You might also like
- 1 s2.0 S0950061822038296 MainDocument12 pages1 s2.0 S0950061822038296 MainMuhammad FiqriNo ratings yet
- Sustainability 15 08054 v2Document12 pagesSustainability 15 08054 v2Sam SalahNo ratings yet
- Med Dah 2009Document10 pagesMed Dah 2009Benharzallah KrobbaNo ratings yet
- Behaviour of Hybrid Fibre Reinforced Concrete Beam Column Joints Under Reverse Cyclic Loads 2014 Materials and DesignDocument8 pagesBehaviour of Hybrid Fibre Reinforced Concrete Beam Column Joints Under Reverse Cyclic Loads 2014 Materials and DesignAlper BuyukkaragozNo ratings yet
- Studies On High Performance Concrete Using Mineral AdmixturesDocument7 pagesStudies On High Performance Concrete Using Mineral AdmixturesIJRASETPublicationsNo ratings yet
- IJERTDocument8 pagesIJERTgopierode4No ratings yet
- CONICET Digital Nro. ADocument13 pagesCONICET Digital Nro. AespanruyaNo ratings yet
- Fibers: Mechanical E Replacement Materials of Self-Compacting ConcreteDocument11 pagesFibers: Mechanical E Replacement Materials of Self-Compacting ConcreteVaasanthika VarmaNo ratings yet
- Bilal 2021Document14 pagesBilal 2021Ansar AsrNo ratings yet
- Stress Strain From Saenz ModelDocument7 pagesStress Strain From Saenz ModelKorrapati Pratyusha 19PHD0497No ratings yet
- A Review On Durability Properties of Strain Hardening Fibre Reinforced Cementitious Composites (SHFRCC)Document12 pagesA Review On Durability Properties of Strain Hardening Fibre Reinforced Cementitious Composites (SHFRCC)harshitNo ratings yet
- Influence of Heat-Cool Cyclic Exposure On The Performance of Fiber-Reinforced High-Strength ConcreteDocument24 pagesInfluence of Heat-Cool Cyclic Exposure On The Performance of Fiber-Reinforced High-Strength ConcreteShaker QaidiNo ratings yet
- 1 s2.0 S0950061812005417 Main PDFDocument10 pages1 s2.0 S0950061812005417 Main PDFFahid AslamNo ratings yet
- Comparative Study On Strength and Durability Properties of High Strength Self Compacting Concrete With and Without Steel FibresDocument15 pagesComparative Study On Strength and Durability Properties of High Strength Self Compacting Concrete With and Without Steel FibresIJRASETPublicationsNo ratings yet
- Study On Strength Properties of Self-Compacting Concrete With Micro SilicaDocument6 pagesStudy On Strength Properties of Self-Compacting Concrete With Micro SilicaSajin Bs0% (1)
- 1 s2.0 S0950061821031822 MainDocument14 pages1 s2.0 S0950061821031822 MainZaid Al SaffarNo ratings yet
- Construction and Building Materials: Rafat SiddiqueDocument7 pagesConstruction and Building Materials: Rafat SiddiqueGiacomo AccomandoNo ratings yet
- INFLUENCE of Microsilica and Nano Silica in Concrete MixturesDocument27 pagesINFLUENCE of Microsilica and Nano Silica in Concrete MixturesSwathi Sv100% (1)
- Performance Optimization of Hybrid Fiber Concrete - Felxural - Compullout - High Temp.Document18 pagesPerformance Optimization of Hybrid Fiber Concrete - Felxural - Compullout - High Temp.Prasanth SekarNo ratings yet
- Chloride-Ion Impermeability of Self-Compacting High-Volume Fly Ash Concrete MixesDocument5 pagesChloride-Ion Impermeability of Self-Compacting High-Volume Fly Ash Concrete MixesJHON WILMAR CARDENAS PULIDONo ratings yet
- To Investigate How Well Industrial Waste Polymer Fibre Performs Physically and Mechanically When Utilised in Concrete MixturesDocument6 pagesTo Investigate How Well Industrial Waste Polymer Fibre Performs Physically and Mechanically When Utilised in Concrete MixturesIJRASETPublicationsNo ratings yet
- Polyolefin Fiber-Reinforced Concrete Enhanced With Steel-Hooked FibersDocument10 pagesPolyolefin Fiber-Reinforced Concrete Enhanced With Steel-Hooked FibersCuriosoNo ratings yet
- Research Progress On Properties of Basalt Fiber Re 2022 Materials Today CommDocument14 pagesResearch Progress On Properties of Basalt Fiber Re 2022 Materials Today CommSwathy ManoharNo ratings yet
- Steel Fibre Concrete Composites For Special ApplicationsDocument213 pagesSteel Fibre Concrete Composites For Special Applicationshamsanram100% (3)
- 19J018 Synopsis Phase-2Document15 pages19J018 Synopsis Phase-2GopiNo ratings yet
- Triple Blending Effect of Fly Ash, Silica Fume and Steel Fibers On Performance of High Strength ConcreteDocument8 pagesTriple Blending Effect of Fly Ash, Silica Fume and Steel Fibers On Performance of High Strength ConcreteIJRASETPublicationsNo ratings yet
- Strength and Permeation Properties of Self-Compacting ConcreteDocument8 pagesStrength and Permeation Properties of Self-Compacting Concreteprincekelvin09No ratings yet
- Comparative Study On Tensile Strength and Impact Load Carrying Capacity of Concrete With Rubber and Steel FiberDocument10 pagesComparative Study On Tensile Strength and Impact Load Carrying Capacity of Concrete With Rubber and Steel Fiberjai2009No ratings yet
- 1 (Done)Document19 pages1 (Done)Santu PatraNo ratings yet
- Effect of Limestone Powder Substitution On Mechanical Properties and Durability of Slender Precast Components of Structural MortarDocument10 pagesEffect of Limestone Powder Substitution On Mechanical Properties and Durability of Slender Precast Components of Structural MortarJaime Andres Alvarez Castellar estudianteNo ratings yet
- Employing Nonlinear Response History Analysis of ASCE 7-16 On A Tall BuildingDocument11 pagesEmploying Nonlinear Response History Analysis of ASCE 7-16 On A Tall BuildingSaeed TariverdiloNo ratings yet
- 248 Copyedited 1625 1 10 20210205Document7 pages248 Copyedited 1625 1 10 20210205ashNo ratings yet
- Construction and Building Materials: Mostafa Jalal, Alireza Pouladkhan, Omid Fasihi Harandi, Davoud JafariDocument15 pagesConstruction and Building Materials: Mostafa Jalal, Alireza Pouladkhan, Omid Fasihi Harandi, Davoud JafariDraganNo ratings yet
- F INALDocument19 pagesF INALBhushan JadhavNo ratings yet
- 03-Mechanical Properties of Self-Compacted Fiber Concrete MixesDocument11 pages03-Mechanical Properties of Self-Compacted Fiber Concrete Mixesanunciano GuterresNo ratings yet
- Construction and Building Materials: Vahid Afroughsabet, Togay OzbakkalogluDocument10 pagesConstruction and Building Materials: Vahid Afroughsabet, Togay OzbakkalogluMohamed YagoubNo ratings yet
- The Finite Element Analysis of G 6 Steel Frame With and Without Bracing Elements Performed Using StaadDocument3 pagesThe Finite Element Analysis of G 6 Steel Frame With and Without Bracing Elements Performed Using StaadEditor IJTSRDNo ratings yet
- Materials 16 04457Document17 pagesMaterials 16 04457Mithun KanishkaNo ratings yet
- 1 s2.0 S2214509523009774 MainDocument18 pages1 s2.0 S2214509523009774 Maindileepkumarr538No ratings yet
- Application of A Self-Compacting Ultra-High-Performance Fibre-Reinforced Concrete To Retrofit RC Beams Subjected To Repeated LoadingDocument13 pagesApplication of A Self-Compacting Ultra-High-Performance Fibre-Reinforced Concrete To Retrofit RC Beams Subjected To Repeated LoadingAhmad AdibNo ratings yet
- Structures: SciencedirectDocument17 pagesStructures: Sciencedirectaboodalshouha1998No ratings yet
- Mariyam PPT-2Document21 pagesMariyam PPT-2Mariyam FarhanaNo ratings yet
- Study On Effect of Size of Aggregate On Self Compacting Concrete of Grade M70Document2 pagesStudy On Effect of Size of Aggregate On Self Compacting Concrete of Grade M70vinothiniNo ratings yet
- Flexural Performance and ToughDocument20 pagesFlexural Performance and ToughDiana Rose B. DatinguinooNo ratings yet
- HPC With Silica Fume 2Document9 pagesHPC With Silica Fume 2sundararajanNo ratings yet
- PHASE 2 REPORT Batch 06Document39 pagesPHASE 2 REPORT Batch 06Injamam AhamedNo ratings yet
- Tensile and Flexural Strength of Cement Silica Fume ConcreteDocument13 pagesTensile and Flexural Strength of Cement Silica Fume ConcreteAli MemonNo ratings yet
- 9-Correlation Between Compressive StrengthDocument5 pages9-Correlation Between Compressive Strengthrajasekhar.cheruvu8635No ratings yet
- Strengthening of Reinforced Concrete Structure Using Sprayable Ber2019Document13 pagesStrengthening of Reinforced Concrete Structure Using Sprayable Ber2019Sayed AwadNo ratings yet
- Materials and Design: Adel Gorjinia Khoshkenari, Payam Shafigh, Mahmoud Moghimi, Hilmi Bin MahmudDocument10 pagesMaterials and Design: Adel Gorjinia Khoshkenari, Payam Shafigh, Mahmoud Moghimi, Hilmi Bin MahmudmynameisgunaNo ratings yet
- The Use of Additives To Enhance Properties of Pre-Formed Foamed ConcreteDocument9 pagesThe Use of Additives To Enhance Properties of Pre-Formed Foamed ConcreteanderNo ratings yet
- Sukumar - 2008 - Early Ages Strength SCC W FlyashDocument8 pagesSukumar - 2008 - Early Ages Strength SCC W Flyashandri.kusbiantoro9761No ratings yet
- A Comprehensive Review On Dry Concrete - Application, Raw Material, Preparation, Mechanical, Smart and Durability PerformanceDocument23 pagesA Comprehensive Review On Dry Concrete - Application, Raw Material, Preparation, Mechanical, Smart and Durability Performancecharlesala-wr23No ratings yet
- Engineering Structures: Angela Gaio Graeff, Kypros Pilakoutas, Kyriacos Neocleous, Maria Vania N.N. PeresDocument11 pagesEngineering Structures: Angela Gaio Graeff, Kypros Pilakoutas, Kyriacos Neocleous, Maria Vania N.N. PeresNguyen HoaNo ratings yet
- Construction and Building Materials: Chetan Hazaree, Halil Ceylan, Kejin WangDocument7 pagesConstruction and Building Materials: Chetan Hazaree, Halil Ceylan, Kejin WangoussamaNo ratings yet
- Materials: Effect Steel Fibre Content On The Load-Carrying Capacity of Fibre-Reinforced Concrete Expansion AnchorDocument14 pagesMaterials: Effect Steel Fibre Content On The Load-Carrying Capacity of Fibre-Reinforced Concrete Expansion AnchorInes Cajo MozoNo ratings yet
- A Review On Self Compacting ConcreteDocument5 pagesA Review On Self Compacting ConcreteAkshay Kumar SutariyaNo ratings yet
- Huang 2020Document8 pagesHuang 2020Chamux skalNo ratings yet
- J - He 2018 - Microstructure of Uhpc Containing Lithium Slag PDFDocument9 pagesJ - He 2018 - Microstructure of Uhpc Containing Lithium Slag PDFZaireen AzmeeNo ratings yet
- High Performance Fiber Reinforced ConcreteDocument11 pagesHigh Performance Fiber Reinforced ConcreteZaireen AzmeeNo ratings yet
- RetrofittingDocument61 pagesRetrofittingBala GopalNo ratings yet
- J - Chaar 2013 - Natural Pozzolan For CR PDFDocument10 pagesJ - Chaar 2013 - Natural Pozzolan For CR PDFZaireen AzmeeNo ratings yet
- Slab Surface Prevention RepairDocument16 pagesSlab Surface Prevention Repairambryx2001No ratings yet
- Article 25 PDFDocument19 pagesArticle 25 PDFsorowareNo ratings yet
- Aggregates For Concrete (Dai Loan)Document141 pagesAggregates For Concrete (Dai Loan)moveemNo ratings yet
- J - Nuruddin 2016 - FA Characterization As CementitiouDocument8 pagesJ - Nuruddin 2016 - FA Characterization As CementitiouZaireen AzmeeNo ratings yet
- General Specification For Civil Engineering Works (GS), 2006 Edition - Guidance NoteDocument374 pagesGeneral Specification For Civil Engineering Works (GS), 2006 Edition - Guidance NoteZaireen Azmee67% (3)
- Geo HK Guide To Retaining WallDocument259 pagesGeo HK Guide To Retaining WallZaireen AzmeeNo ratings yet
- Routine (27th April)Document1 pageRoutine (27th April)SoumitNo ratings yet
- Course Outline Principles of MarketingDocument3 pagesCourse Outline Principles of MarketingKhate Tria De LeonNo ratings yet
- Lifecycle of A Butterfly Unit Lesson PlanDocument11 pagesLifecycle of A Butterfly Unit Lesson Planapi-645067057No ratings yet
- All Papers of Thermodyanmics and Heat TransferDocument19 pagesAll Papers of Thermodyanmics and Heat TransfervismayluhadiyaNo ratings yet
- Sap EwmDocument2 pagesSap EwmsirivirishiNo ratings yet
- Planetary Yogas in Astrology: O.P.Verma, IndiaDocument7 pagesPlanetary Yogas in Astrology: O.P.Verma, IndiaSaptarishisAstrology50% (2)
- Thesis StoryboardDocument5 pagesThesis StoryboardJill Brown100% (2)
- Time Table & Instruction For Candidate - Faculty of Sci & TechDocument3 pagesTime Table & Instruction For Candidate - Faculty of Sci & TechDeepshikha Mehta joshiNo ratings yet
- AT ChapIDocument48 pagesAT ChapIvigneshwaranbeNo ratings yet
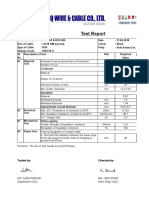
- Test Report: Tested By-Checked byDocument12 pagesTest Report: Tested By-Checked byjamilNo ratings yet
- STFC-2023 International E - conference-BITDocument6 pagesSTFC-2023 International E - conference-BITRanilprabhu MNo ratings yet
- Analysis and Design of Well FoundationDocument40 pagesAnalysis and Design of Well Foundationdhanabal100% (1)
- Chapter 07Document16 pagesChapter 07Elmarie RecorbaNo ratings yet
- Classroom Debate Rubric Criteria 5 Points 4 Points 3 Points 2 Points 1 Point Total PointsDocument1 pageClassroom Debate Rubric Criteria 5 Points 4 Points 3 Points 2 Points 1 Point Total PointsKael PenalesNo ratings yet
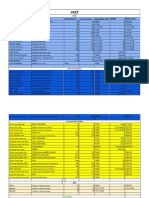
- Jazz PrepaidDocument4 pagesJazz PrepaidHoney BunnyNo ratings yet
- Practical Research 2.9Document22 pagesPractical Research 2.9Michael GabertanNo ratings yet
- Evolution DBQDocument4 pagesEvolution DBQCharles JordanNo ratings yet
- Native Instruments Sibelius Sound Sets - The Sound Set ProjectDocument3 pagesNative Instruments Sibelius Sound Sets - The Sound Set ProjectNicolas P.No ratings yet
- Integration Plan Grade 9 Mapeh SeptemberDocument3 pagesIntegration Plan Grade 9 Mapeh Septemberbernie evaristo bacsaNo ratings yet
- WAM ES Screw Conveyors Manual JECDocument43 pagesWAM ES Screw Conveyors Manual JECabbas tawbiNo ratings yet
- Introduction To The Iceberg ModelDocument5 pagesIntroduction To The Iceberg ModelAbhay Tiwari100% (1)
- Dady - Piernas LargasDocument12 pagesDady - Piernas LargasSarha NietoNo ratings yet
- Bio 104 Lab Manual 2010Document236 pagesBio 104 Lab Manual 2010Querrynithen100% (1)
- Guia Instalacion APP Huawei Fusion HmeDocument4 pagesGuia Instalacion APP Huawei Fusion Hmecalinp72No ratings yet
- Soil Liquefaction Analysis of Banasree Residential Area, Dhaka Using NovoliqDocument7 pagesSoil Liquefaction Analysis of Banasree Residential Area, Dhaka Using NovoliqPicasso DebnathNo ratings yet
- Information Brochure: (Special Rounds)Document35 pagesInformation Brochure: (Special Rounds)Praveen KumarNo ratings yet
- Mi Account ေက်ာ္နည္းDocument16 pagesMi Account ေက်ာ္နည္းamk91950% (2)
- Static Power Conversion I: EEE-463 Lecture NotesDocument48 pagesStatic Power Conversion I: EEE-463 Lecture NotesErgin ÖzdikicioğluNo ratings yet
- Power Quality Lab Manual (EE-801)Document12 pagesPower Quality Lab Manual (EE-801)ASHU KNo ratings yet
- Surge Arrester PresentationDocument63 pagesSurge Arrester PresentationRamiro FelicianoNo ratings yet