hammad Zahid75% (4)
- BS 1247 Part 1 1990 Manhole Steps PDFDocument16 pagesBS 1247 Part 1 1990 Manhole Steps PDFXAVIER RUBIONo ratings yet
- 313 E Book2 PDFDocument453 pages313 E Book2 PDFdanhemNo ratings yet
- Milling 2012 GB LR NyDocument626 pagesMilling 2012 GB LR Nyrudolf_laszlokNo ratings yet
- Ferrous and Non-Ferrous MetalsDocument1 pageFerrous and Non-Ferrous MetalsJaneNo ratings yet
- JSS1 First TermDocument23 pagesJSS1 First TermMubarak Zubair100% (1)
- Coroturn® 107 Positive Basic-Shape InsertsDocument16 pagesCoroturn® 107 Positive Basic-Shape InsertsMed AliNo ratings yet
- Basic Hydraulic PrinciplesDocument28 pagesBasic Hydraulic PrincipleskashyapaNo ratings yet
- Discussion On Usability of The Niyama 35 - 03 - 17Document9 pagesDiscussion On Usability of The Niyama 35 - 03 - 17fondershellNo ratings yet
- Welding Different Types of SteelDocument5 pagesWelding Different Types of SteelZoran JovanovicNo ratings yet
- Iscar Grade ChartDocument1 pageIscar Grade ChartsmarjanNo ratings yet
- NC 3401 Graphite Flotation in Ductile Iron v3Document24 pagesNC 3401 Graphite Flotation in Ductile Iron v3SiriusNo ratings yet
- Magnesium Contents in Ductile IronDocument2 pagesMagnesium Contents in Ductile Ironarnaldorcr8646No ratings yet
- Is 13095 PDFDocument2 pagesIs 13095 PDFSathishkumar DhamodaranNo ratings yet
- EHB en 9-MaterialsDocument57 pagesEHB en 9-MaterialsAnonymous 1hOgJqwZuzNo ratings yet
- Engineering Materials & Metallurgy: Unit IiiDocument14 pagesEngineering Materials & Metallurgy: Unit IiiKandasamy VenkatachalamNo ratings yet
- Alloy Steel and Cast IronDocument16 pagesAlloy Steel and Cast IronDennis AlvarezNo ratings yet
- Closed-Book Practice-Ch 11 (2015!03!16)Document17 pagesClosed-Book Practice-Ch 11 (2015!03!16)Juan100% (1)
- Small Tools Catalog PDFDocument406 pagesSmall Tools Catalog PDFTuấn NguyễnNo ratings yet