You might also like
- Lifecycle Services For GeneratorsDocument20 pagesLifecycle Services For GeneratorsniaNo ratings yet
- RootCauseAnalysis of Machine Stator Failures Electric MotorsDocument13 pagesRootCauseAnalysis of Machine Stator Failures Electric MotorsJAVIER ARTURO CORREA LOAIZANo ratings yet
- Governor TutorialDocument13 pagesGovernor TutorialWalid Fattah100% (1)
- BHEL Manufactures Turbo Generators up to 200MWDocument8 pagesBHEL Manufactures Turbo Generators up to 200MWPraveen KumarNo ratings yet
- Turbo GeneratorDocument7 pagesTurbo GeneratorSagar KhandelwalNo ratings yet
- Generator CommissioningDocument90 pagesGenerator CommissioningSam94% (18)
- Diagnostic Tests and Condition Monitoring of Electrical MachinesDocument3 pagesDiagnostic Tests and Condition Monitoring of Electrical Machineslbk50No ratings yet
- Instruction Manual FOR Large Vertical A.C. Motors: Bharat Heavy Electricals Limited, Bhopal (M.P.)Document40 pagesInstruction Manual FOR Large Vertical A.C. Motors: Bharat Heavy Electricals Limited, Bhopal (M.P.)PraveenKvNo ratings yet
- 09 Oct 17 3317 16 Generator Field Windings Moisture EffectsDocument9 pages09 Oct 17 3317 16 Generator Field Windings Moisture EffectsAhemadNo ratings yet
- Stator Rewind Solves Corona ProblemDocument5 pagesStator Rewind Solves Corona ProblemImam FirdausNo ratings yet
- Diagnostic Insulation TestingDocument5 pagesDiagnostic Insulation TestingkarthikumarNo ratings yet
- AMEU Technical Convention Bushings FailuresDocument4 pagesAMEU Technical Convention Bushings FailuresDunstan AmaratungaNo ratings yet
- Turbogenerator Basics: Sharmendra Kumar SR Engineer (EMD)Document55 pagesTurbogenerator Basics: Sharmendra Kumar SR Engineer (EMD)Amit BiswasNo ratings yet
- AC Motor Repair SpecificationDocument13 pagesAC Motor Repair SpecificationErgys Lika100% (1)
- A Generator - Our Experience 23042016Document10 pagesA Generator - Our Experience 23042016Chilamkurti Siva Sankara RaoNo ratings yet
- Case StudiesDocument32 pagesCase StudiesSE Electrical100% (1)
- Testing Methods for Predicting Electrical Failures in MotorsDocument5 pagesTesting Methods for Predicting Electrical Failures in Motorsamk2009No ratings yet
- Induction Motor TestingDocument20 pagesInduction Motor TestingFaisal PathanNo ratings yet
- R&i - Generator, GT, UatDocument46 pagesR&i - Generator, GT, UatPradeep SinghNo ratings yet
- Manufacturing and Testing of Turbo GeneratorsDocument84 pagesManufacturing and Testing of Turbo Generatorsgnikhilreddy2No ratings yet
- Operating Experience With A Generator End WindingDocument14 pagesOperating Experience With A Generator End WindingutherunixNo ratings yet
- Examples of Premature Stator Winding Failure in Recently Manufactured Motors and GeneratorsDocument4 pagesExamples of Premature Stator Winding Failure in Recently Manufactured Motors and GeneratorsstarkopeteNo ratings yet
- Electric MotorDocument34 pagesElectric MotorAjay YadavNo ratings yet
- Generator Rotor DesignDocument28 pagesGenerator Rotor Designdhathu11No ratings yet
- Baker Surge Testing Electric Motors WPDocument8 pagesBaker Surge Testing Electric Motors WPBisto MasiloNo ratings yet
- Generator In-Situ Inspection Provides Comprehensive Assessment Without Field RemovalDocument2 pagesGenerator In-Situ Inspection Provides Comprehensive Assessment Without Field Removalkamal_khan85No ratings yet
- EDOC-Transformer Diagnostics and Condition AssessmentDocument16 pagesEDOC-Transformer Diagnostics and Condition AssessmentEl Comedor Benedict100% (1)
- Electrical Motor SpecificationDocument6 pagesElectrical Motor SpecificationmishtinilNo ratings yet
- GENERATOR Mech Construction OriginalDocument50 pagesGENERATOR Mech Construction OriginalSam100% (1)
- PD Diagnostics On Rotating Machines Possibilities and Limitations M Hoof S Lanz ABB EIC 1999Document6 pagesPD Diagnostics On Rotating Machines Possibilities and Limitations M Hoof S Lanz ABB EIC 1999baboraik_4No ratings yet
- Induction MotorDocument45 pagesInduction Motorjigar_gajjar_9No ratings yet
- Multi-turn actuators and controls guideDocument80 pagesMulti-turn actuators and controls guideMotorola AndroidNo ratings yet
- Test Procedures For Performing Electrical Testing On Rotating MachinesDocument9 pagesTest Procedures For Performing Electrical Testing On Rotating MachinesJakka Kiran75% (4)
- Electric Motor Testing: Offline: Jan Michael B. Castaneda College of Engineering University of Rizal SystemDocument8 pagesElectric Motor Testing: Offline: Jan Michael B. Castaneda College of Engineering University of Rizal SystemJMNo ratings yet
- Understanding Generator Stator Winding LeaksDocument28 pagesUnderstanding Generator Stator Winding Leaksnareshvkkd100% (1)
- Elcid Elan-V4.04Document142 pagesElcid Elan-V4.04Luis Fernando GranadosNo ratings yet
- Micadur Compact Industry Insulation System For RotatingDocument8 pagesMicadur Compact Industry Insulation System For Rotatingreygrant3900100% (2)
- Cable TerminationDocument2 pagesCable Terminationapandey070273No ratings yet
- BO EP Generator TestingDocument31 pagesBO EP Generator TestingCandiano PopescuNo ratings yet
- Prevention and Protection of Generator Rotor Earth Faults Ogn-Ops-Elect-007Document10 pagesPrevention and Protection of Generator Rotor Earth Faults Ogn-Ops-Elect-007Nitin SinghNo ratings yet
- RsoDocument5 pagesRsosunilmvgr5No ratings yet
- Ger 3751 ADocument28 pagesGer 3751 Ahbh123456No ratings yet
- Introduction to Machine Protection FunctionsDocument14 pagesIntroduction to Machine Protection FunctionsAbdelsalam ElhaffarNo ratings yet
- GVPI Assessment-EASA 2014 v2Document7 pagesGVPI Assessment-EASA 2014 v2mersiumNo ratings yet
- Diagnostics Testing of High Voltage MotorDocument9 pagesDiagnostics Testing of High Voltage MotorSanjayNo ratings yet
- Core Loss TesterDocument5 pagesCore Loss TesterKastury RNNo ratings yet
- Gen. TestingDocument62 pagesGen. TestingMani Kandan100% (1)
- IDC - HV Conf - Perth 2015 - Condition Monitoring of High Voltage Switchgear - KHDocument58 pagesIDC - HV Conf - Perth 2015 - Condition Monitoring of High Voltage Switchgear - KHbmwr1100s_055542No ratings yet
- Loss-Of-Excitation Protection and Underexcitation Controls Correlation For Synchronous Generators in A Real-Time Digital SimulatorDocument12 pagesLoss-Of-Excitation Protection and Underexcitation Controls Correlation For Synchronous Generators in A Real-Time Digital Simulatorostojic007100% (1)
- ELCID Evolution - Electromagnetic Core Imperfection DetectionDocument3 pagesELCID Evolution - Electromagnetic Core Imperfection DetectionAnonymous CO7aaHrNo ratings yet
- Testing of Turbo GeneratorsDocument4 pagesTesting of Turbo Generatorsemmanuel akaNo ratings yet
- Maintenance Transformer at Pahlawan PowerDocument6 pagesMaintenance Transformer at Pahlawan PowerSyer Khomainie Mohamad YakopNo ratings yet
- Jawaharlal Nehru Technological University Anantapur AndhrapradeshDocument30 pagesJawaharlal Nehru Technological University Anantapur AndhrapradeshJagaNo ratings yet
- History Perawatan Generator Rev.01Document28 pagesHistory Perawatan Generator Rev.01Nur Ali SaidNo ratings yet
- Bearing HeaterDocument5 pagesBearing HeaterAnand KatariyaNo ratings yet
- Generator 100% Stator Earth Fault Protection Using Subharmonic TechniqueDocument14 pagesGenerator 100% Stator Earth Fault Protection Using Subharmonic Techniquemanish1pareek1441No ratings yet
- Bhel Mini Pro Report On Turbo Generators 1Document53 pagesBhel Mini Pro Report On Turbo Generators 1Akirakumar100% (1)
- AEGISHandbook EnglishDocument56 pagesAEGISHandbook EnglishfeltofsnakeNo ratings yet
- Generator Test ProceduresDocument8 pagesGenerator Test ProceduresShagun GargNo ratings yet
- EDOC-Transformer Diagnostics and Condition AssessmentDocument16 pagesEDOC-Transformer Diagnostics and Condition AssessmentEl Comedor BenedictNo ratings yet
- An Online Technique for Monitoring the InsulationDocument9 pagesAn Online Technique for Monitoring the InsulationMonthly ImogenNo ratings yet
- 03 Atomic StructureDocument68 pages03 Atomic StructureSUJATA SAHUNo ratings yet
- Dispersion in Optical FiberDocument36 pagesDispersion in Optical FiberSonakshi GuptaNo ratings yet
- Catalog enDocument13 pagesCatalog enVEMATELNo ratings yet
- Lighting Design2010Document26 pagesLighting Design2010Ganesh KumarNo ratings yet
- 01 - Interference of Light Jeemain - Guru PDFDocument47 pages01 - Interference of Light Jeemain - Guru PDFsihg JaiswalNo ratings yet
- Camera Model Geometry and ProjectionDocument57 pagesCamera Model Geometry and Projectionpham tamNo ratings yet
- Electrical Design Machine 1 Final - Asilo Justine Troy D.Document14 pagesElectrical Design Machine 1 Final - Asilo Justine Troy D.Hok HokNo ratings yet
- Exercises Ray OpticsDocument9 pagesExercises Ray Opticsadelnas4486370% (1)
- WAVE PHENOMENA: REFLECTION, REFRACTION AND DIFFRACTIONDocument19 pagesWAVE PHENOMENA: REFLECTION, REFRACTION AND DIFFRACTIONlenky2No ratings yet
- Infrared Pyrometer HandbookDocument19 pagesInfrared Pyrometer Handbookjoyous leeNo ratings yet
- Spectralon Diffuse Reflectance TargetsDocument3 pagesSpectralon Diffuse Reflectance TargetssleonNo ratings yet
- Optical Dispersion Compensator With 4000-ps/nm Tuning Range Using A Virtually Imaged Phased Array (VIPA) and Spatial Light Modulator (SLM)Document3 pagesOptical Dispersion Compensator With 4000-ps/nm Tuning Range Using A Virtually Imaged Phased Array (VIPA) and Spatial Light Modulator (SLM)mofiwNo ratings yet
- Orbital Angular Momentum and Laguerre-GaussianDocument10 pagesOrbital Angular Momentum and Laguerre-GaussianViraj DissanayakeNo ratings yet
- Hollow Prism - Physics Investigatory Project Class 12 CBSE - Prism - Refractive Index PDFDocument18 pagesHollow Prism - Physics Investigatory Project Class 12 CBSE - Prism - Refractive Index PDFSani BiswasNo ratings yet
- Laser Blade InOut Provides Invisible Light OutdoorsDocument8 pagesLaser Blade InOut Provides Invisible Light OutdoorshoangacNo ratings yet
- 2L4H 2m TQBM-7015 9016 182017 252718 D172718DEI PDFDocument1 page2L4H 2m TQBM-7015 9016 182017 252718 D172718DEI PDFTolga MesepinarNo ratings yet
- Learning Activity 1 Engineering Sciences and Allied Subjects Physics SourceDocument2 pagesLearning Activity 1 Engineering Sciences and Allied Subjects Physics SourceAraiza FloresNo ratings yet
- CE222 PREFINAL Exam QuestionnairesDocument3 pagesCE222 PREFINAL Exam QuestionnairesMike Clint John SantaanNo ratings yet
- Optics Notes PDFDocument357 pagesOptics Notes PDFESTE Works HQ100% (1)
- 15-Port Panel Antenna Technical SpecificationsDocument5 pages15-Port Panel Antenna Technical Specificationsfreveco111No ratings yet
- Petdq-Pexju Rev0Document3 pagesPetdq-Pexju Rev0jbarbosaNo ratings yet
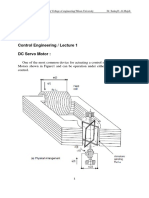
- DC Servo Motor Control ModesDocument7 pagesDC Servo Motor Control Modesjin kazamaNo ratings yet
- Wave Optics and E.M Waves 3.0 With PracticeDocument92 pagesWave Optics and E.M Waves 3.0 With PracticeAshutosh SinghNo ratings yet
- ANT - DUAL-AQU4518R24v06-1964-001 Datasheet (2L2H)Document2 pagesANT - DUAL-AQU4518R24v06-1964-001 Datasheet (2L2H)Sandra GallardoNo ratings yet
- Class XII Physics DPP Set (34) - Prev Chaps + Wave Optics + Principle of Communication +EMW PDFDocument19 pagesClass XII Physics DPP Set (34) - Prev Chaps + Wave Optics + Principle of Communication +EMW PDFAraynNo ratings yet
- EE8301-Electrical Machines - I QB With AnswerDocument19 pagesEE8301-Electrical Machines - I QB With AnswerPadukolai KarupaiahNo ratings yet
- R2868Document2 pagesR2868Maman SulaemanNo ratings yet
- Essential Ledtube 600mm 1200mmDocument10 pagesEssential Ledtube 600mm 1200mmNaing Win ZawNo ratings yet