You might also like
- Basic Concepts of FEMDocument23 pagesBasic Concepts of FEMDeion BonserNo ratings yet
- Fem 1Document95 pagesFem 1think groupyNo ratings yet
- Introduction To FEMDocument88 pagesIntroduction To FEMEndashaw AshafoNo ratings yet
- FEA NEW Lession PlanDocument4 pagesFEA NEW Lession Planbalusharma1212No ratings yet
- Lecture 1Document69 pagesLecture 1litrakhanNo ratings yet
- University Institute of Engineering Department of Mechanical EngineeringDocument45 pagesUniversity Institute of Engineering Department of Mechanical EngineeringPriya SinghNo ratings yet
- Chapter 02 - Past Present Future PDFDocument12 pagesChapter 02 - Past Present Future PDFdeepakNo ratings yet
- Feu 1Document42 pagesFeu 1Tesfa TeshomeNo ratings yet
- CEE570 ppt1 Revised2014Document20 pagesCEE570 ppt1 Revised2014drp100% (1)
- SyllabusDocument2 pagesSyllabusJin SunNo ratings yet
- Geotechnical Engineer RequirementsDocument25 pagesGeotechnical Engineer RequirementsSumanth GundetiNo ratings yet
- Intro To BHJDocument38 pagesIntro To BHJRajni SharmaNo ratings yet
- 2 - Introduction To FEADocument44 pages2 - Introduction To FEAAdolfo Gálvez VillacortaNo ratings yet
- FEM Mathematical ModelingDocument19 pagesFEM Mathematical ModelingCASTROLWASWAYA NZYOOMANo ratings yet
- FEM SyllabusDocument2 pagesFEM Syllabusthink groupyNo ratings yet
- Finite Element Analysis - 2019Document212 pagesFinite Element Analysis - 2019Mike Matshona100% (3)
- FEM - Module - IDocument27 pagesFEM - Module - Irvit21bme023.rvitmNo ratings yet
- Solidworks Simulation StandardDocument110 pagesSolidworks Simulation Standardsherwin perezNo ratings yet
- Course Outline ENME 701 - Finite Elements: Dpt. of Engineering Design and Production TechnologyDocument4 pagesCourse Outline ENME 701 - Finite Elements: Dpt. of Engineering Design and Production TechnologyAmmar etmanNo ratings yet
- Gujarat Technological University: W.E.F. AY 2018-19Document3 pagesGujarat Technological University: W.E.F. AY 2018-19Bamania ChiragNo ratings yet
- Unit1 Fundamental Concepts of Finite Element Analysis: Prepared By. Prof. Smriti SahuDocument12 pagesUnit1 Fundamental Concepts of Finite Element Analysis: Prepared By. Prof. Smriti SahuSmriti SahuNo ratings yet
- Lecture 01 IntroductionDocument74 pagesLecture 01 IntroductionMustapha BelloNo ratings yet
- Finite Element MethodsDocument8 pagesFinite Element MethodsJames SudhakarNo ratings yet
- FEM Part 1Document20 pagesFEM Part 1samuelgselassieNo ratings yet
- 1 - Basic Concepts of FEMDocument20 pages1 - Basic Concepts of FEMdhgrfrhkwuibfwdlrxNo ratings yet
- Finite Element AnalysisDocument116 pagesFinite Element AnalysisdelinaNo ratings yet
- FEM - Sync Week 1Document78 pagesFEM - Sync Week 1Wild BotNo ratings yet
- Finite Element Method: by Maj. Dr. Riessom W/GiorgisDocument62 pagesFinite Element Method: by Maj. Dr. Riessom W/GiorgismasreshawNo ratings yet
- Finite Element Method ME751: Mechanical IV/IIDocument23 pagesFinite Element Method ME751: Mechanical IV/IIAnamolNo ratings yet
- Finite Element Method (FEM) Module Code:: Lecture On Introduction To FEM, 15 September 2019Document17 pagesFinite Element Method (FEM) Module Code:: Lecture On Introduction To FEM, 15 September 2019Mesay Alemu TolchaNo ratings yet
- FELect1 PDFDocument33 pagesFELect1 PDFMahmoud M.S. DwaikatNo ratings yet
- Finite Element Method ThesisDocument4 pagesFinite Element Method Thesisafcmoeptd100% (2)
- Optimisation of Composite Structures Using A Growth AlgorithmDocument64 pagesOptimisation of Composite Structures Using A Growth AlgorithmSaid DjaballahNo ratings yet
- Finite Elements Method in Structures: (Lec-1-A)Document16 pagesFinite Elements Method in Structures: (Lec-1-A)Muller AsmareNo ratings yet
- Civil and Structural Engineering Department Module Description: CIV2100Document5 pagesCivil and Structural Engineering Department Module Description: CIV2100Victor OmotoriogunNo ratings yet
- Finite Element and Mesh Free Methods: BY Dr. Nirav P PatelDocument35 pagesFinite Element and Mesh Free Methods: BY Dr. Nirav P PatelparthNo ratings yet
- l1 - Fem in Geotechnical EngineeringDocument16 pagesl1 - Fem in Geotechnical EngineeringAnonymous 4x5xajNo ratings yet
- Workshop Slides EVERFEDocument52 pagesWorkshop Slides EVERFEtauquilNo ratings yet
- CE G619-Finite Element Analysis (R) - PNRaoDocument3 pagesCE G619-Finite Element Analysis (R) - PNRaoMAGDUM SAMMED JINENDRANo ratings yet
- IntroductionDocument38 pagesIntroductiondawit gashuNo ratings yet
- Fem Unit 1Document19 pagesFem Unit 1TarunNo ratings yet
- SyllabusDocument2 pagesSyllabusNeha SoniNo ratings yet
- De ZG513 Course HandoutDocument8 pagesDe ZG513 Course HandoutpanyamnrNo ratings yet
- Simulacija SW 18oblastiDocument4 pagesSimulacija SW 18oblastiMilos TasicNo ratings yet
- FEM IntroductionDocument29 pagesFEM IntroductionKrishna MurthyNo ratings yet
- Introduction To Finite Element Methods: Dr. Kiran M. CDocument47 pagesIntroduction To Finite Element Methods: Dr. Kiran M. CKiranNo ratings yet
- Nptel: Finite Element Analysis - Web CourseDocument4 pagesNptel: Finite Element Analysis - Web CourseArun PVNo ratings yet
- TMP - 11149-MENG555 Syllabus Spring 2016-2017-869522271Document13 pagesTMP - 11149-MENG555 Syllabus Spring 2016-2017-869522271dangerousbabyNo ratings yet
- MATLAB FEM Code - From Elasticity To PlasticityDocument115 pagesMATLAB FEM Code - From Elasticity To PlasticityVitor AnesNo ratings yet
- De Zg513 Course HandoutDocument8 pagesDe Zg513 Course HandoutPuneet KumarNo ratings yet
- Gujarat Technological University: Mechanical Engineering (19) SUBJECT CODE: 2161903Document3 pagesGujarat Technological University: Mechanical Engineering (19) SUBJECT CODE: 2161903Bhavesh PatelNo ratings yet
- IntroductionDocument28 pagesIntroductionYoung BrotherNo ratings yet
- The Finite Element Method (FEM) - A Beginner's GuideDocument29 pagesThe Finite Element Method (FEM) - A Beginner's GuideNARAYANAN RNo ratings yet
- Finite Element Method IN Geotechnical Engineering: DR Mazin AlhamranyDocument25 pagesFinite Element Method IN Geotechnical Engineering: DR Mazin AlhamranyHamzah Al-HashemiNo ratings yet
- Theory of Structures V-Combined PDFDocument90 pagesTheory of Structures V-Combined PDFRotich VincentNo ratings yet
- Lecture 1Document53 pagesLecture 1Kedir ShiferawNo ratings yet
- 1 - FEM IntroductionDocument32 pages1 - FEM IntroductionmuhammadjasoorNo ratings yet
- Course Syllabus - SIT CollegeDocument82 pagesCourse Syllabus - SIT CollegenagasundaramNo ratings yet
- 05-Chapter 2Document29 pages05-Chapter 2Atul RanjanNo ratings yet
- PERDEV Week3Document26 pagesPERDEV Week3Coulline DamoNo ratings yet
- DR TahaniCV 2012Document5 pagesDR TahaniCV 2012Yousif_AbdalhalimNo ratings yet
- Education Expo 2021Document8 pagesEducation Expo 2021MayurNo ratings yet
- Summit 1 HomeworkDocument6 pagesSummit 1 HomeworkMaycol Antonio RojasNo ratings yet
- User's Perception of The Relevance of Courtyard Designs in A Modern Context: A Case of Traditional Pol Houses, AhmedabadDocument11 pagesUser's Perception of The Relevance of Courtyard Designs in A Modern Context: A Case of Traditional Pol Houses, AhmedabadGaurav GangwarNo ratings yet
- A & A Food NutritionDocument2 pagesA & A Food NutritionAnil SodhaNo ratings yet
- BPMDocument3 pagesBPMarunsawaiyanNo ratings yet
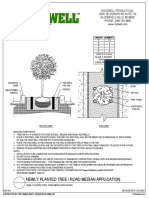
- Newly Planted Tree / Road Median ApplicationDocument1 pageNewly Planted Tree / Road Median ApplicationmooolkaNo ratings yet
- 2 HSE Kumar KushDocument3 pages2 HSE Kumar KushankitNo ratings yet
- The Road To Reinvention Linkner en 22668.simpleDocument10 pagesThe Road To Reinvention Linkner en 22668.simplePrateek AroraNo ratings yet
- E Katalog 2019Document15 pagesE Katalog 2019Dwi Putri BastiyantiNo ratings yet
- Nnscore 2.0: A Neural-Network Receptor Ligand Scoring FunctionDocument7 pagesNnscore 2.0: A Neural-Network Receptor Ligand Scoring FunctionAdrián RodríguezNo ratings yet
- Solutions Through Dowsing PDFDocument106 pagesSolutions Through Dowsing PDFkumar100% (6)
- Filipino FGD NarrativeDocument3 pagesFilipino FGD NarrativeNIMFA SEPARANo ratings yet
- PRML 2022 EndsemDocument3 pagesPRML 2022 EndsembhjkNo ratings yet
- Fairchild Ll4007 PDFDocument1 pageFairchild Ll4007 PDFKathyNo ratings yet
- AT Lab Experiment 3 Morse TestDocument5 pagesAT Lab Experiment 3 Morse TestADITYA DWIVEDINo ratings yet
- Curl (Mathematics) - Wikipedia, The Free EncyclopediaDocument13 pagesCurl (Mathematics) - Wikipedia, The Free EncyclopediasoumyanitcNo ratings yet
- The Old Ossetic Inscription From The River Zelenčuk,: Achtung!Document4 pagesThe Old Ossetic Inscription From The River Zelenčuk,: Achtung!gippertNo ratings yet
- PPT10-super and UltracapacitorDocument22 pagesPPT10-super and UltracapacitorChaudhari Jainish100% (1)
- Annex2 Bpoc Self Assessment and Audit Form Bpoc Form 1 CyDocument7 pagesAnnex2 Bpoc Self Assessment and Audit Form Bpoc Form 1 Cyjoana gorilyaNo ratings yet
- Is B or H The Fundamental Magnetic FieldDocument8 pagesIs B or H The Fundamental Magnetic FieldcfsenelNo ratings yet
- STPM 954 Math T Coursework 2013 Sem 2Document8 pagesSTPM 954 Math T Coursework 2013 Sem 2vtdvkkjbf100% (2)
- PDFDocument764 pagesPDFDe JavuNo ratings yet
- Safety PledgeDocument3 pagesSafety Pledgeapi-268778235100% (1)
- Unit1 Topic1 Digital Logic IntroductionDocument33 pagesUnit1 Topic1 Digital Logic IntroductionHari Kumar N CNo ratings yet
- Bab 3 Bus Rapid TransitDocument17 pagesBab 3 Bus Rapid TransitRicho MarbunNo ratings yet
- KTU BTech EEE 2016scheme S3S4KTUSyllabusDocument41 pagesKTU BTech EEE 2016scheme S3S4KTUSyllabusleksremeshNo ratings yet
- 03 QPythons Main FeaturesDocument4 pages03 QPythons Main FeaturesJack Ahm PeaceNo ratings yet