You might also like
- P1 A C LHDocument2 pagesP1 A C LHMohamed Reda HusseinNo ratings yet
- Oxygen Level in Purging Gas During Welding of Duplex Stainless Steel - Google GroupsDocument6 pagesOxygen Level in Purging Gas During Welding of Duplex Stainless Steel - Google GroupssanketNo ratings yet
- CBT QuestionsDocument17 pagesCBT QuestionsNaseer Ahmed SokhalNo ratings yet
- Materials System SpecificationDocument11 pagesMaterials System Specificationimranb_001100% (1)
- Welding - Fissures DefectDocument12 pagesWelding - Fissures DefectthanhNo ratings yet
- ASME 9 Multi Process Welding Procedures QW200Document2 pagesASME 9 Multi Process Welding Procedures QW200Teodor EzaruNo ratings yet
- Welding Inspection Questions WisDocument5 pagesWelding Inspection Questions WisBhavani PrasadNo ratings yet
- ARAMCO QM Number ListDocument3 pagesARAMCO QM Number ListMohamed Yousuf Syed MohamedNo ratings yet
- TDS PDF Intertherm - 751CSADocument4 pagesTDS PDF Intertherm - 751CSAwilliam sukyonoNo ratings yet
- Test Pack ProcedureDocument10 pagesTest Pack ProcedureDaengkulle Firmansyah PuteraNo ratings yet
- Duplex and Super Duplex Stainless Steel Fittings (Amendments/Supplements To Astm A 815)Document13 pagesDuplex and Super Duplex Stainless Steel Fittings (Amendments/Supplements To Astm A 815)aleeimeran100% (1)
- Submerged Arc Welding (Saw)Document5 pagesSubmerged Arc Welding (Saw)Nnaji Chukwuma SlamNo ratings yet
- Validating ILI Run With and Without Data Loss PDFDocument11 pagesValidating ILI Run With and Without Data Loss PDFMubeenNo ratings yet
- 16mo3 MıgMagDocument4 pages16mo3 MıgMagKerem İnanNo ratings yet
- Air Compressor Guide AICIP and CAAA - Guidelines and Requirements For Asset Management of Pressure VesselsDocument4 pagesAir Compressor Guide AICIP and CAAA - Guidelines and Requirements For Asset Management of Pressure VesselsTim WilsonNo ratings yet
- Sa 263Document8 pagesSa 263Wagner Renato AraújoNo ratings yet
- Inspection & Testing Requirements Scope:: Test and Inspection PerDocument2 pagesInspection & Testing Requirements Scope:: Test and Inspection PeraneeshjokayNo ratings yet
- Ipa 510 Ad 2Document3 pagesIpa 510 Ad 2Santiago Cordova AlvaNo ratings yet
- Weld Joint Preparation ISO 9692Document46 pagesWeld Joint Preparation ISO 9692biancogallazziNo ratings yet
- Welding SymbolsDocument21 pagesWelding Symbolstuna61No ratings yet
- API 510 Case Study - 7Document2 pagesAPI 510 Case Study - 7Khaled FatnassiNo ratings yet
- QW-193 Tube To Tube-Sheet Mock Up and Macro (Etching) ExaminationDocument8 pagesQW-193 Tube To Tube-Sheet Mock Up and Macro (Etching) Examinationডঃ শুভম চ্যাটার্জীNo ratings yet
- ASME P NumbersDocument6 pagesASME P NumbersAbdul KharisNo ratings yet
- Piping Systems Inspection ProcedureDocument7 pagesPiping Systems Inspection Procedureabdullah buttNo ratings yet
- 02 Samss 011Document36 pages02 Samss 011OMER ELFADILNo ratings yet
- Saudi Aramco: Company General UseDocument8 pagesSaudi Aramco: Company General UseMasudhBashaNo ratings yet
- Piping, General Mech PDFDocument8 pagesPiping, General Mech PDFAhmed Shaban KotbNo ratings yet
- Public-: Rev. D E English 03 / 2014Document33 pagesPublic-: Rev. D E English 03 / 2014xaviereduardoNo ratings yet
- ASME P-NumbersDocument9 pagesASME P-NumbersAamer MohammedNo ratings yet
- UG Piping, Hydro QC List-InterviewDocument6 pagesUG Piping, Hydro QC List-InterviewSyed M. Imran Ali100% (1)
- Cswip 3.1Document2 pagesCswip 3.1Anna PariniNo ratings yet
- 24 Astm A815Document8 pages24 Astm A815FYNo ratings yet
- De-119951 Monel Sheathing InstallationDocument8 pagesDe-119951 Monel Sheathing InstallationJithuJohn100% (1)
- Sis Book Asme IxDocument107 pagesSis Book Asme IxHamza AlamNo ratings yet
- Ni 2301Document26 pagesNi 2301marguepaNo ratings yet
- Asme b31.3 Allowable StressDocument23 pagesAsme b31.3 Allowable Stressjoaquin torrano veraNo ratings yet
- GE Hardness-testing-FAQ MIC 10Document19 pagesGE Hardness-testing-FAQ MIC 10Harshit MehtaNo ratings yet
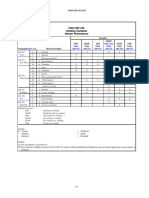
- Table - Qw-416 Welding Variables For Welder PerformanceDocument1 pageTable - Qw-416 Welding Variables For Welder PerformanceAnonymous VohpMtUSN100% (1)
- Asme BPVC - Ssc.iv - Ii.v.ix - Xiii-2023Document42 pagesAsme BPVC - Ssc.iv - Ii.v.ix - Xiii-2023mmendozagNo ratings yet
- QW-403.2 InterpretationDocument1 pageQW-403.2 Interpretationlaz_kNo ratings yet
- QW-352 QW-353 QW-354 (Note (2) ) QW-355 QW-356 QW-357 (Note (1) )Document1 pageQW-352 QW-353 QW-354 (Note (2) ) QW-355 QW-356 QW-357 (Note (1) )Deepanshu KhatriNo ratings yet
- Exam Narative Cswip 3.2Document5 pagesExam Narative Cswip 3.2yuwantoniNo ratings yet
- Mohamed Ashim: Mechanical InspectorDocument5 pagesMohamed Ashim: Mechanical InspectorMad TahaNo ratings yet
- Cranfield University Entry For IWE PDFDocument2 pagesCranfield University Entry For IWE PDFbharani dharanNo ratings yet
- Module3 - Welding ProcessesDocument155 pagesModule3 - Welding ProcessesPurvesh NanavatiNo ratings yet
- GTL WPSDocument6 pagesGTL WPSYoucef ChorfaNo ratings yet
- Bolted JointDocument9 pagesBolted JointkhanhtruongNo ratings yet
- Saep 321Document25 pagesSaep 321AbdullahNo ratings yet
- N Ace Direct Assessment StandardsDocument22 pagesN Ace Direct Assessment StandardsAngelTinocoNo ratings yet
- Aramco-Guide Testing QC Candidates (Piping-Hydro-Welding - Part 2 PDFDocument8 pagesAramco-Guide Testing QC Candidates (Piping-Hydro-Welding - Part 2 PDFanon_585140390100% (1)
- Asme Section II A Sa-216 Sa-216mDocument4 pagesAsme Section II A Sa-216 Sa-216mAnonymous GhPzn1xNo ratings yet
- ASP Procedures For Testing Characteristics of Automotive Sheet Steel LubricantsDocument31 pagesASP Procedures For Testing Characteristics of Automotive Sheet Steel LubricantsSamsudin AhmadNo ratings yet
- SAEP-379 Quality Issues NotificationDocument4 pagesSAEP-379 Quality Issues NotificationMusic And FunNo ratings yet
- ASME IX Tables-WPS-PQR-WPQTDocument33 pagesASME IX Tables-WPS-PQR-WPQTBabel THIAMNo ratings yet
- Saep 325Document43 pagesSaep 325AbdullahNo ratings yet
- High-Resolution EMAT As A Diagnostic Tool For Analysis of SCC and Crack-Like Pipeline Defects - IOGPC2015-7940 Thomas Beuker / ROSEN Matthias Hilvert / ROSENDocument24 pagesHigh-Resolution EMAT As A Diagnostic Tool For Analysis of SCC and Crack-Like Pipeline Defects - IOGPC2015-7940 Thomas Beuker / ROSEN Matthias Hilvert / ROSENrajnish14feb8516No ratings yet
- Penetrants TESTINGDocument86 pagesPenetrants TESTINGsankaran_muthukumarNo ratings yet
- Sr. Inspection Engineer Sample ResumeDocument4 pagesSr. Inspection Engineer Sample ResumemaheshNo ratings yet
- GEIT 20022EN Thickness Gage ProbesDocument4 pagesGEIT 20022EN Thickness Gage ProbesBen MedNo ratings yet
- Weld Repair Procedure Tapis RevaDocument3 pagesWeld Repair Procedure Tapis RevaadelNo ratings yet
- GEIT 20022EN Thickness Gage ProbesDocument4 pagesGEIT 20022EN Thickness Gage ProbesBen MedNo ratings yet
- GEIT 20022EN Thickness Gage ProbesDocument4 pagesGEIT 20022EN Thickness Gage ProbesBen MedNo ratings yet
- GEIT 20022EN Thickness Gage ProbesDocument4 pagesGEIT 20022EN Thickness Gage ProbesBen MedNo ratings yet
- LiPro - Profile-Test01 Without DoucDocument15 pagesLiPro - Profile-Test01 Without DoucadelNo ratings yet
- Structurix Chemicals Brochure EnglishDocument7 pagesStructurix Chemicals Brochure EnglishadelNo ratings yet
- PDF-2 CRxVision High Resolution Weld Inspection ScannerDocument8 pagesPDF-2 CRxVision High Resolution Weld Inspection ScanneradelNo ratings yet
- PDF-1 Structurix - Processing - Equipment - Brochure - EnglishDocument2 pagesPDF-1 Structurix - Processing - Equipment - Brochure - EnglishadelNo ratings yet
- PDF-2 CRxVision High Resolution Weld Inspection ScannerDocument8 pagesPDF-2 CRxVision High Resolution Weld Inspection ScanneradelNo ratings yet
- PDF-1 Structurix - Processing - Equipment - Brochure - EnglishDocument2 pagesPDF-1 Structurix - Processing - Equipment - Brochure - EnglishadelNo ratings yet
- Eresco Mf4: Reliable, Lightweight, Portable X-Ray GeneratorDocument8 pagesEresco Mf4: Reliable, Lightweight, Portable X-Ray GeneratoradelNo ratings yet
- Eresco Mf4: Reliable, Lightweight, Portable X-Ray GeneratorDocument8 pagesEresco Mf4: Reliable, Lightweight, Portable X-Ray GeneratoradelNo ratings yet
- City of Liberty Gas Company Repair ReportDocument5 pagesCity of Liberty Gas Company Repair ReportadelNo ratings yet
- Welding Defects - Classification, Causes and Remedies - Welding & NDTDocument11 pagesWelding Defects - Classification, Causes and Remedies - Welding & NDTadel100% (1)
- Welding Manual Nov 2010Document187 pagesWelding Manual Nov 2010Sumit Chaurasia100% (4)
- Welder Qualification Tests WQT DL QC 001 2019Document24 pagesWelder Qualification Tests WQT DL QC 001 2019adelNo ratings yet
- Welder Qualification Tests WQT DL QC 001 2019Document24 pagesWelder Qualification Tests WQT DL QC 001 2019adelNo ratings yet
- Industrial LogisticsDocument2 pagesIndustrial LogisticsadelNo ratings yet
- Welding Defects - Classification, Causes and Remedies - Welding & NDTDocument11 pagesWelding Defects - Classification, Causes and Remedies - Welding & NDTadel100% (1)
- Handbook - Filler Metal ASTM SteelsDocument1 pageHandbook - Filler Metal ASTM SteelsadelNo ratings yet
- Welding Qualification: Poyyara Consultants 1Document45 pagesWelding Qualification: Poyyara Consultants 1MuhammadShabbirNo ratings yet
- Handbook - Filler Metal ASTM SteelsDocument1 pageHandbook - Filler Metal ASTM SteelsadelNo ratings yet
- Handbook - Filler Metal ASTM SteelsDocument1 pageHandbook - Filler Metal ASTM SteelsadelNo ratings yet
- Industrial LogisticsDocument2 pagesIndustrial LogisticsadelNo ratings yet
- Norsok Material Data Sheet (M-630r2)Document77 pagesNorsok Material Data Sheet (M-630r2)karuna346No ratings yet
- NDT Films Guide-201510 PDFDocument1 pageNDT Films Guide-201510 PDFjar_2No ratings yet
- Set Through and Set OnDocument4 pagesSet Through and Set OnadelNo ratings yet
- The Propose of Training Program For Welding Inspectors 2021Document5 pagesThe Propose of Training Program For Welding Inspectors 2021adelNo ratings yet
- NDT Films Guide-201510 PDFDocument1 pageNDT Films Guide-201510 PDFjar_2No ratings yet
- Computer Programming: College of Civil Engineering - First StageDocument5 pagesComputer Programming: College of Civil Engineering - First StageAli ANo ratings yet
- Muhammad Ajmal Farooqi: Chemical EngineerDocument4 pagesMuhammad Ajmal Farooqi: Chemical EngineeromercomsatNo ratings yet
- File: OPL3.java Software Implementation of The Yamaha YMF262 Sound Generator. Version 1.0.6Document18 pagesFile: OPL3.java Software Implementation of The Yamaha YMF262 Sound Generator. Version 1.0.6mendofriulNo ratings yet
- Biology Transportation in PlantsDocument6 pagesBiology Transportation in PlantsTanaka ChirawuNo ratings yet
- Reflective Lesson Plan 4 Pythagorean TheoremDocument9 pagesReflective Lesson Plan 4 Pythagorean Theoremapi-339897912100% (1)
- The Sacred Number Forty-NineDocument12 pagesThe Sacred Number Forty-NinePatrick Mulcahy100% (6)
- DF-760/DF-760 (B) BF-720 MT-720/MT-720 (B) PH-5A/5C/5D: Parts ListDocument83 pagesDF-760/DF-760 (B) BF-720 MT-720/MT-720 (B) PH-5A/5C/5D: Parts ListJose Rojas ValeroNo ratings yet
- Coding Bobol ExcelDocument4 pagesCoding Bobol ExcelMuhammad IsmunandarsyahNo ratings yet
- AQUATOOL A Generalized Decision Support System For Water Resources Planning and Operational Management 1996 Journal of HydrologyDocument23 pagesAQUATOOL A Generalized Decision Support System For Water Resources Planning and Operational Management 1996 Journal of Hydrologyhoc_kinowNo ratings yet
- Assigment Sheet Tast 2 Aina MardianaDocument10 pagesAssigment Sheet Tast 2 Aina MardianaAina MardianaNo ratings yet
- Kolkata and North-East Centre at Tezpur: Indian Statistical InstituteDocument1 pageKolkata and North-East Centre at Tezpur: Indian Statistical InstitutePoonam NaiduNo ratings yet
- Automatic Control Systems, 9th Edition: Chapter 9Document50 pagesAutomatic Control Systems, 9th Edition: Chapter 9physisisNo ratings yet
- Jawaharlal Nehru Technological University Anantapur B.Tech. I - I Sem. L C 4 2 Part-A LABDocument2 pagesJawaharlal Nehru Technological University Anantapur B.Tech. I - I Sem. L C 4 2 Part-A LABHappa1No ratings yet
- ReportDocument1 pageReportDrew DacanayNo ratings yet
- Neeraj Pal 2Document1 pageNeeraj Pal 2NeerajPalNo ratings yet
- SWT 2 3 101 Brochure.Document8 pagesSWT 2 3 101 Brochure.Uhrin ImreNo ratings yet
- LoadRunner BasicsDocument74 pagesLoadRunner BasicsmadhugangulaNo ratings yet
- 8 The Future Value of Money and The Present Value of MoneyDocument26 pages8 The Future Value of Money and The Present Value of Moneyrommel legaspi62% (13)
- In Gov cbse-SSCMP-221966102021Document1 pageIn Gov cbse-SSCMP-221966102021Amod KumarNo ratings yet
- Electrical BEE Latest 2022 2023 Quantum Series (Searchable)Document116 pagesElectrical BEE Latest 2022 2023 Quantum Series (Searchable)ritamlyrisNo ratings yet
- Easy Harmony XA2 - XA2ED33Document5 pagesEasy Harmony XA2 - XA2ED33Rogger CriolloNo ratings yet
- Operational Information Bearing MaterialsDocument2 pagesOperational Information Bearing MaterialsHim SatiNo ratings yet
- Jj503 - Mechanical Workshop Practise 4Document2 pagesJj503 - Mechanical Workshop Practise 4jayadarsini2113No ratings yet
- Forensic BallisticDocument18 pagesForensic BallisticFranco Angelo ReyesNo ratings yet
- Boxer EngineDocument84 pagesBoxer EngineTOONGA100% (7)
- Unit No 1Document64 pagesUnit No 1Aadil VahoraNo ratings yet
- Electronic Door LockDocument2 pagesElectronic Door LocktaindiNo ratings yet
- 06a Consolidation and Settlement in ClayDocument10 pages06a Consolidation and Settlement in ClayAlly KhooNo ratings yet
- MATLAB Modeling of SPT and Grain Size Data in Producing Soil-ProfileDocument5 pagesMATLAB Modeling of SPT and Grain Size Data in Producing Soil-Profileicv.xaviNo ratings yet
- Chapter Seven: GS Ohlins Installation, Adjustment Tips & TricksDocument29 pagesChapter Seven: GS Ohlins Installation, Adjustment Tips & TricksWhattonNo ratings yet