You might also like
- Flow Regime: - Heat Ex Performance Failure (Counter Flow Check)Document30 pagesFlow Regime: - Heat Ex Performance Failure (Counter Flow Check)Ahmed AymanNo ratings yet
- 4 Absorption PDFDocument36 pages4 Absorption PDFHoongNo ratings yet
- Engineering Data HEC v2.4Document17 pagesEngineering Data HEC v2.4Kim WongNo ratings yet
- 2015 Product Catalog. June 2015Document25 pages2015 Product Catalog. June 2015luis hernandezNo ratings yet
- DtEC New Plant Case Studies - 050510Document21 pagesDtEC New Plant Case Studies - 050510a0aryanNo ratings yet
- Primary Reformer Catalyst Replacement ReportDocument10 pagesPrimary Reformer Catalyst Replacement Reportlifemillion2847No ratings yet
- Final HE IndustrialSeminar DeshbandhuRawatDocument22 pagesFinal HE IndustrialSeminar DeshbandhuRawatdeshbandhu_rawat_me12100% (1)
- Distillation Systems Design Applied To Process Design in The Refining Industry PDFDocument125 pagesDistillation Systems Design Applied To Process Design in The Refining Industry PDFLaura Alvarez100% (1)
- Roof Drainage Design ConsiderationsDocument42 pagesRoof Drainage Design ConsiderationsKentNo ratings yet
- Raw Pyrolysis Gas Cooler Preventive MaintenanceDocument21 pagesRaw Pyrolysis Gas Cooler Preventive MaintenanceNelbert SumalpongNo ratings yet
- Submittals ChillersDocument17 pagesSubmittals ChillersCastañeda JoanNo ratings yet
- Cempra3 Fluid Flow 2022Document36 pagesCempra3 Fluid Flow 2022AndrewNo ratings yet
- Sumy Npo Oil Gas Catalog EnglDocument47 pagesSumy Npo Oil Gas Catalog Englرائد عبد العزيز فرحانNo ratings yet
- 11 RP SP Equipment SpecificationDocument39 pages11 RP SP Equipment SpecificationRobby KurniawanNo ratings yet
- TUV India HEAT EXCHANGER InspectionDocument43 pagesTUV India HEAT EXCHANGER InspectionParthiban NCNo ratings yet
- SOLTRAK - Informacion Tecnica - Carro de Filtracion Portatil TC SERIES - Marca DESCASEDocument4 pagesSOLTRAK - Informacion Tecnica - Carro de Filtracion Portatil TC SERIES - Marca DESCASEANA MARIA MEZA SANABRIANo ratings yet
- 2019-Mass TransferDocument74 pages2019-Mass TransferFareeha SaeedNo ratings yet
- What To Do WhenDocument5 pagesWhat To Do Whenhwang2No ratings yet
- OPW Tank Truck AccesoriesDocument36 pagesOPW Tank Truck Accesoriesdalila_agueroNo ratings yet
- 02 Steam Boilers PDFDocument17 pages02 Steam Boilers PDFAbdul Hani MohammedNo ratings yet
- 7 - Valve Tray DesignDocument28 pages7 - Valve Tray DesignM.H vafaeiNo ratings yet
- Client Project Location Project# Proj - Area Form By: X X Check By: X X Calc - By: X X Rev. By: 2 3Document1 pageClient Project Location Project# Proj - Area Form By: X X Check By: X X Calc - By: X X Rev. By: 2 31985PolytechNo ratings yet
- Understanding how to clean "UDocument5 pagesUnderstanding how to clean "UAatish ChandrawarNo ratings yet
- VibrationsDocument9 pagesVibrationsccnew3000No ratings yet
- Shell & Tube Heat Exchanger (STHE) Overpressure Protection From Tube RuptureDocument33 pagesShell & Tube Heat Exchanger (STHE) Overpressure Protection From Tube RuptureMohamed Sayed AbdoNo ratings yet
- FM Lab ManualDocument49 pagesFM Lab ManualNithin GowdaNo ratings yet
- All Items List For Pre-Comm Man-Hour EstimationDocument97 pagesAll Items List For Pre-Comm Man-Hour Estimationmusab shabbirNo ratings yet
- 1995-Circulating Fluidized Bed As A Catalytic Reactor - Experimental Study-OuyangDocument9 pages1995-Circulating Fluidized Bed As A Catalytic Reactor - Experimental Study-OuyangHasanNo ratings yet
- 06 Asme Teoria de MaterialesDocument340 pages06 Asme Teoria de MaterialesalexNo ratings yet
- 1 Colmac DX Ammonia Piping Handbook 4th EdDocument64 pages1 Colmac DX Ammonia Piping Handbook 4th EdAlbertoNo ratings yet
- Safety Alert - Purity of N2 SupplyDocument7 pagesSafety Alert - Purity of N2 SupplysixejoNo ratings yet
- 4modelingandcontrolofdistillationcolumninapetroleumprocess 140320113744 Phpapp01 PDFDocument14 pages4modelingandcontrolofdistillationcolumninapetroleumprocess 140320113744 Phpapp01 PDFMohamed GuenouneNo ratings yet
- Installation and Operating Service Manual: Forced Draft Steam BoilersDocument44 pagesInstallation and Operating Service Manual: Forced Draft Steam Boilersn.hartonoNo ratings yet
- Lab Manual - FM and M LabDocument64 pagesLab Manual - FM and M LabRavichandran GNo ratings yet
- Hydraulic CalculationB1Document8 pagesHydraulic CalculationB1Abhay BhoirNo ratings yet
- Pipings The Saga EndsDocument86 pagesPipings The Saga EndsCharles MayoNo ratings yet
- Fuel Oil System in ERDocument36 pagesFuel Oil System in ERCua TranNo ratings yet
- Introduction to Heat Exchangers (39Document101 pagesIntroduction to Heat Exchangers (39Jhoab Jchs ChaconNo ratings yet
- CHE241 - Lab Report Solteq Flow Over Wei PDFDocument22 pagesCHE241 - Lab Report Solteq Flow Over Wei PDFHaziq HaikalNo ratings yet
- Workover Tubing DesignDocument120 pagesWorkover Tubing DesignMohammed IbrahimNo ratings yet
- Erosion in CyclonesDocument30 pagesErosion in CyclonesmoromartinsNo ratings yet
- 00hydraulic RC 3Document25 pages00hydraulic RC 3Francisco Santiago GallardoNo ratings yet
- Ventos Compressors & CroyoPumpsDocument60 pagesVentos Compressors & CroyoPumpsRafeek AliNo ratings yet
- N2 Training ManualDocument4 pagesN2 Training ManualAbderahmane DahiliNo ratings yet
- 495 - Colmac DX Ammonia Piping Handbook 2nd Ed (Rev 0)Document57 pages495 - Colmac DX Ammonia Piping Handbook 2nd Ed (Rev 0)botaratoNo ratings yet
- Lecture 4 Reflux Ratio and Column DesignDocument13 pagesLecture 4 Reflux Ratio and Column DesignMohammedTalib100% (1)
- Shell and Tube Exchanger YuanDocument37 pagesShell and Tube Exchanger YuanVerdianto Indra WNo ratings yet
- Hoerbiger Recip Compressor Training PDFDocument18 pagesHoerbiger Recip Compressor Training PDFnajamsyed6754No ratings yet
- Purepro Color Catalogs PDFDocument52 pagesPurepro Color Catalogs PDFArlex Ricardo Guillen PetitNo ratings yet
- 3 Powerex Medical Gas Manifold Training (0322)Document45 pages3 Powerex Medical Gas Manifold Training (0322)Jorge RicaurteNo ratings yet
- Decommissioning Inspection and Repair of 5000 MT Ammonia Storage TankDocument17 pagesDecommissioning Inspection and Repair of 5000 MT Ammonia Storage TankGanesh NairNo ratings yet
- Top Source for Quality Water Filters & RO SystemsDocument52 pagesTop Source for Quality Water Filters & RO SystemsFranklin Jácome VargasNo ratings yet
- Oil & Gas HandbookDocument170 pagesOil & Gas HandbookRagh100% (10)
- Foster Wheeler Steam Generator Operating InstructionsDocument9 pagesFoster Wheeler Steam Generator Operating InstructionsJORGE CAICEDONo ratings yet
- Day 5 Pumps in Carbonate ServiceDocument10 pagesDay 5 Pumps in Carbonate ServiceJack ReacherNo ratings yet
- Heat Exchanger ChecklistDocument9 pagesHeat Exchanger Checklistraja rani100% (2)
- Bin and Hopper Design Presentation on Flow Modes, Testing and Stress AnalysisDocument73 pagesBin and Hopper Design Presentation on Flow Modes, Testing and Stress AnalysisGanesh.MahendraNo ratings yet
- The Mughal EmporersDocument19 pagesThe Mughal EmporersqamarVEXNo ratings yet
- US4499860Document6 pagesUS4499860qamarVEXNo ratings yet
- Step by Step 3D AutoCAD For BeginnersDocument15 pagesStep by Step 3D AutoCAD For BeginnerstubaNo ratings yet
- ACAD2014 TipsnTricks Final PDFDocument17 pagesACAD2014 TipsnTricks Final PDFLeoven Jef Suzara LorinNo ratings yet
- ACAD2014 TipsnTricks Final PDFDocument17 pagesACAD2014 TipsnTricks Final PDFLeoven Jef Suzara LorinNo ratings yet
- Foam-Water Sprinkler PDFDocument3 pagesFoam-Water Sprinkler PDFgerardtrNo ratings yet
- United States Patent (10) Patent No.: Us 7.621,237 B2: Krowech Et Al. (45) Date of Patent: Nov. 24, 2009Document7 pagesUnited States Patent (10) Patent No.: Us 7.621,237 B2: Krowech Et Al. (45) Date of Patent: Nov. 24, 2009qamarVEXNo ratings yet
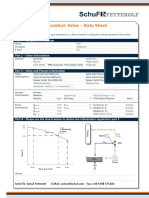
- Automatic Recirculation Valve Inquiry FormDocument1 pageAutomatic Recirculation Valve Inquiry FormqamarVEXNo ratings yet
- United States Patent (19) 11 Patent Number: 6,058,893: Pate (45) Date of Patent: May 9, 2000Document8 pagesUnited States Patent (19) 11 Patent Number: 6,058,893: Pate (45) Date of Patent: May 9, 2000qamarVEXNo ratings yet
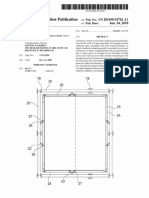
- Patent application for split buckstay systemDocument12 pagesPatent application for split buckstay systemqamarVEXNo ratings yet
- ACAD2014 TipsnTricks Final PDFDocument17 pagesACAD2014 TipsnTricks Final PDFLeoven Jef Suzara LorinNo ratings yet
- ARV Valve Broschuere V07 JT 13-04-2016.inddDocument1 pageARV Valve Broschuere V07 JT 13-04-2016.inddqamarVEXNo ratings yet
- Data SheetDocument4 pagesData SheetqamarVEXNo ratings yet
- Centrifugal and Axial Pump Design and Off-Design Performance PredictionDocument24 pagesCentrifugal and Axial Pump Design and Off-Design Performance Predictionkandahar_spec100% (1)
- Piping Design OnlineDocument2 pagesPiping Design Onlineashith g aNo ratings yet
- Do's and DontDocument3 pagesDo's and DontsivachandranNo ratings yet
- How To Select A Pump-By Majid HamedyniaDocument72 pagesHow To Select A Pump-By Majid Hamedyniamajid100% (2)
- GA Tutorial 1Document3 pagesGA Tutorial 1qamarVEXNo ratings yet
- Safety Climate Survey Pakistan LabsDocument2 pagesSafety Climate Survey Pakistan LabsqamarVEXNo ratings yet
- NEBOSH Exam Hints & TipsDocument5 pagesNEBOSH Exam Hints & TipsSarath Chandran100% (2)
- Calculate Your Gas Bill with This Online CalculatorDocument2 pagesCalculate Your Gas Bill with This Online CalculatorqamarVEXNo ratings yet
- 03 Genetic Algorithms PDFDocument66 pages03 Genetic Algorithms PDFqamarVEXNo ratings yet
- Project TemplatesDocument66 pagesProject TemplatesfouzunNo ratings yet
- Office Safety PolicyDocument12 pagesOffice Safety PolicyrafuzegNo ratings yet
- 5 Phase Project Management PDFDocument140 pages5 Phase Project Management PDFCherryDeePelayoBaliluNo ratings yet
- CS502 AllDocument184 pagesCS502 Allrung_baazNo ratings yet
- Project Scheduling: Pert/Cpm: Learning ObjectivesDocument34 pagesProject Scheduling: Pert/Cpm: Learning ObjectivesBert Eng67% (3)
- Boeing 787 DreamlinerDocument2 pagesBoeing 787 DreamlinerqamarVEXNo ratings yet
- Advanced Project ManagementDocument43 pagesAdvanced Project ManagementqamarVEXNo ratings yet
- Queue PPTDocument19 pagesQueue PPTharshvardhanshinde.2504No ratings yet
- Model SRX-101A: Operation ManualDocument31 pagesModel SRX-101A: Operation ManualSebastian SamolewskiNo ratings yet
- Lab Report Mass Spring System Omar Nizar2Document31 pagesLab Report Mass Spring System Omar Nizar2Omar MustafaNo ratings yet
- Homework ClassDocument11 pagesHomework ClassHossain100% (1)
- BUS STAT Chapter-3 Freq DistributionDocument5 pagesBUS STAT Chapter-3 Freq DistributionolmezestNo ratings yet
- 100 kWp Rooftop Solar PV Plant Project Report for Ghaziabad FactoryDocument25 pages100 kWp Rooftop Solar PV Plant Project Report for Ghaziabad FactoryvikashNo ratings yet
- 34 DuPont MECS Startup Shutdown Procedure For MET Plants Sulfuric AcidDocument4 pages34 DuPont MECS Startup Shutdown Procedure For MET Plants Sulfuric AcidLouis Andree Bujanda RufattNo ratings yet
- EE - Revision Through Question - GATE - 2020 PDFDocument138 pagesEE - Revision Through Question - GATE - 2020 PDFRamesh KumarNo ratings yet
- Novel Proteinaceous Infectious Particles Cause ScrapieDocument10 pagesNovel Proteinaceous Infectious Particles Cause ScrapieMikey HaveyNo ratings yet
- Assembly Procedure For The 793C Off-Highway Truck (7000, 7006, 7960) CaterpillarDocument129 pagesAssembly Procedure For The 793C Off-Highway Truck (7000, 7006, 7960) Caterpillarcapacitacion aapNo ratings yet
- Staad FoundationDocument25 pagesStaad FoundationAnonymous nwByj9L100% (2)
- Assignment No.3 Bolted JointsDocument6 pagesAssignment No.3 Bolted JointsYash SahuNo ratings yet
- Uptime Awards: Recognizing The Best of The Best!Document40 pagesUptime Awards: Recognizing The Best of The Best!Eric Sonny García AngelesNo ratings yet
- KENWOOD TK 7302 Manual - ADocument2 pagesKENWOOD TK 7302 Manual - AMas IvanNo ratings yet
- Justifying The CMM: (Coordinate Measuring Machine)Document6 pagesJustifying The CMM: (Coordinate Measuring Machine)pm089No ratings yet
- Manual 2012-08 EDocument59 pagesManual 2012-08 EfiorelaNo ratings yet
- Grundfosliterature 5439390Document108 pagesGrundfosliterature 5439390ptlNo ratings yet
- Directions: Answer The Following Question(s) .: A. B. C. D. E. FDocument6 pagesDirections: Answer The Following Question(s) .: A. B. C. D. E. FdiamondtressNo ratings yet
- Problem Solving 1 Arithmetic SequenceDocument62 pagesProblem Solving 1 Arithmetic SequenceCitrus National High SchoolNo ratings yet
- Lesson Statement Sheet.Document2 pagesLesson Statement Sheet.Anya AshuNo ratings yet
- MetaLINK Info r456Document5 pagesMetaLINK Info r456Milan AntovicNo ratings yet
- NETZSCH NEMO BY Pumps USADocument2 pagesNETZSCH NEMO BY Pumps USAWawan NopexNo ratings yet
- (PPT) Design of A Low-Power Asynchronous SAR ADC in 45 NM CMOS TechnologyDocument42 pages(PPT) Design of A Low-Power Asynchronous SAR ADC in 45 NM CMOS TechnologyMurod KurbanovNo ratings yet
- EO and EO-2 Metric Bite Type Fittings: The Fitting AuthorityDocument62 pagesEO and EO-2 Metric Bite Type Fittings: The Fitting AuthorityZahir KhiraNo ratings yet
- MỘT SỐ HÀM THƯ VIỆN THÔNG DỤNGDocument25 pagesMỘT SỐ HÀM THƯ VIỆN THÔNG DỤNGtinpt09214No ratings yet
- Use Jinja2 To Create TemplatesDocument44 pagesUse Jinja2 To Create TemplatesmNo ratings yet
- MOBICON Mobile Controller For GSM/GPRS Telemetry: 6ai 16-28di /12doDocument2 pagesMOBICON Mobile Controller For GSM/GPRS Telemetry: 6ai 16-28di /12doĐặng Trung AnhNo ratings yet
- FO1Document5 pagesFO1YunanNo ratings yet
- Class XI Chemistry Question BankDocument71 pagesClass XI Chemistry Question BankNirmalaNo ratings yet
- Chapter 5: Work, Energy and PowerDocument4 pagesChapter 5: Work, Energy and PowerPriyaa JayasankarNo ratings yet