You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Cemco T80Document140 pagesCemco T80Eduardo Ariel Bernal100% (3)
- Complaint: Employment Sexual Harassment Discrimination Against Omnicom & DDB NYDocument38 pagesComplaint: Employment Sexual Harassment Discrimination Against Omnicom & DDB NYscl1116953No ratings yet
- Dynamic Analysis For Ball Mill FoundationDocument13 pagesDynamic Analysis For Ball Mill FoundationCarlos SolerNo ratings yet
- Business PlanDocument17 pagesBusiness PlanChester Cortez50% (2)
- Earth Loop ImpedanceDocument5 pagesEarth Loop ImpedanceKaranjaNo ratings yet
- Aeroskills DiplomaDocument6 pagesAeroskills DiplomaDadir AliNo ratings yet
- BHP Billiton Petroleum Contract Letter For ABDUL SATTARDocument5 pagesBHP Billiton Petroleum Contract Letter For ABDUL SATTARAbdul SattarNo ratings yet
- 1-Vicky, Quotation of 1-1.2TPH Wood Pellet Line, RICHIDocument17 pages1-Vicky, Quotation of 1-1.2TPH Wood Pellet Line, RICHICarlos SolerNo ratings yet
- Standard FPS Creator X10 EULADocument5 pagesStandard FPS Creator X10 EULACarlos SolerNo ratings yet
- FPS Creator ManualDocument115 pagesFPS Creator ManualCarlos SolerNo ratings yet
- FIS SB - Universal Mortar For Cracked ConcreteDocument12 pagesFIS SB - Universal Mortar For Cracked ConcreteCarlos SolerNo ratings yet
- Automatic Recirculation ValvesDocument6 pagesAutomatic Recirculation ValvesCarlos SolerNo ratings yet
- FPS Creator ManualDocument58 pagesFPS Creator ManualCarlos SolerNo ratings yet
- Flame ArrestorDocument27 pagesFlame ArrestorCarlos SolerNo ratings yet
- Project Mechanised Stair ClimberDocument47 pagesProject Mechanised Stair ClimberCarlos SolerNo ratings yet
- Ball Mill Maintenance & Installation ProcedureDocument21 pagesBall Mill Maintenance & Installation ProcedureCarlos SolerNo ratings yet
- Pulley DRGDocument2 pagesPulley DRGCarlos SolerNo ratings yet
- Din 931Document28 pagesDin 931Carlos SolerNo ratings yet
- Copper Straight Lengths (Eur. Standard)Document1 pageCopper Straight Lengths (Eur. Standard)Carlos SolerNo ratings yet
- 0 Effect of The Mould Rotational Speed On The Quality of Centrifugal CastingsDocument9 pages0 Effect of The Mould Rotational Speed On The Quality of Centrifugal CastingsCarlos SolerNo ratings yet
- Casting DefectsDocument7 pagesCasting DefectsCarlos SolerNo ratings yet
- Pendulum Bucket ElevatorDocument5 pagesPendulum Bucket ElevatorCarlos SolerNo ratings yet
- Upstream AplicationsDocument29 pagesUpstream AplicationsCarlos SolerNo ratings yet
- Vane Type InletDocument48 pagesVane Type InletCarlos SolerNo ratings yet
- Biomedical Admissions Test 4500/12: Section 2 Scientific Knowledge and ApplicationsDocument20 pagesBiomedical Admissions Test 4500/12: Section 2 Scientific Knowledge and Applicationshirajavaid246No ratings yet
- Frequency Inverter: User's ManualDocument117 pagesFrequency Inverter: User's ManualCristiano SilvaNo ratings yet
- Dissertation Topics Forensic BiologyDocument7 pagesDissertation Topics Forensic BiologyHelpMeWriteMyPaperPortSaintLucie100% (1)
- L04-課文單片填空 (題目) (Day of the Dead)Document3 pagesL04-課文單片填空 (題目) (Day of the Dead)1020239korrnellNo ratings yet
- New Book "101 Costly HR Mistakes... and How To Fix Them" by Vanessa Nelson Released To Help Employers Avoid Costly HR Mistakes and Save MillionsDocument2 pagesNew Book "101 Costly HR Mistakes... and How To Fix Them" by Vanessa Nelson Released To Help Employers Avoid Costly HR Mistakes and Save MillionsPR.comNo ratings yet
- Calao Deliquente Diadi River SystemDocument15 pagesCalao Deliquente Diadi River SystemJason MalamugNo ratings yet
- Tri-Partite Agreement AssociationDocument9 pagesTri-Partite Agreement AssociationThiyagarjanNo ratings yet
- White Vaseline: Safety Data SheetDocument9 pagesWhite Vaseline: Safety Data SheetHilmi FauziNo ratings yet
- A V N 2 0 0 0 9 Airspace Management and Air Traffic Services Assignment 1Document2 pagesA V N 2 0 0 0 9 Airspace Management and Air Traffic Services Assignment 1Tanzim Islam KhanNo ratings yet
- Butt Weld Cap Dimension - Penn MachineDocument1 pageButt Weld Cap Dimension - Penn MachineEHT pipeNo ratings yet
- DR K.M.NAIR - GEOSCIENTIST EXEMPLARDocument4 pagesDR K.M.NAIR - GEOSCIENTIST EXEMPLARDrThrivikramji KythNo ratings yet
- Free Higher Education Application Form 1st Semester, SY 2021-2022Document1 pageFree Higher Education Application Form 1st Semester, SY 2021-2022Wheng NaragNo ratings yet
- EF4e Beg Quicktest 05Document3 pagesEF4e Beg Quicktest 05terrenoruralcamboriuNo ratings yet
- Complement Fixation Test: Process Testing For Antigen Semi-Quantitative Testing References External LinksDocument2 pagesComplement Fixation Test: Process Testing For Antigen Semi-Quantitative Testing References External LinksYASMINANo ratings yet
- Facts About Concussion and Brain Injury: Where To Get HelpDocument20 pagesFacts About Concussion and Brain Injury: Where To Get HelpJess GracaNo ratings yet
- Handout Module6Document69 pagesHandout Module6Oana MirceaNo ratings yet
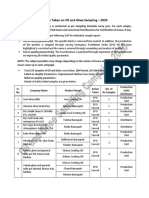
- Action Taken On Oil and Ghee Sampling - 2020Document2 pagesAction Taken On Oil and Ghee Sampling - 2020Khalil BhattiNo ratings yet
- Aplikasi Metode Geomagnet Dalam Eksplorasi Panas BumiDocument10 pagesAplikasi Metode Geomagnet Dalam Eksplorasi Panas Bumijalu sri nugrahaNo ratings yet
- Dwnload Full Fundamentals of Nursing 1st Edition Yoost Test Bank PDFDocument35 pagesDwnload Full Fundamentals of Nursing 1st Edition Yoost Test Bank PDFdetonateousellslbc100% (11)
- Catalogue CV. Traka Abadi UniversalDocument15 pagesCatalogue CV. Traka Abadi UniversalHackers StevenNo ratings yet
- Onuaguluchi1996 1Document10 pagesOnuaguluchi1996 1IkaSugihartatikNo ratings yet
- Measurement of Bioreactor K ADocument18 pagesMeasurement of Bioreactor K AAtif MehfoozNo ratings yet
- Assignment On Inservice Education Sub: Community Health NursingDocument17 pagesAssignment On Inservice Education Sub: Community Health NursingPrity DeviNo ratings yet
- Beckhoff Service Tool - USB StickDocument7 pagesBeckhoff Service Tool - USB StickGustavo VélizNo ratings yet