You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- PPE Size Measurement FormDocument1 pagePPE Size Measurement FormOgochukwuNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Personal Protective EquipmentDocument14 pagesPersonal Protective EquipmentOgochukwuNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Minimum Required Security Documents For High Risk CFT ServicesDocument1 pageMinimum Required Security Documents For High Risk CFT ServicesOgochukwuNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- HD Contender SpecificationsDocument2 pagesHD Contender SpecificationsOgochukwuNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- 2018 Price ListDocument40 pages2018 Price ListGovarthanan GopalanNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Hse Policy Statement: Sealion Security & Logistics Services Nig. LTD To Provide A Safe andDocument8 pagesHse Policy Statement: Sealion Security & Logistics Services Nig. LTD To Provide A Safe andOgochukwuNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Tech. Spec. Rust RemoverDocument1 pageTech. Spec. Rust RemoverOgochukwuNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Description of Services and Coordination Procedure..Document48 pagesDescription of Services and Coordination Procedure..OgochukwuNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Amercoat 450SDocument4 pagesAmercoat 450SCad AutocadNo ratings yet
- Personal Protective Equipment 7 - 1Document24 pagesPersonal Protective Equipment 7 - 1OgochukwuNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Nigeria Local Content PlanDocument1 pageNigeria Local Content PlanOgochukwuNo ratings yet
- Certificate of Participation PDFDocument1 pageCertificate of Participation PDFOgochukwuNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Tech. Spec. Thinner 91-83Document8 pagesTech. Spec. Thinner 91-83OgochukwuNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Confirmation of Acceptance of Appendix EDocument1 pageConfirmation of Acceptance of Appendix EOgochukwuNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Construction & Renovation Site Safety RequirementsDocument2 pagesConstruction & Renovation Site Safety RequirementsOgochukwuNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- LUS-HSE-WG3-446-006.01 - Personal Protective Equipment (PPE)Document14 pagesLUS-HSE-WG3-446-006.01 - Personal Protective Equipment (PPE)OgochukwuNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Monthly Sales ReportDocument2 pagesMonthly Sales ReportOgochukwuNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- Certificate of Participation PDFDocument1 pageCertificate of Participation PDFOgochukwuNo ratings yet
- Monthly Sales ReportDocument2 pagesMonthly Sales ReportOgochukwuNo ratings yet
- How To Make The Fluffiest Nigerian Pancake Ever - My Active KitchenDocument1 pageHow To Make The Fluffiest Nigerian Pancake Ever - My Active KitchenOgochukwuNo ratings yet
- NCD MB Handbook of Operational GuidelinesDocument228 pagesNCD MB Handbook of Operational GuidelinesChris Opuba100% (1)
- Grandma VanDoren's White Bread - Printer FriendlyDocument2 pagesGrandma VanDoren's White Bread - Printer FriendlyOgochukwuNo ratings yet
- Confirmation of Acceptance of Appendix DDocument1 pageConfirmation of Acceptance of Appendix DOgochukwuNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Purchase Requisition GuideDocument11 pagesPurchase Requisition GuideOgochukwuNo ratings yet
- Bank Ref Letter ApplicationDocument2 pagesBank Ref Letter ApplicationOgochukwuNo ratings yet
- Bank Ref Letter Application PDFDocument1 pageBank Ref Letter Application PDFOgochukwuNo ratings yet
- Equipment Sample ScheduleDocument1 pageEquipment Sample ScheduleOgochukwu100% (1)
- Feasibility Study of Soya ProductDocument21 pagesFeasibility Study of Soya ProductOgochukwuNo ratings yet
- Bid Requirements REV 1Document11 pagesBid Requirements REV 1OgochukwuNo ratings yet
- X. S. Ling Et Al - Superheating and Supercooling of Vortex Matter in A NB Single Crystal: Direct Evidence For A Phase Transition at The Peak Effect From Neutron DiffractionDocument4 pagesX. S. Ling Et Al - Superheating and Supercooling of Vortex Matter in A NB Single Crystal: Direct Evidence For A Phase Transition at The Peak Effect From Neutron DiffractionKolddeNo ratings yet
- Viscosity of c5h802 - 19Document1 pageViscosity of c5h802 - 19CharlesNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Reseach Paper On BAMBOO Its Use and ConstructionDocument10 pagesReseach Paper On BAMBOO Its Use and Constructionsimran deoNo ratings yet
- Aramid Dyeing CHT PDFDocument18 pagesAramid Dyeing CHT PDFno1gandhi9770No ratings yet
- Module Outline 2011: Architects Need To Know But Can Never Find. Rockport: MassDocument5 pagesModule Outline 2011: Architects Need To Know But Can Never Find. Rockport: Massapi-115534435No ratings yet
- Chapter 2 Funtional Group PropertiesDocument38 pagesChapter 2 Funtional Group Properties伟铭100% (1)
- 2006, He, Depression of Pyrite in The Flotation of Copper Ores PDFDocument294 pages2006, He, Depression of Pyrite in The Flotation of Copper Ores PDFFelipe ArcosNo ratings yet
- PV=nRT: The Ideal Gas LawDocument6 pagesPV=nRT: The Ideal Gas LawdrzachcrossNo ratings yet
- Biodiesel Production by A Continuous Process Using Hetergenous CatalystDocument3 pagesBiodiesel Production by A Continuous Process Using Hetergenous Catalystdstar13No ratings yet
- Class 7 Physics and Chemistry Notes: Temperature & HeatDocument1 pageClass 7 Physics and Chemistry Notes: Temperature & Heatishwari vermaNo ratings yet
- CV Imam 2017Document2 pagesCV Imam 2017Imam SitumeangNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Ductile vs brittle material behavior under static and variable loadingDocument7 pagesDuctile vs brittle material behavior under static and variable loadingNishaThakuriNo ratings yet
- RajeshDocument4 pagesRajeshAjay PrajapatiNo ratings yet
- The Analysis and Prevention of Failure in Railway AxlesDocument10 pagesThe Analysis and Prevention of Failure in Railway AxlesAnonymous PufNjgNo ratings yet
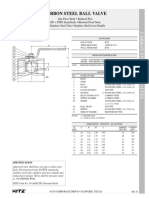
- Carbon Steel Ball Valve: Code # 50 (Aksctk)Document1 pageCarbon Steel Ball Valve: Code # 50 (Aksctk)thilina lakhithaNo ratings yet
- TBN QMS-000495 Corrosion and Scratches On Torque Tubes - Rev ADocument3 pagesTBN QMS-000495 Corrosion and Scratches On Torque Tubes - Rev Asamwel kariukiNo ratings yet
- Text Book: "Advanced Mechanics of Materials"Document22 pagesText Book: "Advanced Mechanics of Materials"developmental biologyNo ratings yet
- Hydrogen Standards Release Summary: (ISO 16110-1:2007, MOD)Document2 pagesHydrogen Standards Release Summary: (ISO 16110-1:2007, MOD)Jerome25% (4)
- Solid and Liquid Silicone Rubber Product Selection GuideDocument16 pagesSolid and Liquid Silicone Rubber Product Selection GuideD.I. Pablo BoverioNo ratings yet
- Railway: Elektrotechnische Werke Fritz Driescher & Söhne GMBHDocument20 pagesRailway: Elektrotechnische Werke Fritz Driescher & Söhne GMBHAbdellah abdouNo ratings yet
- THEORITICAL RAW MIX DESIGNDocument3 pagesTHEORITICAL RAW MIX DESIGNVaibhav Khodake100% (4)
- 5th Grade PlasmaDocument10 pages5th Grade PlasmaMonserrat Vasquez HernandezNo ratings yet
- Suspended Solids: Unequal Results From Equal Methods: MDL's and Sample VolumesDocument6 pagesSuspended Solids: Unequal Results From Equal Methods: MDL's and Sample VolumesDaniel ZamoraNo ratings yet
- All Cable Lugs and Connectors CatalogDocument28 pagesAll Cable Lugs and Connectors CatalogTaufiq HidayatNo ratings yet
- MDtrm questions on art elements, principles and mediumsDocument28 pagesMDtrm questions on art elements, principles and mediumsNicole Dang BallaretNo ratings yet
- Coal, Types of Coal, Analysis of CoalDocument4 pagesCoal, Types of Coal, Analysis of CoalSaad AhmedNo ratings yet
- PETRONAS Distributor Price List - W.E.F 10-10-23Document2 pagesPETRONAS Distributor Price List - W.E.F 10-10-23Mujeeb SiddiqueNo ratings yet
- Enhanced Oil Recovery (EOR) - Schlumberger GlossaryDocument66 pagesEnhanced Oil Recovery (EOR) - Schlumberger GlossaryDiana La CruzNo ratings yet
- Candidates Are Required To Give Their Answer in Their Own Words As Far As Practicable. The Figure in The Margin Indicates Full MarksDocument3 pagesCandidates Are Required To Give Their Answer in Their Own Words As Far As Practicable. The Figure in The Margin Indicates Full MarksShankar KhanalNo ratings yet
- The Grid: The Fraying Wires Between Americans and Our Energy FutureFrom EverandThe Grid: The Fraying Wires Between Americans and Our Energy FutureRating: 3.5 out of 5 stars3.5/5 (48)
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)
- Introduction to Power System ProtectionFrom EverandIntroduction to Power System ProtectionRating: 5 out of 5 stars5/5 (1)
- Renewable Energy: A Very Short IntroductionFrom EverandRenewable Energy: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (12)
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesFrom EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesRating: 4.5 out of 5 stars4.5/5 (21)